
国際特許分類[B21C47/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 金属の処理法のみに関連した点を特徴とする金属線,金属帯または他の可撓性金属材料の巻取り,コイリングまたは巻戻し (621)
国際特許分類[B21C47/00]の下位に属する分類
巻取りまたはコイリング (135)
巻戻しまたはアンコイリング (41)
巻取り装置へまたは装置から,または巻取り装置内の作業位置へまた作業位置からのコイルの移動;移動中の巻戻りの防止 (78)
同時にまたは次に行われる材料の処理に関する特別の配置 (131)
ドラムまたは他のコイル保持具 (68)
巻取り作業に特に適すようになっているトングまたは把持手段 (9)
特殊なタイプの装置に特に適するものでない供給またはガイド装置 (89)
国際特許分類[B21C47/00]に分類される特許
21 - 30 / 70
圧延材張力制御装置および圧延材張力制御方法

【課題】圧延材のロール巻付け角および圧延材の荷重変動という過渡的状態で検出する場合の問題を解決し、測定精度が向上することによって精度の高い所望の一定張力制御を行う。
【解決手段】圧延材の板長さが変化すると、揺動角度の変化に対応することによって圧延材のたるみの大きさが首振りダンサーによって測定され、たるみ値を制御信号として導入した速度制御用の駆動機の駆動力によって圧延材の板長さが制御され、回転軸を介して一対のダンサーロール回転軸を中心としての揺動運動が制御される。
(もっと読む)
熱間圧延ラインにおける巻取装置、熱間圧延における被圧延材の巻取方法、および、熱延金属帯の製造方法

【課題】高強度極厚材であっても、巻き緩みが生じたりテレスコが生じたりするのを防止できる、熱間圧延ラインにおける巻取装置、熱間圧延における被圧延材の巻取方法、および、熱延金属帯の製造方法を提供する。
【解決手段】一対のピンチロール1a,1bが被圧延材8を曲げる曲げモーメントと同方向の曲げモーメントを作用させるガイドロール5a,5bを、一対のピンチロール1a,1bに付設する。
(もっと読む)
金属帯の幅方向位置制御装置および制御方法
【課題】リールに巻取られる鋼帯の巻きずれを防止する。
【解決手段】幅方向位置制御装置30は、鋼帯2の一方のエッジと他方のエッジとを検出するエッジ位置検出手段31と、その検出値から位置偏差を検出する鋼帯位置偏差検出手段32と、POR12への巻取りを始めようとする状態での鋼帯2の初期位置偏差を記憶する記憶手段33と、POR12を幅方向に移動させるリール移動手段34と、リール移動手段34の動作を制御する制御手段35と、を含む。制御手段35は、POR12へ巻取り中の鋼帯2の位置偏差から、前記初期位置偏差を減算して、初期位置に対する変位量を求める。さらに制御手段35は、鋼帯2の変位量にPOR12の変位量が等しくなるように、リール移動手段34の動作を制御する。
(もっと読む)
コイル整列ガイドローラー機構
【課題】 材料コイルが巻取盤に巻き取られる際に、材料コイル幅と仕切板間の内幅が同一であるため、巻取盤の仕切板に材料コイルが当接しないように進行させて、巻取りを高速化し、かつ、超高品質の製品コイルを得ること。
【解決手段】 少しく間隔を有し、かつ、偏心した一対の垂直回転ローラー1、2をローラー支承基3に設定し、このローラー支承基3を上下動可能な水平アーム11に固定するように構成した。これによって、水平状態の材料コイル13は一対の垂直回転ローラー1、2を通過する際に反転させられて、ほぼ垂直状態で仕切板28間に導入されるので該仕切板28には当接せず、かつ、巻取盤27に着地するときは元の水平状態に戻って巻き取られるので、前記課題を解決した製品コイル29を得た。
(もっと読む)
搬送される可撓性材料ストランドに対する張力変化の補整用および/または引張応力の調整用の装置
