
国際特許分類[B21D43/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 金属板,金属管または金属プロフィルを加工または処理するための装置内に組み込まれあるいはその中に配置され,あるいは関連して使用するために特に適応された給送,位置決め,または貯蔵装置;切断装置との組合せ (728)
国際特許分類[B21D43/00]の下位に属する分類
ダイスまたは工具のストロークと関連した被加工物の送り (393)
貯蔵装置;積み重ねまたは積み重ねないもの (71)
止め具 (6)
これらの装置と切断装置との組合わせ (19)
国際特許分類[B21D43/00]に分類される特許
71 - 80 / 239
エンボス加工方法及び装置
【課題】王冠にエンボス加工を施す方法を提供する。
【解決手段】王冠の底部に予め印刷された図柄を検出する工程と、図柄を予め設定された位置に位置決めするように、王冠の角度位置を変化させる工程と、盛り上がった/凹所をなしたピクトグラムを王冠の底部に接触圧成形する工程とを含む。予め印刷された図柄及びエンボス加工されたピクトグラムは、所望の相対的位置を有する。  (もっと読む)
(もっと読む)
板材加工機

【課題】テーブル上においてワークをX,Y軸方向へ移動位置決めするに際し、ワークの下面に擦り傷が生じることを防止できる板材加工機を提供する。
【解決手段】板材加工位置3に対して接近離反するY軸方向である前後方向へ移動自在に備えたキャリッジベース5に、ワーククランプ7を備えたキャリッジ9をX軸方向である左右方向へ移動自在に備えた板材加工機であって、前記Y軸方向へ移動自在なエンドレス部材11を前記キャリッジベース5と一体的に移動可能に備え、前記エンドレス部材11に、厚板に対応してワークを支持する厚板対応支持領域31と薄板に対応してワークを支持する薄板対応支持領域33とを備え、前記板材加工位置3において加工するワークの板厚に対応して前記厚板対応支持領域31と薄板対応支持領域33とを上下に切替え自在に備え、前記キャリッジベース5と連結離脱自在な連結部を前記エンドレス部材11の複数箇所に備えている。
(もっと読む)
板材搬送システム

【課題】 2台のローダの交互運転等による効率的な搬出を可能としながら、片方のローダの持つ突出した作業具がワークホルダに干渉なく搬出が行えるようにする。
【解決手段】 板材搬送装置2は、独立して走行可能な前後のローダ13,14を有し、前側のローダ13は前方へ突出した作業具58,59を有する。搬送制御装置70は、板材加工機1から板材Wを搬出する基本搬送パターンとして、2台のローダ13,14を交互に用いる。板材Wのうち、ワークホルダ57の近傍でかつ設定寸法以下のものは、基本搬送パターンを解除し、作業具58,59を有しない後ろ側のローダ14で搬送するように制御する。
(もっと読む)
ローラ式ヘミング加工装置
【課題】ヘミング装置1において、クランプに替わる固定手段により被ヘミング材2を下型4に固定することができるようにして、クランプ固定に伴う各種の短所を解消する。
【解決手段】ヘミング装置1によれば、下型4の載置面12には被ヘミング材2の周縁3に沿うように複数の開口部15が設けられている。そして、開口部15には、被ヘミング材2を下方に向けて吸引する吸引具16が配されている。これにより、従来のクランプに替わり、吸引具16により被ヘミング材2を下型4に固定することができる。このため、固定手段としての吸引具16が存在する周縁部位をローラが通過する際に、吸引具16による固定を解除する必要がなくなるので、従来のクランプ固定に伴う各種の短所を解消することができる。
(もっと読む)
多関節アームおよび搬送装置
【課題】並進する多関節アームを提供する。
