
Fターム[5G357DG06]の内容
Fターム[5G357DG06]に分類される特許
41 - 60 / 75
ネット状保護材、ネット状保護材製造装置及びネット状保護材の製造方法

【課題】ワイヤーハーネスに対する液体の付着をより確実に抑制する。
【解決手段】ワイヤーハーネスを保護するネット状保護材20で、筒状の網を形成する線状樹脂部分24を有する筒状網部22と、線状樹脂部分24間の網目25を閉塞するシート状樹脂部26とを備えている。ネット状保護材は、内側筒状網部を形成する内側ダイスと、外側筒状網部を形成する外側ダイスを有し、内側ダイスと外側ダイスとを相対回転駆動する回転駆動機構と、溶融樹脂を供給する樹脂供給機構を備えたネット状保護材製造装置で製造される。
(もっと読む)
端ほつれ耐性の保護コーティングを有する柔軟性織物スリーブおよびその構築方法
細長い部材を引き回し、保護するための織物スリーブ、およびその構築方法が提供される。織物スリーブは、織り交ぜられた糸から構築される細長い織物壁を有する。アクリルバインダおよび水系シリコン樹脂からなるエマルジョンを塗布して、織り交ぜられた糸をコーティングする。アクリルバインダは、150℃未満での織物スリーブの端ほつれに対する耐性を与え、シリコーン樹脂は、約150から500℃の間での端ほつれに対する耐性を与える。 (もっと読む)
ハイブリッド糸により作製された保護スリーブ、ハイブリッド糸およびその構築方法
EMI、RFIまたはESDのうちの少なくとも1つから細長い部材を保護するためのハイブリッド糸フィラメントおよびそこから構築されたスリーブ、ならびにハイブリッド糸フィラメントおよびスリーブを構築する方法を提供する。ハイブリッド糸フィラメントは、非導電性フィラメントと、非導電性フィラメントの外面上に横たわる少なくとも1本の導電性ワイヤフィラメントとを有する。ハイブリッド糸フィラメントは、スリーブの構築中に、それ自体とまたは他のハイブリッド糸フィラメントと電気的に通じるように配置されて、EMI、RFIおよび/またはESDに対する均一な遮蔽を提供する。 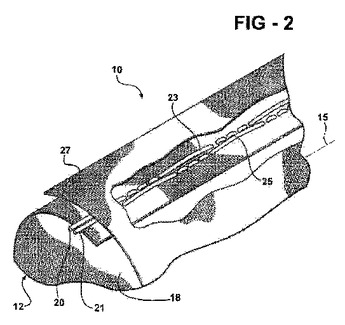 (もっと読む)
(もっと読む)
プロテクタの製造装置及び製造方法

【課題】煩雑な手順を踏むことなく電線に取り付けられるプロテクタを製造することができ、かつ、安価で簡易な成形型を用いることができるプロテクタの製造装置を提供する。
【解決手段】電線1の周囲を覆って該電線1を保護するプロテクタ2の製造装置3は、プロテクタ2の構成材料であり加熱されることにより溶融発泡する合成樹脂材料2’と電線1とが封入されるキャビティ4が設けられ、かつ、赤外線を透過させる透明な材質で構成されたプロテクタ2の成形型5と、キャビティ4に封入された合成樹脂材料2’に成形型5の外側から赤外線を照射して該合成樹脂材料2’を加熱する赤外線照射装置6と、を備えている。
(もっと読む)
ワイヤハーネス・モジュール、該ワイヤハーネス・モジュールの製造方法および車体取付構造
【課題】ワイヤハーネスをクリップ等の取付具を用いずに車体に取り付けできるようにする。
【解決手段】発泡樹脂シートを積層固着して下側閉鎖部、左右両側閉鎖部および上側閉鎖部を設け、これら下側閉鎖部、左右両側閉鎖部および上側閉鎖部で囲んでハーネス挿通路を設けた発泡樹脂被覆体と、前記発泡樹脂被覆体の前記ハーネス挿通路に収容したワイヤハーネスを備え、前記発泡樹脂被覆体のハーネス挿通路から前記ワイヤハーネスの端末部分を外部に引き出しているワイヤハーネス・モジュールを設け、該モジュールを車体に固定している。
(もっと読む)
免震建築物用電線保護パイプ及び免震建築物用電線保護パイプの製造方法
【課題】柔軟性及び強靭さの双方を有する、免震建築物用電線保護パイプ及び免震建築物用電線保護パイプの製造方法を提供する。
