
Fターム[5E313DD05]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 部品寸法の変更に対する対応 (432)
Fターム[5E313DD05]に分類される特許
1 - 20 / 432
部品装着ライン
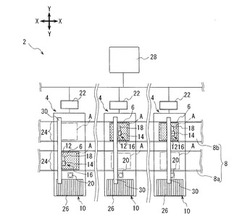
【課題】平行する2つの基板搬送装置を夫々有し複数台直列に配置されたモジュールタイプの部品装着装置を使用して生産効率の最適化を図ることができる部品装着ラインを提供する。
【解決手段】平行する2つの基板搬送装置を夫々有し複数台直列に配置されたモジュールタイプの部品装着装置において、一対の基板搬送装置は、互いに異なった2種類の基板を各部品装着装置の部品装着位置に位置決めし搬入出するものであり、2種類の基板のうち一方の基板に部品を装着する一方側サイクルタイムと、2種類の基板のうち他方の基板に部品を装着する他方側サイクルタイムとを部品装着装置ごとに演算して合算サイクルタイムとする合算サイクルタイム演算部と、合算サイクルタイムが均等化されるように一対の基板に装着する部品を部品装着装置ごとに分配する部品均等分配部と、を備えていること。
(もっと読む)
部品実装装置

【課題】高精度かつ高速に部品の三次元形状を測定する部品実装装置および三次元形状測定装置を提供すること。
【解決手段】部品実装装置20であって、ノズル110と、撮像部であるカメラ200と、輝度変化光を発する発光部130と、ノズル110に保持された部品の表面における輝度変化光の輝度分布を相対的に第二方向に移動させるヘッド100と、ノズル110に配置された基準面部113と、基準面部113の基準面部位の少なくとも1点の輝度変化光を撮像した結果である基準面データおよび対象物データを取得するデータ取得部160と、基準面データに示される輝度値と、基準面データの基準の輝度値とを用いて基準面部113の第三方向におけるずれ量を算出するずれ量算出部170と、ずれ量を用いて対象物データに示される輝度値を補正する補正部180と、補正された輝度値を用い、位相シフト法に用いられる波形を作成する波形作成部190とを備える。
(もっと読む)
テープフィーダ
【課題】テープフィーダにおいて、テープサプライヤを着脱する作業を簡単化する。
【解決手段】スプロケット駆動機構部45は、昇降レバー30にスプロケットと該スプロケットを平歯車列43を介して駆動するモータ44等を組み付けて構成すると共に、プロケット駆動機構部45を、スプロケットの歯が部品供給テープ12のスプロケット孔に噛み合った状態となる噛合位置とスプロケットの歯が部品供給テープ12のスプロケット孔よりも下方に位置する退避位置との間を上下動させるように構成し、スプロケット駆動機構部45を上方へ付勢してスプロケットを噛合位置に保持するスプリング55を設けると共に、テープフィーダに部品供給テープ12を着脱するときにスプロケット駆動機構部45をスプリング55に抗して下降させるモータ56を設ける。
(もっと読む)
トレイフィーダおよびトレイセット用のパレットならびにトレイセット方法
【課題】部品補給に伴う作業者の作業負荷を軽減するとともに設備の稼働率を向上させることができるトレイフィーダおよびトレイセット用のパレットならびにトレイセット方法を提供することを目的とする。
【解決手段】キャビティ部6bが複数凹設された部品収納部6aを有する形態のトレイ6を部品実装機構による部品取出し位置に供給するトレイフィーダにおいて、トレイ6を位置決めして保持するパレット24の上面に、トレイ6を下方から支持するとともに部品収納部6aから下方に延出して設けられたエンボス部6dの側面に当接してトレイ6の水平方向の位置を規制する規制部材50A、50Bを配設する。これにより、樹脂成形品など剛性の小さいトレイであっても安定した位置固定状態を得ることができるとともに、トレイ交換毎に既存のトレイのクランプ解除動作および新たなトレイのクランプ固定動作を実行する必要がない。
(もっと読む)
テープフィーダ
【課題】テープフィーダの操作パネルの小型化を図ることを課題とする。
