
国際特許分類[B21B39/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に連結され,または組込まれ,またはそれに関連する用途に特に適用されて,素材を移送し,支持し,または位置決めし,または素材の移送を制御する装置 (465)
国際特許分類[B21B39/00]の下位に属する分類
素材の供給または支持;制動装置または張力装置 (92)
素材の案内,位置決め,または整列 (187)
素材の回転,反転または類似の操作 (22)
グループ39/02,39/14,39/20の1グループ以上に包含される作用を遂行するために特に設計された装置または構造的結合 (1)
国際特許分類[B21B39/00]に分類される特許
11 - 20 / 163
制振制御装置、制振制御方法およびコンピュータプログラム
【課題】リアルタイムに最適な制御ゲインを同定し、操業中に最適なゲインを適用することが可能な制振制御装置を提供する。
【解決手段】連続的に搬送される帯状の金属板の、搬送方向に直交し、かつ板面に略垂直な方向の振動を抑制する制振装置を制御する制御器を有する本発明の制振制御装置は、制御器の制御ゲインを同定して変更する情報処理装置を備える。情報処理装置は、金属板の搬送方向と直交する方向の変位を検出する検出装置により検出された金属板の変位実績値と、制振装置の操作実績値とを取得するデータ取得部と、変位実績値および操作実績値に基づいて、制振装置の制御モデルを用いて制御器の制御ゲインを同定する制御ゲイン同定部と、同定された制御ゲインに基づいて、所定のタイミングで制御器の制御ゲインを変更する制御ゲイン変更部と、を備えることを特徴とする。
(もっと読む)
効率的且省エネルギーな帯鋼連続鋳造及び連続圧延プロセス

【課題】効率的且つ省エネな帯鋼連続鋳造及び連続圧延プロセスを提供する。
【解決手段】連続鋳造工程に少なくとも二つのカストストランドが設けられ、鋳造ビレットを加熱するために少なくとも二台の加熱炉が設けられ、圧延ライン14を中心線としてずれて配置される。圧延ライン設備配置の最適化により、連続鋳造スラブの潜熱を最大限に利用して、ホットチャージング温度が最も高くなり、工程のエネルギー消費が比較的低くなり、生産ラインを柔軟化させ、薄いスラブ連続鋳造及び連続圧延によっては実現できなかった四つのストランドを一つのラインに合流して同じ温度の高温で直接入れて連続圧延することが実現され、連続鋳造機とロール機との生産能力は高く合わされ、圧延機の生産能力が最大限に発揮でき、単位コストが低くなり、生産ラインが短くなり、敷地も少なくなり、投資が低くなる。
(もっと読む)
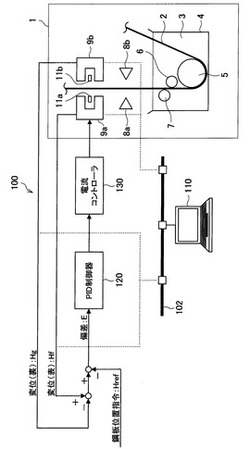
圧延方法および圧延機
【課題】従来のやり方では発生を抑制できないような表面傷についてその発生を確実に抑制ないし防止する。
【解決手段】本発明の圧延方法は、圧延材Wを圧延する圧延ロール2と、この圧延ロール2の下流側に配備されて圧延材Wを巻き取る巻取ロール3と、圧延ロール2で圧延された圧延材Wの送出方向を変更して巻取ロール3に案内するデフレクタロール5と、を有する圧延機1を用いて圧延するに際し、巻取ロール3に巻き付けられた圧延材Wに発生している表面傷Hの発生状態を検出し、検出された表面傷Hの発生状態に基づいて、デフレクタロール5の一端を他端に対してデフレクタロール5の軸心と垂直な方向に移動することにより、表面傷Hの発生を抑制することを特徴とする。
(もっと読む)
熱間圧延鋼板のループ検知方法および装置並びに巻取制御方法および巻取制御装置
【課題】ホットランテーブル上での熱間圧延鋼板へのループの発生を検知することにある。
【解決手段】仕上圧延機から巻取機までの間に配置されたホットランテーブル上で鋼板の長手方向にループが発生したことを検知する方法において、前記ホットランテーブルのテーブルローラ5を駆動する駆動用電動機6の電流値を継続的に検出し、前記電流値が所定値以下に低下した場合に鋼板Sの長手方向にループが発生したと判断することを特徴とする熱間圧延鋼板のループ検知方法である。
(もっと読む)
鋼板剪断設備における鋼板の搬送方法及び搬送装置
【課題】ダブルサイドシャーにより鋼板の幅方向両端部を一定長さずつ剪断する鋼板剪断設備において、鋼板をその蛇行を効果的に抑えつつ搬送する。