【解決手段】第1方向に延びる免震建築物用電線を被覆する、複数の筒状の第1部材と、前記免震建築物用電線を被覆する、複数の筒状の第2部材とを具備する。前記複数の第1部材と前記複数の第2部材とは、前記第1方向で交互となるように配置される。前記複数の第1部材の各々には、両端部に、前記第1方向に沿って膨らむ形状である複数の凸部が形成されている。前記複数の第2部材の各々には、両端部に、前記複数の凸部に対応する形状の複数の凹部が形成されている。前記複数の凸部と前記複数の凹部とは、前記複数の第1部材と前記複数の第2部材とが互いに外れることなく支持しあうように、嵌まり合っている。前記複数の凸部の各々は、前記複数の第1部材と前記複数の第2部材とが全体として屈曲可能になるように、前記複数の凹部の各々の形状よりも狭く形成されている。
(もっと読む)
自動車用の耐熱コルゲートチューブに使用されるホットメルト剤コーティング無機質紙
【課題】耐熱強度や難燃性を損なうことなく、さらに、発火温度の低下を招くことなく、塩化ビニルバインダー、酢酸ビニルホットメルト剤を他材料に代替する。
【解決手段】自動車用の耐熱コルゲートチューブに使用されるホットメルト剤コーティング無機質紙は、無機質紙にホットメルト剤をコーティングしている。無機質紙は、有機パルプ2重量%〜30重量%と、有機繊維3重量%〜30重量%と、無機繊維0.5重量%〜15重量%と、全体の20重量%以上の水酸化アルミニウムを含む無機粉体20重量%〜75重量%と、ポリアクリル酸エステル系とウレタン系とポリエステル系のいずれかからなるバインダー樹脂3重量%〜15重量%を定着担持してなるシート状材としている。さらに、ホットメルト剤コーティング無機質紙は、ホットメルト剤を、アクリル系とウレタン系とポリエステル系のいずれかのホットメルト剤としている。
(もっと読む)
電線保護管の組立治具
【課題】可撓性を有し、かつ、強度の強い電線保護管の組立治具を提供する。
【解決手段】組立治具80は、一対の保持部材81,81を備えて構成されており、各保持部材81,81の底板部82からは、上方に突出する複数の係止凸部84が長手方向に複数設けられ、両保持部材81,81のぞれぞれの係止凸部84に分割単位チューブ31Aの係止孔37Aを挿入して分割単位チューブ31Aを係止させてから、一方の保持部材81を他方の保持部材81に向かい合わせて突き当てることで電線保護管10が組立てられる。
(もっと読む)
ワイヤハーネス外装用のコルゲートチューブおよびコルゲートチューブの製造方法
【課題】ワイヤハーネスの電線群を挿通するコルゲートチューブにおいて、該コルゲートチューブに設けたスリットが開くのを防止する。
【解決手段】環状の山部3と谷部4とを長さ方向に交互に設けていると共に、軸線方向に連続した1本のスリット2を備えた樹脂製のコルゲートチューブにおいて、前記スリット2を挟む両側の山部3A、3Bはそれぞれ互いに係止する係止部10、11を備え、一方の山部の係止部10は、第一係止部10は分割端に内向き傾斜部からなる係止爪12と、該係止爪に連続する凹部13を有する形状とし、第二係止部11は、係止爪12を挿入係止する係止孔16を有する形状とし、係止爪を前記係止孔に内方から挿入係止して、前記スリットで分割された両側山部が係止される構成としている。
(もっと読む)
細径同軸ケーブルハーネス及びその製造方法
【課題】繰り返し変形しても、中心導体が破断することがなく、なおかつ曲げ性が良好であり、さらに束ね加工が容易である細径同軸ケーブルハーネス及びその製造方法を提供する。
【解決手段】束ねられた複数の細径同軸ケーブル24の端末がコネクタ25に接続されて成端処理されて機器内の湾曲、回動または摺動する箇所に使用される細径同軸ケーブルハーネス20であって、複数の細径同軸ケーブル24が合成繊維を経編した筒状の経編スリーブ23に通されて束ねられ、経編スリーブ23は、合成繊維の引っ張り強度が3.0cN/dtex以上であり、合成繊維の繊維径が30μm以上60μm以下であり、厚さが0.1mm以下であり、編み密度が、幅方向でループ数55個/inch以上ループ数75個/inch以下であり、長さ方向でループ数25個/inch以上ループ数35個/inch以下である。
