
国際特許分類[B21C47/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の処理法のみに関連した点を特徴とする金属線,金属帯または他の可撓性金属材料の巻取り,コイリングまたは巻戻し (621)
国際特許分類[B21C47/00]の下位に属する分類
巻取りまたはコイリング (135)
巻戻しまたはアンコイリング (41)
巻取り装置へまたは装置から,または巻取り装置内の作業位置へまた作業位置からのコイルの移動;移動中の巻戻りの防止 (78)
同時にまたは次に行われる材料の処理に関する特別の配置 (131)
ドラムまたは他のコイル保持具 (68)
巻取り作業に特に適すようになっているトングまたは把持手段 (9)
特殊なタイプの装置に特に適するものでない供給またはガイド装置 (89)
国際特許分類[B21C47/00]に分類される特許
61 - 70 / 70
ストリップの格納及び排出装置

アンコイラーから造管機へとストリップを連続して排出するストリップの格納及び排出装置が開示される。
本発明は、アンコイラーに巻き取られたストリップを導入するピンチ部と、前記ピンチ部から導入されたストリップを格納する外側巻取りローラー群及び内側巻取りローラー群と、前記内側巻取りローラー群に巻き取られたストリップを造管機に排出す螺旋状のローラー群と、を備え、前記内側巻取りローラー群は、ベース上側の前面及び背面フレームに固設された固定板の前面に設けられ、前記固定板には内接ギアを持つターニングベアリングが設けられ、前記ターニングベアリングには前面に外側巻取りローラー群が設けられた回転板が固定され、前記背面フレームには外側巻取りローラー群に巻き取られたストリップの垂れを防ぐべく複数の垂れ止めローラー群が設けられていることを特徴とするストリップの格納及び排出装置が提供される。
このため、ピンチ部の構造が簡単であって動力の伝達が効率よく行われ、垂れ止めローラー群によりストリップの垂れが防がれると共に、外側及び内側サイドガイドによりストリップが側方に乱れることが防がれる。しかも、螺旋状のローラー群は背面フレームから前面フレームにかけて強固に支持されているとともに、排出されるストリップと平行な方向に所定の螺旋角度を持つ固定ドラムの外側面に、トリップの幅に応じてその角度を容易に変更することができ、固定板がベースに立設された前面及び背面フレームに固設される結果、材料コストが節減される。
(もっと読む)
金属のストリップを圧延するための圧延機
少なくとも1つのロールスタンド(2)と、前に配設された巻上げ装置(3)と、後に配設された巻上げ装置(4)とを備え、前に配設された巻上げ装置(3)とロールスタンド(2)間及び/又はロールスタンド(2)と後に配設された巻上げ装置(4)間に、ストリップ(1)をS字形に案内する2つのローラ(7,8;9,10)を備えるS字ローラユニット(5,6)が配設されている、金属のストリップ(1)、特にスチールストリップを圧延するための圧延機において、S字ローラユニット(5,6)の第1のローラ(7,9)が位置不動に配設されており、S字ローラユニット(5,6)の第2のローラ(8,10)が、第1のローラ(7,9)に対して相対的に可動に配設されている。  (もっと読む)
(もっと読む)
帯状金属板の幅方向位置制御方法及び装置

【課題】 巻取り機や巻戻し機を用いた帯状金属板の巻取り時や巻戻し時に、帯状金属板の幅方向位置を、より安定的に制御することが出来る技術を提供する。
【解決手段】 帯状金属板10の幅方向位置制御系の動特性を、コイル15の重量変動による巻取り機14や巻戻し機の負荷変動と、位置調節手段20の動特性とを、少なくとも含めた数学モデルにて表す一方、かかる数学モデルに基づいて補償器22を設計し、そして、帯状金属板10の巻取り時や巻戻し時に検出手段18にて検出される帯状金属板10の幅方向位置の検出値を基に補償器22にて生成される操作信号に基づいて、位置調節手段20を操作することにより、帯状金属板10の幅方向での巻取り機や巻戻し機の位置を調節し得るように構成した。
(もっと読む)
金属製品を圧延する圧延装置
【課題】
採算の合う利用を生じる前記種類の圧延機を形成すること
【解決手段】
