
国際特許分類[B05D7/22]の内容
処理操作;運輸 (1,245,546) | 霧化または噴霧一般;液体または他の流動性材料の表面への適用一般 (41,198) | 液体または他の流動性材料を表面に適用する方法一般 (19,162) | 液体または他の流動性材料を特定の表面に適用するかまたは特定の液体または他の流動性材料を適用するのに特に適した,フロック加工以外の,方法 (7,198) | 内部表面に適用するもの,例.管の内部表面 (116)
国際特許分類[B05D7/22]に分類される特許
41 - 50 / 116
円筒状熱源を生成する方法
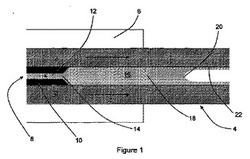
表面が被覆された少なくとも1つの長手方向の空気流チャンネルが貫通して延びる円筒状炭素質熱源の生成方法を提供する。内面がコーティング層(22)で覆われた長手方向の空気流チャンネルが通って延びる加熱喫煙物品のための円筒状炭素質熱源(4)の生成する方法は、a)空気流チャンネルを形成するためのマンドレル(10)が取り付けられたオリフィス(8)を含むダイ(6)を通した炭素質材料の押し出しによって円筒状熱源(4)を形成する段階、及び(b)マンドレル下流の空気流チャンネルの内面に流体コーティング化合物(16)を付加する段階を含む。コーティング化合物(16)は、マンドレル(10)を通って長手方向に延びて端部に出口を有する給送通路(12)を通じて給送される。コーティング化合物(16)は、コーティング化合物と内面との間の付着力の結果として長手方向流れチャンネルの内面を濡らし、それにより円筒状物品(4)が押し出される時にコーティング層(22)を形成する。 (もっと読む)
モルタルライニング管の製造方法

【課題】モルタルライニング層の骨材の浮き上がりを防止する。
【解決手段】管体1内に未硬化のモルタルmを供給し、その管体1を回転手段10により回転させながら遠心力により前記モルタルmをセメントペースト層2aとセメントモルタル層2bとに分離させ、その後、その回転とともに前記管体1に加振手段20による振動を付与して前記モルタルmを締め固める。このようにすれば、管体に要求される緻密な締め固めを確保しつつ、且つ表面への骨材の浮き上がりを防止することができることが確認できた。また、前記未硬化のモルタルmを供給した後、前記加振手段20による振動を付与する前において、前記回転手段10として、ゴムタイヤからなる駆動ローラ11とその駆動ローラ11を回転させる駆動装置12と、前記駆動ローラ11上に載置された前記管体1の外周面に当接するウレタンゴム製の押えローラ13を用いれば、骨材の浮き上がりがさらに確実に防止される。
(もっと読む)
内面被覆鋼管の製造方法
【課題】水配管用として好適な、水に接する環境下においても、耐剥離性に優れた内面被覆鋼管の製造方法を提供する。
【解決手段】鋼管の内面にリン酸塩系化成処理液を用いて化成処理層を形成する工程と、その上に、エポキシ樹脂と、硬化剤とを溶剤希釈した液を塗装してプライマー層を形成する工程と、その上に、変性ポリエチレン系樹脂粉末を粉体塗装して内面被覆層を形成する工程とを順次施す。内面被覆層を形成する工程は、鋼管を、樹脂のビカット軟化点より150℃以上高い温度に加熱したのち、変性ポリエチレン系樹脂粉末を粉体塗装し、ついで樹脂のビカット軟化点より50℃以上高い温度で6min以上保持する工程とする。これにより、耐水性が顕著に向上する。
(もっと読む)
ケーブル布設既設管の内面防錆処理方法及びケーブル布設既設管の内面防錆剤塗布装置
【課題】 ケーブルが布設された既設管の内面の防錆を容易に行えるケーブル布設既設管の内面防錆処理方法及びケーブル布設既設管の内面防錆剤塗布装置を得る。
【解決手段】 ケーブル2が布設された既設管3の内面を防錆するに際し、既設管3の中にケーブル2を貫通させつつ防錆剤を既設管3の内面に塗布する内面防錆剤塗布装置1を配置し、内面防錆剤塗布装置1はその径方向の内側に進行方向の前後に貫通してケーブル通し孔5を有し、その進行方向の前部における外周に防錆剤シール部6を有し、その進行方向の後部における外周に防錆剤を既設管3の内面に塗布する防錆剤塗布部7を有し、その外周で進行方向の前部における防錆剤シール部6と後部における防錆剤塗布部7との間に防錆剤を既設管3の内面に接触させる防錆剤貯蔵部9を有する構造とし、内面防錆剤塗布装置1を進行方向に前進させつつ防錆剤貯蔵部9内の防錆剤を防錆剤塗布部7で既設管3の内面に塗布するようにした。
(もっと読む)
消雪本及びノズル取り付け管内のクリーニング及び塗装