(もっと読む)
プロテクタおよびその製造方法
【課題】車体固定部を有するプロテクタの製造コストを抑えつつ、車体固定部の強度を高く保持できる。
【解決手段】車両に配索されるワイヤハーネスを挿通した状態で車体に固定されるプロテクタであって、断面凹形状のプロテクタ本体と、該プロテクタ本体の上面開口に取り付ける蓋材とを、それぞれ樹脂板を真空成形または圧空成形して形成しており、前記プロテクタ本体の側壁外面に車体固定部を一体的に突設し、該車体固定部は、ボルト孔を設けた底板部と、該底板部の両側部に突出端からプロテクタ本体の側壁外面との連結部まで延在する両側補強リブを有する一方、前記蓋材の側壁外面に、前記プロテクタ本体の車体固定部に上方から重ねる形状の車体固定部を突設している。
(もっと読む)
コルゲートチューブ付き電線、コルゲートチューブ付き電線の製造方法
【課題】電線に対するコルゲートチューブの組み付け性を損なわないことを前提とした上で、熱を効率的に放熱させることを課題とする。
【解決手段】電線20と、管軸Lに沿って延びる一条のスリット47により半割りされた形状をなすと共に、前記電線20の外周にねじった状態で被せ付けられて、内壁面41Aを前記電線20に対して全周に亘って密着させたコルゲートチューブ40と、前記コルゲートチューブ40の外周側に巻回状に巻き付けられて、前記コルゲートチューブ40のねじり状態を維持させる巻付部材60と、を備える。
(もっと読む)
導電体及び導電体の製造方法
【課題】本発明は、製造コストが低減された導電体を提供する。
【解決手段】電線12と、電線12を収容する鞘管11と、を備えた導電体10であって、電線12の外周面と鞘管11の内周面とは密着しており、鞘管11は、電線12を収容する溝18を有する一対の板材16,17が合体されてなり、板材16,17には溝18の両側縁から外方に突出する一対の鍔部20が形成されており、板材16,17同士は鍔部20同士を当接させた状態で合体されており、互いに当接する鍔部20同士には、互いに拡開方向に弾性変形可能な一対の挟持壁22を有するクランプ21が外嵌されており、一対の挟持壁22によって鍔部20同士が挟持されることで板材16,17同士が合体されている。
(もっと読む)
スリット形成装置
【課題】複雑な形状のスリットを容易に形成することが可能なスリット形成装置を提供する。
【解決手段】コルゲートチューブ10にスリット11を形成するスリット形成装置Mであって、前記コルゲートチューブ10の内側と外側とに配され、前記コルゲートチューブ10を間に挟んで互いに嵌合することで同コルゲートチューブ10をせん断する一対のスリット形成歯30,40を備える。このような構成によれば、一対のスリット形成歯30,40の嵌合によりコルゲートチューブ10はせん断され、スリット形成歯30,40の形状に沿ってスリット11が形成される。したがって、複雑な形状のスリット11を容易に形成することができる。
(もっと読む)
可撓導線管
【課題】可撓導線管の管本体を他部材に接続するための構造の省資源化を図る。
【解決手段】可撓性を有していて導線が挿通される管本体10を備える可撓導線管1において、管本体10の両端部の間における当該管本体10の周面10aの一部に、当該管本体10の切断により他のねじ部材とねじ結合可能となるねじ部11を形成する。
(もっと読む)
車両用プロテクタの製造方法及び車両用プロテクタ
【課題】 ブロー成形によって車両用プロテクタを成形するときに、ブロー成形体の壁部の切開とヒンジ部の形成が容易にできるようにすることである。