【解決手段】鋼板剪断設備内で、ダブルサイドシャーを出た鋼板を1又は2以上のピンチロールで搬送するに際し、少なくとも1つのピンチロールxの上ロール又は/及び下ロールは、鋼板幅方向中央寄りのロール部Aとその外側のロール部Bを有するとともに、ロール部Aの周速vAとロール部Bの周速vBがvA<vBであり、ロール部Aとロール部Bとの境界がダブルサイドシャーによる剪断位置の通板方向延長線上にある。ピンチロールxのロール部Aとロール部Bとの周速差により、ダブルサイドシャーの下流側において蛇行を生じようとする鋼板がセンタリング力を受けるため、鋼板の蛇行が効果的に防止される。
(もっと読む)
熱延鋼板製造ラインにおけるメジャーリングロール軸受のスケール除去装置
【課題】メジャーリングロール軸受に堆積したスケールを効率よく除去することができスケール除去装置を提供する。
【解決手段】ロールギャップ調整ライナ21の樹脂ライナ22は、外部から供給した圧力水をライナ上面22gで開口する複数の水吐出口22iから流出させ、ロール13に近接したライナ上面22gの内側からロール13から離間したライナ上面22gの外側に向かう水流れとするスケール除去水流部(分岐供給流路22a〜22c、主供給流路22f、水供給口22e、傾斜流路22h及び複数の水吐出口22i)を設けている。
(もっと読む)
ピンチロールの速度制御装置及び速度制御システム
【課題】ピンチロールの速度制御において、操業中にピンチロールモータの速度制御系の不安定化によるハンチングを抑制することを目的とする。
【解決手段】ピンチロールの速度目標値と張力バランス目標値とを入力信号とし、第1のPI制御器を用いてピンチロールの補正速度目標値を出力する主幹制御部と、該補正速度目標値とピンチロールの速度実績値との第1の差分値を求め、該差分値を入力として第2のPI制御器によりピンチロールモータを駆動する電流指令値を求めるドライブ部とを具備し、主幹制御部は、張力バランス目標値と電流指令値との第2の差分値を求め、該第2の差分値を第1のPI制御器に入力し、その出力をローパスフィルタに入力し、該ローパスフィルタの出力と速度目標値とから補正速度目標値を出力する。
(もっと読む)
厚中板の製造方法。
【課題】 薄く長いスラブを使用して、スラブを転回することなく厚中板を製造するに当たり、加熱炉在炉中にスラブの熱間撓みが大きくならないようにすることで、加熱炉抽出に支障が出ないようにしてスラブを加熱し、加熱炉から抽出したスラブの圧延時間を短くして圧延温度を高くし、ミスロールの発生を抑制した厚中板の製造方法を提供する。
【解決手段】 ウォーキングビーム式加熱炉に装入して加熱した2段重ねのスラブを加熱炉から抽出して、2段重ねのスラブのまま脱スケールした後、スラブ吊上げ装置で上段の厚中板用薄スラブを吊上げ、下段の厚スラブは粗圧延機に移送して熱間圧延し、下段の厚スラブを移送した後、スラブ吊上げ装置で吊上げていた上段の厚中板用薄スラブを降ろして仕上圧延機に移送して厚中板に熱間圧延することを特徴とする厚中板の製造方法。
(もっと読む)
熱間圧延ラインにおける圧延材の搬送制御方法
【課題】粗圧延機内で圧延時刻に誤差が発生した場合であっても、仕上圧延機入側における圧延材間のアイドル時間を最小化することができる熱間圧延ラインにおける圧延材の搬送制御方法を提供する。
【解決手段】加熱炉1抽出時に設定した各スタンドR1〜R3の材料圧延開始時刻および終了時刻に対して、実圧延時に誤差が発生した場合、スタンドR1〜R3間の搬送テーブルの搬送速度を変更することにより、下流側の次スタンドR2又はR3では当初設定時刻に圧延開始されるようにピッチの修正を行うようにした。
(もっと読む)
熱間圧延ラインにおける圧延材の搬送制御方法
【課題】先行材が仕上圧延機の最初のスタンドに噛み込んだ際の実績圧延速度を用いて補正又は再計算を行うことにより、精度よく先行材の圧延所要時間を推定することができる熱間圧延ラインにおける圧延材の搬送制御方法を提供する。
【解決手段】先行材が仕上圧延機の先頭のスタンドF1の圧延ロールに噛み込んだ際に、仕上圧延機中の前記先頭のスタンド以降で既に先行材の搬送速度に設定されて回転している何れかのスタンド、たとえばスタンドF4の圧延ロールの回転速度実績を用いて該先行材の所要圧延時間を推定するようにした。
(もっと読む)
11 - 20 / 163
[ Back to top ]