
国際特許分類[B21B27/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | ロール;使用中におけるロールの潤滑,冷却または加熱 (525)
国際特許分類[B21B27/00]の下位に属する分類
ロールの形状または構造 (242)
ロールの潤滑,冷却,加熱 (161)
国際特許分類[B21B27/00]に分類される特許
11 - 20 / 122
表面光沢に優れたフェライト系ステンレス冷延鋼帯の製造方法
【課題】表面光沢に優れたフェライト系ステンレス鋼帯を安定して製造する方法を提供する。
【解決手段】冷間圧延、焼鈍、あるいはさらに酸洗をこの順に施した鋼帯を、調質圧延により表面仕上げするステンレス冷延鋼帯の製造方法において、鋼ロールの表面にCrめっきを施した後、ロール幅方向の平均粗さRaが0.003μm以上0.010μm以下に研磨したロールを用い、無潤滑にて、伸び率が0.8%以上2.0%以下となるように前記調質圧延を行う。
(もっと読む)
熱間圧延用遠心鋳造製複合ロール

【課題】耐摩耗性、およびロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および遠心鋳造製複合ロールを提供する。
【解決手段】外層を、C:2.2〜2.6%、Si:0.2〜0.7%、Mn:0.2〜0.7%、Cr:5.0〜8.0%、Mo:4.4〜6.0%、V:5.3〜7.0%、Nb:0.6〜1.3%を、10.0<(Mo+V)≦12.5および0.6≦(C−0.24V−0.13Nb)≦1.3(ここで、Mo、V、C、Nb:各元素の含有量(質量%))を満足するように含有し、さらにCo:0.1〜4%およびB:0.01〜0.06%を含み、残部Feおよび不可避的不純物からなる組成を有する遠心鋳造製外層材とし、該外層材に軸材を溶着一体化した複合ロールとする。これにより、耐摩耗性に優れるとともに、表層の耐疲労性にも優れた、熱間仕上圧延後段用ロールとして好適な、遠心鋳造製複合ロールとなる。
(もっと読む)
薄い熱間ストリップを製造するための装置および方法
【解決手段】 本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための装置であって、このエンドレスプロセスが、先ず第一に、その鋳造機械内において薄スラブ3が鋳造される該鋳造機械2と、その圧延ライン内において上記薄スラブ3が鋳造工程の一次熱の利用のもとで圧延される、上記鋳造機械2の内の少なくとも1つの鋳造機械に後置された該圧延ライン4、5と、および、それら仕上げロールスタンド内において熱間ストリップ1がワークロール8でもって最終厚さへと圧延される、上記熱間ストリップ1の搬送方向Fにおいて後方の領域6内に設けられた多数の該仕上げロールスタンド7とを備える様式の上記装置に関する。エンドレスプロセス内における、薄い熱間ストリップの製造製造を改善するために、本発明において、仕上げロールスタンド7のワークロール8が、摩耗の少ないロール表面を有している。更に、本発明は、エンドレスプロセス内において、鋳造圧延によって、薄い熱間ストリップ1を製造するための方法に関する。 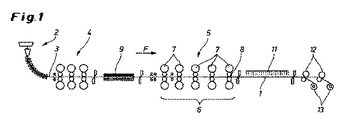 (もっと読む)
(もっと読む)
疲労強度に優れたダル表面金属ストリップの調質圧延方法およびダル表面金属ストリップ

【課題】表層部の機械的材質の劣化や製造コストの大幅な上昇をもたらさず、疲労強度に優れたダル表面金属ストリップの調質圧延による製造方法およびその圧延方法で製造されたダル表面金属ストリップを提供する。
【解決手段】連続焼鈍された金属ストリップを、ワークロールの表面粗さが算術平均粗さで2μmRa以上4μmRa以下のダルワークロールを用い、摩擦係数で0.15以下の圧延潤滑条件で伸び率0.3%以上、0.9%以下の調質圧延をする。
(もっと読む)
作業ロールシフト機能を具備した圧延機