【解決手段】テープ化部品を電子部品の供給位置まで導く複数のテープ化部品経路と、テープ化部品を送る複数の送り装置とを備え、テープ化部品経路が形成された複数の第1部と、複数の送り装置を内蔵する第2部とに分離可能であり、複数の第1部の各々を第2部に着脱可能なテープフィーダにおいて、操作パネルに、複数の個別制御スイッチ132と選択スイッチ134と選択制御スイッチ136とを配置し、各個別制御スイッチは、各テープ化部品を個別に制御し、選択制御スイッチは、選択スイッチによって選択されたテープ化部品を制御するように構成される。この構成によれば、個別制御スイッチにより作業性を向上させ、選択制御スイッチによりスイッチ数を少なくすることが可能となり、作業性の向上と操作パネルの小型化との両立を図ることが可能となる。
(もっと読む)
基板処理システム、基板供給順序決定方法、プログラム、記録媒体
【課題】並列に配置された基板搬送系Cf、Cbへの基板Sの搬送順序を適切化することで、ヘッドユニット5f、5bの退避動作の発生を抑制し、スループットの向上を図る。
【解決手段】基板搬送系Cfへの基板Sの搬送順序と基板搬送系Cbへの基板Sの搬送順序との組み合わせC(i)が複数生成される。そして、組み合わせC(i)が示す順序で基板搬送系Cf、Cbそれぞれに基板Sを搬送した場合に、ヘッドユニット5f、5bの排他領域Reからの退避動作が発生するか否かを判断した結果に基づいて、複数の組み合わせC(i)の中から、基板搬送系Cf、Cbに基板Sを搬送する順序が選定される。これによって各基板搬送系Cf、Cbへの基板Sの搬送順序が適切化されて、ヘッドユニット5f、5bの退避動作の発生を抑制することが可能となり、スループットの向上を図ることができる。
(もっと読む)
基板処理システム、基板供給順序決定方法、プログラム、記録媒体
【課題】並列に配置された基板搬送系Cf、Cbそれぞれが搬送する基板Sへの処理を、各基板搬送系Cf、Cbに設けられたヘッドユニット51f、51bにより行うにあたって、ヘッドユニット51f、51bの退避動作の発生を抑制し、スループットの向上を図る。
【解決手段】基板搬送系Cf、Cbのうち一方へは幅の広い品種の基板Sから供給するとともに他方へは幅の狭い品種の基板Sから供給すると、基板搬送系Cf、Cbへの基板の搬送順序を決定する。そのため、基板搬送系Cf、Cbのうち、一方の基板搬送系へ幅広の基板Sが供給されるときには、他方の基板搬送系へは幅狭の基板Sが供給されることとなる。その結果、基板搬送系Cf、Cbの両方に同時に幅広の基板Sが供給されて、基板搬送系Cf、Cbに搬送されてきた各基板Sの間隔ΔSが狭くなるといった状況の発生を抑制し、スループットの向上を図ることが可能となっている。
(もっと読む)
ダイ供給機
【課題】 ウェハをダイシングしてなるダイ集合体からダイをピックアップして供給するダイ供給機の実用性を向上させる。
【解決手段】 ピックアップヘッドが有する複数のノズル被装着具に複数の吸着ノズルがそれぞれ装着されるダイ供給機に、それら複数の吸着ノズル44を格納するノズル格納装置100を設置する。そして、そのノズル格納装置を、それら複数の吸着ノズルが複数のノズル被装着具の相対位置関係と同じ相対位置関係で格納されるようにし、そのノズル格納装置に、ピックアップヘッドへの同時装着のためにそれら複数の吸着ノズルを同時に動作させるノズル作動機構120,122,124,126,128を設ける。複数の吸着ノズルを迅速に装着することができ、ヒップアップヘッドの構造の単純化,軽量化を図ることができる。
(もっと読む)
基板生産ラインの管理方法
【課題】吸着ミス等を考慮することにより、より各電子部品装着装置間の基板生産時間バランスを向上させること。
【解決手段】割り振られたA部品を電子部品装着装置の「1号機」、「2号機」、「3号機」に割り振った場合のシミュレーション時間とリカバリ時間との合算を行うと、各号機の合算時間はそれぞれ「10秒間」であり、これらの合算時間に基づいてこの対象電子部品であるA部品は最少時間である1号機に決定され、このA部品の評価・更新は終了する。次に、割り振られたB部品を各号機に割り振った場合のシミュレーション時間とリカバリ時間との合算を初めに行うと、各号機の合算時間は、1号機が「20秒間」、2号機が「10秒間」、3号機が「10秒間」であり、これらの合算時間に基づいて最少時間であるB部品は2号機に決定され、このA部品の評価・更新は終了する。同様に以下、対象のプリント基板P上に装着される電子部品の評価・更新を行う。
(もっと読む)
フィーダカート及び電子部品装着装置
