
国際特許分類[B05B12/00]の内容
処理操作;運輸 (1,245,546) | 霧化または噴霧一般;液体または他の流動性材料の表面への適用一般 (41,198) | 霧化装置;噴霧装置;ノズル (8,080) | 噴霧システムにおける放出制御手段の配置または特殊な適合 (354)
国際特許分類[B05B12/00]の下位に属する分類
放出時間制御または放出シーケンス制御のためのもの (38)
放出される液体または他の流動性材料,包囲媒体または標的の状態に応答するもの (102)
複数の液体または流動性材料の中から選んだ1つを単一の噴霧排出口に供給するためのもの (85)
国際特許分類[B05B12/00]に分類される特許
71 - 80 / 129
要求される塗料の量を決定するための方法
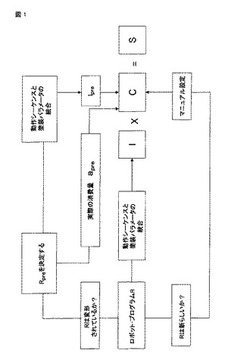
【課題】 本発明は、塗装ロボットの塗装作業のための、要求される塗料の量を決定するための方法を提供する。
【解決手段】 本発明は、塗装ロボットの塗装作業のための要求される塗料の量を決定するための方法に係る。この方法は、以下のステップを有している:(a)統合オペレーションの中で、塗装ロボットの動作シーケンス及び塗装パラメータから、塗料の量のための統合値(I)が決定される;(b)修正係数(C)が決定される;(c)前記統合値(I)及び前記修正係数(C)から、スタート値が構成される;(d)スタート値が、適応システムへ送られる。この方法は、適応システムのための学習フェーズが短縮されることが可能であり、塗料の損失が減少すると言う利点を有している。
(もっと読む)
塗装システム

【課題】
充填時に塗料バッグ内の塗料を完全に排出せずに、塗料バッグへの塗料の充填/圧出を繰り返しても、充填量と使用量の誤差分が累積されてその塗料バッグが破裂したり、塗装中に塗料切れを起こさないようにする。
【解決手段】
充填位置に位置決めされた塗料タンク(T)の外部から塗料充填に伴って変化する塗料バッグ(B)の形状変化を非接触測定する形状認識センサ(S)を設け、予め設定された充填量の塗料が塗料バッグ(B)へ充填されたと判断されたときに塗料の供給を停止するようにした。
(もっと読む)
ロボットにおける回転体干渉回避制御方法及び回転体干渉回避制御装置並びにこれを有する塗装装置
【課題】複雑な形状の回転ワークの場合であっても、ロボットとの干渉を起こすことなく、良好な塗装品質を得ることのできる、ロボットにおける回転体干渉回避制御方法及び回転体干渉回避制御装置ならびにこれを用いた塗装装置を提供する。
【解決手段】本発明にかかる、回転中心の周りに回転する回転テーブル上に載置されたワークの外形表面に対し、前記回転中心を原点として前記ワークに対して作用するようにロボットアームを駆動するロボットの制御方法は、前記回転テーブルの回転位置を検出し、制御プログラムにより、前記検出された前記回転テーブルの回転位置に基づいて前記回転テーブルの回転中心に対するロボットアーム位置を指令し、この指令されたロボットアーム位置と前記ワークの位置との距離が干渉の可能性に相当する基準値以下の場合には、ロボットアーム位置を前記ワークから遠ざけるように指令することを特徴とする。
(もっと読む)
カートリッジ式塗装装置、カートリッジ式塗装システム、カートリッジ式塗装装置の制御方法及びカートリッジ式塗装システムの制御方法
【課題】塗料収容室の洗浄に使用される洗浄液の量を抑えて塗料収容室の洗浄を可能とするカートリッジ式塗装装置、カートリッジ式塗装システム、カートリッジ式塗装装置の制御方法及びカートリッジ式塗装システムの制御方法を提供する。
【解決手段】カートリッジ式塗装システム11は、カートリッジ式塗装装置21と、カートリッジ12の塗料収容室に洗浄液及びエアを充填するための洗浄流体充填装置31とを備えている。カートリッジ式塗装装置21は、塗料収容室に塗料が充填されたカートリッジ12を塗装機22に取り付けて塗装ロボット23により被塗装物Wに対する塗装を行う塗装動作を可能とする。カートリッジ式塗装装置21は、洗浄流体充填装置31によって塗料収容室に洗浄液及びエアが充填されたカートリッジ12を塗装機22に取り付けた状態では、塗装ロボット23によりカートリッジ12を振動させて塗料収容室の洗浄を行う洗浄動作を可能とする。
(もっと読む)
缶コーティングのための制御システム