【課題】一端が先細り状に形成される作業ロールをその軸方向にシフトさせ、圧延材のエッジドロップを制御する際に、圧延材の幅方向両端部による作業ロールへの磨耗傷の発生を抑えることにより、その表面に転写傷のない高品質の圧延材を圧延することができる作業ロールシフト機能を具備した圧延機を提供する。
【解決手段】ロール先端に向かうに従ってロール径が漸次小さくなる先細り部31b,32bをロール胴部31a,32aの一端に有し、且つ、先細り部31b,32bがその軸方向において反対側に位置するように圧延材1を挟持する上下一対の作業ロール22a,22bと、作業ロール22a,22bをその軸方向にシフトさせるロールシフト装置40,50とを有するリバース圧延機11であって、作業ロール22a,22bにおけるロール胴部31a,32aの表面を、セラミックス材または超硬合金材で形成する。
(もっと読む)
圧延機及びそれを備えたタンデム圧延機
【課題】硬質材及び薄板材圧延のため、より小径の作業ロールを使用可能とし、高い生産性や高い製品品質の帯板を得ることができる圧延機及びそれを備えたタンデム圧延機を提供する。
【解決手段】帯板1を圧延する上下1対の作業ロール2と、この上下1対の作業ロール2を支持する各々上下1対の中間ロール3と、この上下1対の中間ロール3を支持する各々上下1対の補強ロール4から成り、前記作業ロールの圧延可能な板幅内,外に支持ロールを有しない6段式の圧延機や中間ロールの無い4段式の圧延機において、前記作業ロールが駆動されると共に、同作業ロールは、小径で超硬合金やセラミックス等の高い縦弾性係数の材質を使用した。
(もっと読む)
冷間圧延用鍛鋼ロールの製造方法
【課題】ロール製造時におけるロール割れ破壊や、ロール使用時におけるロール割損を防止でき、耐割れ性に優れた冷間圧延用鍛鋼ロールを製造することができる冷間圧延用鍛鋼ロールの製造方法を提供する。
【解決手段】冷間圧延用鍛鋼ロールを製造する方法において、造塊、鍛造、球状化焼鈍処理、調質処理及び機械加工の各工程をこの順に経て、焼入れ時の形状に加工されたロールを作製し、前記ロールの胴部に、誘導加熱により急速加熱した後に水で急冷する焼入れ処理を施すに先立ち、加熱炉にて前記ロール全体を予熱するに際し、予熱温度を375℃以上425℃以下とする。
(もっと読む)
圧延用複合スリーブロール
【課題】スリーブロールとシャフトディスクとの滑りによるスリーブロールの摩耗を低減させて、安定した圧延を行える圧延用複合スリーブロールを提供する。
【解決手段】駆動力の伝達を受けるシャフトディスク3から与えられる摩擦力により回転し、熱間圧延を行う3ロール圧延機10に用いられる圧延用複合スリーブロール1であって、シャフトディスク3よりも先端側に突出している外層部5と、シャフトディスク3と接触する内層部6の側面1aの一部が、硬度80〜90Hsのハイス材7からなり、シャフトディスク3と接触する内層部6の内面1bの少なくとも一部が硬度65Hs以上である。
(もっと読む)
長寿命冷延ロール
【課題】優れた表面性状を備える缶用鋼板を製造することができ、かつ、寿命の長い冷延ロールを提供する。
【解決手段】ロール表面にレーザーを照射し、円周方向及びロール軸方向に、所定の間隔で穴を形成した冷延ロールにおいて、(i)穴の半径rと深さdが下記式(1)を満たし、かつ、(ii)穴の周縁が平坦であることを特徴とする長寿命冷延ロール。
0.90・r≦d≦1.20・r(30μm≦r≦125μm)・・・(1)
(もっと読む)
圧延用ロール及びその製造方法
【課題】ロール厚さ方向における外層の使用径範囲において、ほぼ均等に黒鉛が形成された圧延用ロール及びその製造方法を提供する。
【解決手段】遠心力鋳造法により製造され、外層が黒鉛を含有する高合金耐摩耗鋳鉄材からなる圧延用ロールであって、ロールの使用開始径をt1、廃棄径よりも10mm大きい直径をt2としたとき、t1からt2の範囲における金属組織中の黒鉛面積率の差を1.0%以内とした。
(もっと読む)
11 - 20 / 122
[ Back to top ]