【解決手段】 第1及び第2の成形型46,47より成るブロー成形型Sにおいて、プロテクタ本体1と蓋体2の取付座部12の大部分が含まれるように仮想円筒59を設定し、その中心59aに、ブロー中心P(パリソン18の軸心)を配置する。この成形型Sにおいて、仮想円筒59からはみ出した部分に設けられた鋭角状の張出し部成形部48,49に、パリソン18が流動して形成された張出し部3,4のうち、正面側の張出し部3を軸方向に切開し、背面側の張出し部4の頂部をヒンジ部6とし、ヒンジ部6を回動支点として蓋体2をプロテクタ本体1に対して開閉可能とする。ヒンジ部6が形成される背面側の張出し部4を、ブロー中心Pから最も遠くに配置することにより、その肉厚t4が薄くなり、蓋体2を回動させる操作が容易になる。
(もっと読む)
車両用プロテクタの製造方法及び車両用プロテクタ
【課題】 ブロー成形によって車両用プロテクタを成形するときに、取付座部が破断しないようにすることである。
【解決手段】 第1及び第2の成形型46,47より成るブロー成形型Sにおいて、プロテクタ本体1と蓋体2の取付座部12の大部分が含まれるように仮想円筒59を設定し、その中心59aに、ブロー中心P(パリソン18の軸心)を配置する。エアを吹き込まれることによって膨出するパリソン18は、第1及び第2の成形型46,47において軸心Pから最も近い部分(第2成形型47の窪み部成形突起部56)に至り、その両側に回り込むように膨出する。その後、パリソン18は、第2成形型47における軸心Pから最も遠い部分(頂部成形部57)と、第1成形型46のキャビティの内壁面とにほぼ同時に至る。この結果、ブロー成形された袋状成形体110において、頂部34の肉厚t1と、側壁部25,26の肉厚t2とをほぼ等しくできる。
(もっと読む)
スパイラルチューブ及びその製造方法
【課題】装着作業の負担の軽減、特に狭い場所における作業性の向上と装着時間の短縮を実現したスパイラルチューブ及びその製造方法を提供する。
【解決手段】電線等線条体及び各種ホース類の結束用ないし保護用或いは電気的シールド用の合成樹脂製スパイラルチューブであって、スパイラルが所定の巻き回数ごとに右巻きと左巻きが交互に連続してなることを特徴とする。合成樹脂製チューブを所定速度で且つ間欠的に供給しつつ、前記合成樹脂製チューブの周りにチューブの供給速度に同期してカッターを正転回動と逆転回動に係る工程を交互に実行して前記チューブをスパイラル状に切ってスパイラルチューブを製造する方法。
(もっと読む)
ケーブル等保護管
【課題】耐衝撃性に優れているほか、フレキシブル保護管と混在させて配管する場合により作業性よく配管することができる非フレキシブル性のケーブル保護管を提供すること。
【解決手段】難燃性を有するポリオレフィン系樹脂を主成分とし、外周に谷部と当該谷部よりも幅が広く中実の山部とが交互に形成された波付管であり、谷部中心における管の内径が山部中心における管の内径よりも管の内側に向けて僅かに円弧状に盛り上っており、曲げ剛性が2.50N・mm2以上であることを特徴とする。
(もっと読む)
耐熱性コルゲートチューブ
【課題】優れた耐熱性、耐熱老化性、耐水性、耐光性及び低温特性等を兼備し、かつブロック性保持性に優れた熱可塑性ポリエステルエラストマーを少なくともチューブ構成要素の1つ以上に用いることを特徴とするコルゲートチューブを提供する。
【解決手段】芳香族ジカルボン酸と脂肪族又は脂環族ジオールとから構成されたポリエステルからなるハードセグメント及び脂肪族ポリカーボネートからなるソフトセグメントが結合たポリエステルエラストマーであり、示差走査熱量計を用いて昇温速度20℃/分で室温から300℃に昇温し、300℃で3分間保持した後に、降温速度100℃/分で室温まで降温するサイクルを3回繰り返した時の一回目の融点(Tm1)と3回目の融点(Tm3)との融点差(Tm1−Tm3)が0〜50℃であり、切断時の引張強度が15〜100MPaである該ポリエステルエラストマーを構成要素の1つ以上に用いるコルゲートチューブ。
(もっと読む)
41 - 60 / 75
[ Back to top ]