缶コーティング機制御システムが、所定位置の缶、真空圧力、所定位置のガン、所定位置のガード、および速度条件などの複数のモニタされた条件に基づいて継続/中止信号として機能するコーティング制御信号を含む。スプレーガン内のコーティング材料の現場での圧力調節が、場合によって材料温度の制御と共に供給される。現場での圧力調節は速度およびガンの吹き付け持続時間から導き出されるラップ数に基づいた、場合によって行われる吹き付け重量の制御を可能にする。CAN対CANネットワーク・バッファが一次ネットワーク分離と同様に供給される。特定のガン駆動信号を選択するため、および実際の吹き付け持続時間のリアルタイムのフィードバックに基づいてガン駆動信号を調節するためにガン制御回路が使用されてもよい。  (もっと読む)
(もっと読む)
塗装システム及び塗装方法
【課題】設備全体のコンパクト化を図るとともに、多品種少量生産に容易に対応することができ、効率的な塗装作業を遂行することを可能にする。
【解決手段】塗装システム10は、中塗り塗装工程14、上塗り塗装工程16及び上塗りクリア塗装工程18が、塗装ライン12に対し互いに並列して配設される。中塗り塗装工程14は、第1中塗り塗装ステーション20a〜第4中塗り塗装ステーション20dを互いに並列して設けるとともに、前記上塗り塗装工程16は、第1上塗り塗装ステーション24a〜第6上塗り塗装ステーション24fを互いに並列して設ける。少なくとも第1上塗り塗装ステーション24a〜第3上塗り塗装ステーション24cは、それぞれ塗装色の異なる複数台の塗装ロボット26a、26b及び26cを備えている。
(もっと読む)
塗装ロボットの噴霧教示方法
【課題】
塗装ロボットに作動と吹付け条件を教示する場合に、塗装部位に合わせて噴霧パターンが変更されても、塗料の噴霧密度が一定に維持されるティーチングが容易にできるようにする。
【解決手段】
噴霧流に対して側面よりパターン調整エアを噴射衝突させて噴霧パターンを調整するスプレーガンを塗装ロボットに搭載し、被塗装物への塗装を行う塗装ロボットの教示方法において、
単位パターン幅あたりの基準塗料密度を予め設定し、該塗料密度を維持するに必要な塗料噴出量に対応する流量制御を行う設定値を演算して出力させ、その出力信号を受けて噴出量を調整する手段を介してスプレーガンから噴霧するようにし、被塗装物の塗装部位に応じてスプレーパターン幅の変更を教示した時に、前記のパターン幅を噴出量設定用に自動入力し、自動的に追従して教示されるようにする。
(もっと読む)
ロボット塗装における吐出塗料制御システム
【課題】
ロボット塗装の汎用性は高いが、被塗装物の塗装部位に応じた噴霧調整のなかで、塗料吐出量の適応性に不十分で塗料の有効使用や精度の高い塗装に改善の余地が残されている。
【解決手段】
スプレーガンを搭載し教示されたデータに基づき作動されるマニピュレータと、該マニピュレータ及び前記搭載されたスプレーガン等の作動を制御する制御装置とを備えた塗装ロボットの、前記制御装置によって作動制御される塗料供給装置を、前記制御装置からの出力信号により回転数を制御されるサーボモータにより駆動されるギアポンプと圧力センサとで構成し、防爆仕様とするとともに、塗装位置に配置されたマニピュレータの近傍に設置し、前記スプレーガンと接続する塗料ホースの長さを至近距離とする。ギアポンプは前記教示データと連動して制御され、スプレー信号と同期により動作が行われる。
(もっと読む)
モデル加工方法およびモデル加工システム
【課題】色彩を施したクレイモデルの作製を正確に短時間で行うこと。
【解決手段】このモデル加工システム100は、先端に塗装ヘッド106を備えた多軸アームロボット1と、クレイモデルMのハンドワーク側の形状を取得するカメラ2と、CAD/CAM装置5と、多軸アームロボット1のプログラミング等を行うコンピュータ装置6と、多軸アームロボット1のドライブユニット7とを有する。CAD/CAM装置5は、カメラ2で取得したハンドワークの形状と色とに係わるデータを反転させて、反転着色情報を取得し、この反転着色情報に対応した塗装用の加工パスを生成し、多軸アームロボット1の塗装ヘッド106によりクレイモデルMを塗装する。
(もっと読む)
シーラ塗布装置
【課題】本発明は、簡便な構造で小型化を図ることができ、メンテナンスが容易で、且つロボットのティーチング操作が容易なシーラ塗布装置を提供することを課題とする。
【解決手段】緩衝機構21は、ロボットアーム13の先端に連結するシリンダユニット41と、シーラ塗布部材22に連結するためにシリンダユニット41のピストンロッド48に揺動可能に設けたフローティングベース32と、シリンダユニット41のピストン52を前進限位置まで移動させるためにフローティングベース32とシリンダユニット41とに渡した圧縮ばね42からなる。
(もっと読む)
71 - 80 / 129
[ Back to top ]