【課題】解決しようとする問題点は、消雪管に使用されている黒ガス管内面と水との直接接触する面を無くし管の腐食に歯止めをかけ、既設配管の耐用年数を、大巾に延長させることを目的とする。
【解決手段】管内の錆、スケール、水あかを除去するため、対象管内にはがね付き固形物を通過させ、また高圧水洗浄することによって管内のクリーニングを行い、その後エポキシ樹脂を同様に塗装用固形物を対象管内を通過させることによって、塗膜を形成する。
(もっと読む)
配管内壁ライニング装置および配管内壁ライニング方法
【課題】覆い膜筒体の膨圧により塗料層が均等に押圧されて調製されるため、塗料層の耐久性が向上する配管内壁ライニング装置および配管内壁ライニング方法を提供する。
【解決手段】覆い膜筒体22が塗料層17に沿って密着状態に反転しつつ進行する際、送風機19の駆動圧により覆い膜筒体22を膨出させて生じる膨圧を塗料層17に伝える。このため、塗料層17が膨出状態の覆い膜筒体22からの膨圧により均等に押圧されて調製され、塗料層17の厚みの均一化に併せて縦管8の内周面に対する塗料層17の付着性が強固になり、耐久性の向上により長寿命化が図られる。
(もっと読む)
管内ライニング方法
【課題】大きな変異が管に作用した場合にはライニング層が剥離して流路の維持を図ることができるような管内ライニングの形成を、余分な手間を掛けずに実施できるようにする。
【解決手段】材質が互いに異なるライニング層を管内面側に各別に積層させて管内面をライニングする管内ライニング方法であって、前記ライニング層を形成するのに、第1ライニング材を使用して保形成の高い第1ライニング層を形成した後、その第1ライニング層の内周面に、第2ライニング材として、(1)一分子中に少なくとも2個のケイ素に結合したアルケニル基を有するオルガノポリシロキサン、(2)一分子中に少なくとも2個のケイ素に結合した水素原子を有するオルガノハイドロジェンポリシロキサン、および(3)ヒドロシリル化触媒、からなる付加反応型のシリコーン樹脂を使用して第2ライニング層を形成して管内面をライニングする管内ライニング方法。
(もっと読む)
給水管のライニング方法
【課題】建造物内の既設配管の内部をライニング方法であって、塗料を供給する塗装始端側の第1のエルボ内部の塗膜を厚く形成する。
【解決手段】既設配管のメータ取り付け基端部側から先端部側までと各分岐された支管毎に塗装区間を区分し、各区分された塗装区間をそれぞれ分岐された各支管の端部エルボから塗料を供給し基端部側に向けて塗料を吹き延ばして所要厚さの塗膜を配管全長に形成した後に、各分岐された支管の端部エルボ2aにソケット状の塗料収納部10を有する塗料供給部6と加熱流体の送気手段9とを接続し、塗料収納部10にコマ部材11の抵抗体を配設すると共に所要量の塗料を収容し、送気手段9により塗料収納部11の塗料を端部エルボ2aに吹き付けて塗装するものであって、塗料が供給されて塗装が行われる始端側の端部エルボ2aの内面の塗膜を厚く形成できるのであり、全体としてバランスの良い厚さの塗膜を形成することができる。
(もっと読む)
蛍光管塗布装置及び蛍光管塗布方法
【課題】蛍光体液をガラス細管内部に塗布・乾燥して得られる蛍光体膜の膜厚が、塗布液の自由落下、及びたれ、レベリングで決定され、細管の長さ方向に塗布ムラという課題を有していた。
【解決手段】外部磁界と反発/吸引する磁石部材と塗布液を供給するチューブを配置してなる塗布ノズルを有し、前記塗布ノズルに磁力を与える少なくとも2つ以上に分割できる外部磁界を発する磁石を前記ノズル外周部に配置し、前記塗布ノズルが前記磁石から発生する磁界により、反発/吸引することにより細管内部へ前記細管内壁と接触することなく挿入と牽引を繰り返し行うことで解決できる。
(もっと読む)
管内ライニング用ピグの速度制御方法
【課題】ピグの移動速度を極力一定に維持して、既設管の内面全体にわたってほぼ均一なライニングを行うことのできる管内ライニング用ピグの速度制御方法。
【解決手段】ピグ1の移動方向の後方側から流体による背圧を作用させてピグ1を移動させて、既設管Pの内面に未硬化樹脂Rを塗布してライニングする管内ライニング用ピグの速度制御方法で、ピグ1に向けて音波を発信し、ピグ1からの反射波によりピグ1の位置を計測し、単位時間当たりの位置変化に基づいてピグ1の移動速度を算出して、流体による背圧の調整でピグ1の移動速度が一定になるように、または、既設管P内に供給する空気の圧力と流量によりピグ1の位置を計測し、単位時間当たりの位置変化に基づいてピグ1の移動速度を算出して、空気による背圧の調整でピグ1の移動速度が一定になるように制御する。
(もっと読む)
41 - 50 / 116
[ Back to top ]