本発明は、搬送される可撓性金属材料ストランド(M)、特に金属条片、に対する張力変化の補整用および/または引張応力の調整用の装置であって、材料ストランドを巻き付けることができる少なくとも1つの可動ダンサロール(2)を有する装置に関する。本発明によると、本装置は、垂直方向に対して傾斜可能な経路(4)に沿って少なくとも1つのダンサロール(2)を変位させることができ、この経路の傾斜角(ψ)を調整ユニットによって調整できることを特徴とする。 (もっと読む)
圧延機の制御装置およびその制御方法
【課題】入側・出側テンションリールの速度変動によって発生する圧延機の出側板厚変動を抑制する。
【解決手段】本発明の圧延機の制御装置は、圧延機1入側・出側に被圧延材uの巻出しおよび巻取り用のテンションリール2を備えた圧延機1の制御装置であって、テンションリール2と圧延機1との間の張力を所望の値に維持する制御を行う一方、予め設定した範囲の張力設定値からの偏差に対してはテンションリール速度を一定とすることを優先し、張力偏差を修正しないことで、テンションリール速度の変動を抑制する張力速度制御手段41を備えている。
(もっと読む)
溶接ワイヤ巻替え方法
【課題】入り側と出側の溶接ワイヤの張力を効率的に制御することが可能な溶接ワイヤ巻替え方法を提供することとを目的とする。
【解決手段】ボビン3から繰出した溶接ワイヤ5を、ダンサーローラ装置11の固定側ローラ12と移動側ローラ13とに掛け回した上で、前記ボビン3よりも小径のスプール7に巻取る溶接ワイヤ巻替え方法であって、前記ダンサーローラ装置11における溶接ワイヤ5の入り側近傍と出側近傍とに、走行する溶接ワイヤ5を挟持する入り側ワイヤキャッチャ21と出側ワイヤキャッチャ22をそれぞれ設け、これらワイヤキャッチャ21,22の作動により、前記入り側と出側の溶接ワイヤ5の張力を制御する。
(もっと読む)
プロセスラインの張力制御方法および張力制御装置
【課題】連続した金属板を急速加熱処理するプロセスラインにおいて、安定的に張力制御する技術を提供することを目的とする。
【解決手段】金属板3の通板速度が予め設定した通板速度基準値Vrになるように第1のロール群5の複数の駆動ロール11,12の回転速度を制御する速度制御工程と、プロセスライン1に設置した張力計7で測定した金属板3の張力実績値Fmと、予め設定した張力設定値Frとの偏差に基づき、第2のロール群6の各駆動ロール13,14の回転速度の制御量を算出し、制御量と通板速度基準値Vrとの和である第1のモータ速度指令値を算出して出力する張力制御工程と、急速加熱装置4における加熱のための投入エネルギー実績値Wに基づき伝熱モデル式を用いて加熱による金属板3の板温変化を求めて速度指令補償量ΔSを算出する補償量演算工程とを具備する。
(もっと読む)
変化する帯厚さを有する帯、特に金属帯を巻き取るための装置と方法
巻き取られる帯3上に変形可能な材料を供給するための構造体を備えている、変化する帯厚さを有する帯3、特に金属帯を、コイル2の形に巻き取るための装置1において、構造体が可撓性材料、特に弾性材料または自己膨潤材料または発泡可能な材料を発生しかつコイル2に供給するための手段11、22を備えていることを特徴とする装置1。本発明はさらに、対応する方法に関する。 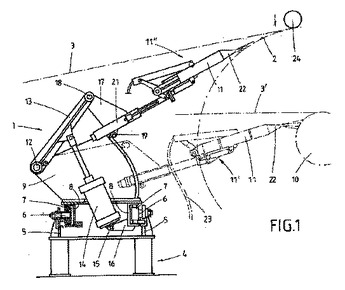 (もっと読む)
(もっと読む)
コイル精整ラインにおける先端通板方法
【課題】防錆油が塗布されたストリップの先端通板をストリップにほとんど疵をつけることなく行うことができ、先端の切り落とし部分の長さを大幅に短縮することができるコイル精整ラインにおける先端通板方法を提供する。
【解決手段】防錆油が塗布されたストリップの先端部をペイオフリールから送り出し、ウレタンゴム基体13中に硬質弾性体粒子14を分散させた材質からなり、表面が平坦であって両端部にテーパ部を形成した高摩擦型のピンチロールにより順次挟んで送り出すことにより、ペイオフリールとストリップの先端部との間に張力を作用させながら先端通板する。先端の切り落とし部分の長さを1/10程度にすることができる。
(もっと読む)
21 - 30 / 70
[ Back to top ]