少なくとも一つのロールスタンド(3)並びにロールスタンド(3)の両側に所定長さ(L)にわたり延びる圧延するべき製品(2)用の送り区画(4)を有する金属製品(2)を圧延する圧延装置(1)では、搬送区画(4)の長手延長部の領域には金属製品(2)のコイル(6)用の少なくとも一つの収容装置(5)が配置されて、収容装置が搬送区画(4)に沿って金属製品(2)の送りを阻止しない第一位置(A)に配置され、収容装置がコイル(6)をロールスタンド(3)の近くにコイル(6)を巻解き或いは巻上げする搬送区画(4)に位置されている第二位置(B)に配置されていることが設けられている。  (もっと読む)
(もっと読む)
ロール制御装置
【課題】搬送するシート材の張力変動を抑制できるロール制御装置を提供する。
【解決手段】搬送ロール8は、送り出しロール2に巻かれているシート材1を次工程に搬送する。搬送ロール8には電動機20が連結され、速度制御部26は、ライン速度指令値V* を入力として、慣性加速分トルク補償、負荷フィードフォワード補償を行い、角速度検出値ω1 を速度帰還信号とし、角速度協調指令値ωm1* から角速度検出値ω1 を減算し、速度偏差値s1がゼロとなるように電動機20を速度制御する。送り出しロール2には電動機21が連結され、速度/張力制御部27−1は、ライン速度指令値V* と張力指令値T* を入力として、慣性加速分トルク補償、メカロストルク補償、粘性トルク補償を行って、角速度検出値ω2 を速度帰還信号とし、角速度協調指令値ωm2* から角速度検出値ω2 を減算し、速度偏差値s8がゼロとなるように電動機21を速度制御する。
(もっと読む)
ステッケルミルの振動を軽減する方法及び装置
本発明は、ステッケルミルにおけるステッケルロールのフラットスポットによって生じる振動を軽減するための方法及び対応する装置に関する。調製可能なロール(3)は、ステッケルファーネスのステッケルロール(1)と圧延機スタンド(5)の駆動装置(2)との間に取り付けられ、圧延素材(6)に接触することができる。本発明は、ロール(3)によって圧延素材(6)上に加えられる力が規定された値に調整されることを特徴としている。 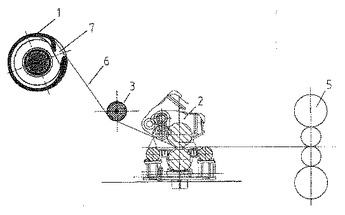 (もっと読む)
(もっと読む)
熱間圧延機の粗圧延ラインと仕上げ圧延ラインの間のコイルボックス
本発明は、熱間ロール圧延機において、圧延されるストリップ材料のための粗圧延ラインと仕上げ圧延ラインの間の巻取り及び巻戻しステーションの使途を拡張するための方法に関する。コイルボックスの使途を拡張することは、マンドレルの無いコイルボックス内で小さいストリップ重量を処理するために、巻戻されるコイルに、ローラテーブル(4)に対して整向された押圧力(F)が押付けられ、および/またはコイルがローラテーブルの窪み部内に据付けられること、および/またはマンドレルの無いコイルボックスの場合に材料装入量を増加させるために、コイルの能動的移送と受動的移送が、第一巻取りステーションから第二巻取りステーションまで、時間的にかつ重量的に互いに組み合わされること、および/または マンドレルの無いコイルボックスの前後におけるストリップ温度を様々に高めかつ均一化するために、ストリップに熱が供給され、および/またはストリップあるいはコイルボックスが断熱されることにより達せられる。さらに本発明は、相当しかつ形成された本方法を実施するための装置に関する。  (もっと読む)
(もっと読む)
帯状材の弛み吸収制御方法および装置
【課題】 本発明は、帯状材の処理ラインで生じた帯状材の弛みを、帯状材をコイルに巻取って吸収する帯状材の弛み吸収制御に関する。
【解決手段】 並行して同時に与えられる巻取張力指令と巻取速度指令を比較し、巻取る際の負荷の低い方の指令に基づいて巻取りを制御する。
(もっと読む)
金属帯コイルの巻き取りまたは払い出し方法および装置
バックテンション付与用弾性ロール
〔目的〕 スリッタラインにおいてスリッテングした複数の帯板を巻取器で巻き取るときに、それぞれ均一な巻取張力で巻取ると同時に、巻取側面に凹凸を生じたり帯板表面に縞状跡を残すといったことがないようにしたい。
〔構成〕 薄厚で且つ弾性に富む多数のゴム状弾性円盤10を主軸13に順次嵌挿し、両側面から圧締して一体的に取付ける。こうするとゴム状弾性円盤10の表面箇所では帯板の巻取張力に比例した変形がなされるため各帯板の巻取張力はほぼ一定となる。また多数のゴム状弾性円盤10,…は圧締されて左右に振れないから巻取側面は綺麗だし、回転中に跳ねて叩くといった箇所がないので帯板表面に縞状跡を生じたりはしない。
(もっと読む)
61 - 70 / 70
[ Back to top ]