【課題】
本発明は、テープ押さえの浮き上がりを防止し、生産性の高いフィーダカート及び電子部品装着装置を提供する。
【解決手段】
本発明は、電子部品を供給する供給テープを部品取出位置で押えるテープ押さえを有する複数のテープフィーダを所定位置に搭載可能とする規則的に並んだフィーダガイドを具備するフィーダカートが、前記テープフィーダを前記所定位置にセットした状態において、前記テープ押えの浮きを防止するテープ押さえ浮き防止手段を有する。
(もっと読む)
電子部品供給装置
【課題】実用性の高い電子部品供給位置を提供する。
【解決手段】電子部品を所定の位置で供給するテープフィーダ74と、そのテープフィーダを立設させた状態でそれの下縁部を固定的に保持する保持部92とを備えた電子部品供給装置であって、保持部を導電体により成形し、導電体により成形された架渡部材114を、保持部によって下端部を固定的に保持されたテープフィーダの上縁部とクリアランスのある状態で、その上縁部の上方に架け渡し、テープフィーダの下縁部が保持部に接触した状態でテープフィーダの上縁部が架渡部材に接触した場合に、導通検出器126によって、保持部と架渡部材との間の導通を検出するように構成する。このような構成により、テープフィーダが浮き上がった場合に、保持部と架渡部材との間の導通が検出されるため、テープフィーダの浮きを検出することが可能となる。
(もっと読む)
基板処理システム、基板処理方法
【課題】基板処理システムの汎用性の向上を図る。
【解決手段】受渡位置P2より基板搬送方向Dbの下流側で搬送経路R1に存在する基板処理装置200、300の台数(3台)と、受渡位置P7より基板搬送方向Dfの下流側で搬送経路R3に存在する基板処理装置200、300の台数(2台)とは異なっている。したがって、搬送経路R1に沿って存在する基板処理装置100、200、300の台数(5台)と、搬送経路R3に沿って存在する基板処理装置100、200、300の台数(4台)とは異なることとなる。このように、基板Sの搬送経路を搬送経路R1、R3の間で適宜切り換えることで、基板Sへの処理に供する基板処理装置100、200、300の台数を変更することが可能となっている。
(もっと読む)
電子部品供給装置及び電子部品実装装置
【課題】テープに保持されたラジアルリード形電子部品を適切に吸着位置に搬送することができること。
【解決手段】ラジアルリード形電子部品を吸着領域に供給する電子部品供給装置であって、電子部品保持テープを案内する案内溝を備える筐体と、テープ送り爪ユニット及びテープ送り爪ユニットをテープ送り方向に往復移動させる駆動部と、を備え、案内溝に案内された電子部品保持テープをテープ送り方向に搬送するフィードユニットと、吸着領域に移動された前記ラジアルリード形電子部品のリードを切断し、前記ラジアルリード形電子部品と前記電子部品保持テープとを分離するカットユニットと、テープ送り爪ユニットと筐体とのテープ送り方向における相対位置を調整する位置調整機構と、を有することで上記課題を解決する。
(もっと読む)
実装基板製造システムおよび実装基板の製造方法
【課題】基板の搬送ラインに沿って配設された複数の基板処理装置により多品種の実装基板を生産する実装基板製造システムにおいて、生産性を向上させる。
【解決手段】実装機5は、複数のテープフィーダー551を部品収容部550に装着可能で、しかもテープフィーダー551の配置態様を変更可能となっており、共通段取りした状態で複数の品種の実装基板を製造する。そして、実装機5が全品種のうち少なくとも一品種でボトルネックとなっている場合に、当該実装機におけるテープフィーダー551の配置態様を変更することでボトルネックとなっている品種での実装機5のCTを短縮している。
(もっと読む)
テープフィーダ及び部品実装装置
【課題】トップテープに与えられたテンションによってスプロケットが回転方向に動いてしまうことを防止することができるテープフィーダ及び部品実装装置を提供することを目的とする。
【解決手段】スプロケット32の近傍位置においてテープ通路31a上を進行するテープ部材20の上方を覆うカバー部材33を備えたテープフィーダ12において、カバー部材33のテープ通路31aと上下に対向する面に、テープ通路31a上のテープ部材20をテープ通路31aに押し付ける板ばね状の押圧部材50を設ける。
(もっと読む)
電子部品実装装置および下受けピンの配置方法ならびに下受けピンの返戻方法
【課題】下受けピンの配置作業や返戻作業を効率化することができる電子部品実装装置および電子部品実装装置において下受けピンを下受けベース部に配置する下受けピンの配置方法ならびに配置された下受けピンを所定位置に返戻する下受けピンの返戻方法を提供することを目的とする。
【解決手段】基板下受け機構の下受けベース部21に下受けピン22が任意の位置に配置される下受けエリアA1とともに、配置前の複数の下受けピン22が仮置きされる配置前仮置きエリアA2、返戻後の複数の下受けピン22が仮置きされる返戻後仮置きエリアA3を設定し、配置前仮置きエリアA2、返戻後仮置きエリアA3における下受けピン22の仮置き位置TPを,下受けエリアA1における下受けピン22の配置位置APに応じて、下受けピン22の移動時の干渉が生じない条件を勘案して予め割り当てるとともに、移動順序を配置位置APに応じて設定する。
(もっと読む)
テープフィーダ及び部品実装装置
【課題】テープ部材の連結部の誤検出による不具合の発生を抑えることができるテープフィーダ及び部品実装装置を提供することを目的とする。
【解決手段】フィーダ本体31のテープ通路31a上を進行するテープ部材20の送り孔22の移動経路VL上に検査光61Lを射出し、その射出した検査光61Lをテープ部材20の送り孔22が横切る状態が変化したことに基づいてテープ部材20の連結部(連結部材20G)を検出する連結部検出装置を備えたテープフィーダ12において、連結部検出装置が射出する検査光61Lがテープ部材20の送り孔22の移動経路VLと交わる箇所Pにおけるテープ部材20のテープ部材20の幅方向の移動を規制するテープ移動規制部材70を設ける。
(もっと読む)
対基板作業実行システム
【課題】停電時におけるオペレータの安全を確保可能な対基板作業実行システムを提供する。
【解決手段】それぞれが、駆動源26,56等を有し、その駆動源の作動によって回路基板に対する作業を実行する複数の作業実行装置14,16等と、それぞれが、光源を有し、その光源によって発光する機能を有する複数の光源含有機器76,86等と、複数の作業実行装置の各々の駆動源、および複数の光源含有機器の各々の光源への通電を制御する制御装置91とを備えた対基板作業実行システムにおいて、複数の光源含有機器の少なくとも1つの光源に電力を供給可能な非常用電源98を備え、停電時に、非常用電源から複数の光源含有機器の少なくとも1つの光源へ通電するように構成する。このように構成することで、停電発生時であっても、オペレータは周囲の状況を確認することが可能となり、安全を確保することが可能となる。
(もっと読む)
部品供給装置
【課題】部品供給リールの回転抵抗を極力減らして、円滑に収納テープの繰り出しが行えるようにすること。
【解決手段】一対の板体50A、50B間に回転可能に中空円筒状の各カラー51に嵌挿した各支軸52が挟持されるように、ネジ53にてそれぞれ固定してリール収納体50を構成する。そして、このリール収納体50の一対の板体50A、50B間に部品供給リール60を収納した際に、前記各カラー51は、部品供給リール60の周縁下部に接触して下方から支承する。そして、この部品供給リール60を収納した状態のリール収納体50を2枚の仕切板24C間の空間内に部品供給リール格納部24の底面24A上に載置して収納する。部品供給ユニット2により収納テープCが1ピッチずつ送られるときに、部品供給リール60は円滑に回動して、収納テープCは部品供給リール60から繰り出される。
(もっと読む)
電子部品供給装置及び電子部品装着装置
【課題】作業者によるメンテナンス作業前或いは後の継ぎ目検出装置の状態確認作業を容易に行えるようにし、メンテナンス作業後の継ぎ目検出装置の誤動作を極力回避すること。
【解決手段】部品供給ユニット6の把手70の上面に設けられた表示部70Aには、左右のレーンに対応して表示手段としての7セグメント表示ユニット77が設けられている。下部セグメント91は収納テープCの送り動作に伴い短い間隔で点滅し、作業者は、下部セグメント91の表示状態の変化を確認することによって、継ぎ目検出装置102の動作状態、即ち、継ぎ目検出装置102が正常に動作していることを確認する。
(もっと読む)
1 - 20 / 432
[ Back to top ]