【解決手段】多関節アーム100は、ベース10と第1のリンク110で連結した第1のアーム101と、第1のアーム101と中間リンク130で連結した第2のアーム102と、第2のアーム102と第2のリンク120で連結したエンドエフェクタ200とを含む。第1のリンク110は、第1のアーム101に対して同期して動く第1の駆動歯車111と、ベース10に対して同期して動く第1の伝達歯車112とを含む。中間リンク130は、第2のアーム102に対して同期して動き、第1の伝達歯車112とタイミングベルト139により接続された中間の駆動歯車131と、第1のアーム101に対して同期して動く中間の伝達歯車132とを含む。第2のリンク120は、エンドエフェクタ200に対して同期して動き、中間の伝達歯車132とタイミングベルト129により接続された第2の駆動歯車121を含む。
(もっと読む)
カセットアンコイラ
【課題】材料段取りでの設備停止を抑え、稼動率向上を計ったカセットアンコイラを提供する。
【解決手段】プレス部品(2)を連結したフープ材(1)が巻かれたフープ材収納リール(10)を、交換可能に収納するカセットアンコイラであって、前記フープ材(1)が、前記カセットアンコイラから繰り出されるカセット出口(13)付近には、前記フープ材(1)から前記プレス部品(2)を切り離すための分断型(40)が、第1の外部駆動力によって駆動できるように設置されたことを特徴とする。
(もっと読む)
投入検知ゲージ
【課題】本発明は、投入検知ゲージに関し、従来の投入検知ゲージにおける検知レバーのいストロークが、ワークの絞り加工においてその自重により撓んだワーク端部の軌跡に追従できないことが課題であって、それを解決することである。
【解決手段】搬入されたワークの金型への投入を検知するもので前記金型の周縁部に固定して設けられるものであって、金型に固定して取り付けられるベースと、該ベースに起立されて固定された支持部材に設けられる平行リンクで揺動自在に支持され前記ワークの投入によって揺動される検知ゲージと、前記ベースに固定して立設され前記ワークの投入の際に当該ワーク端部のガイド作用をするゲージとからなる投入検知ゲージにおいて、前記検知ゲージの平行リンクによる水平方向の移動範囲をワークの最下端部の位置でも当接出来るように設定すると共に、前記ゲージのワーク側に向くガイド面は、前記ワークの自重によるワーク端部の撓みの軌跡に沿って形成されたなじみ面にした投入検知ゲージ1とする。
(もっと読む)
プレス成形装置、ワークのセット異常検出装置及び成形型
【課題】成形面へのワークの微小なセット異常を検出することを可能とする。
【解決手段】プレス成形装置10は、一対の成形型(20,32)の少なくとも一方を駆動して、成形型へのワークのセット又は取出しが可能な状態と成形型によるワークの成形が可能な状態とに切り替えられる。一方の成形型32には、その成形面24に一端が開口する一方で他端が外部の流体供給源44に接続される流体流路30が形成されている。流体流路30内の流体圧力が所定の圧力を超えているか否かを検出する検出手段46を備えている。
(もっと読む)
ロケートクランプ装置及びワークパネルのクランプ方法
【課題】クランプ前にワークパネルを姿勢変化させることなく仮保持位置を保持させることのできるロケートクランプ装置を提供する。
【解決手段】本発明のロケートクランプ装置では、クランプアーム6を移動させるクランプアーム駆動手段を、2つの駆動シリンダ16、17を連結して構成し、その内の一方の駆動シリンダ16の第1ピストン18でアンクランプ位置とクランプ位置とに前記クランプアーム6を移動させ、他方の駆動シリンダ17の第2ピストン22を第1ピストン18に接触させて前記クランプアーム6の仮保持位置を位置決め保持させる。
(もっと読む)
金属薄板加工機械のための工具収容部を備える金属薄板供給兼金属薄板排出ユニット
本発明は、第1の工具収容部(10,39)を備える金属薄板供給兼金属薄板排出ユニット(1)に関する。これにより、工具(11)を第1の工具マガジン(13)から、金属薄板加工機械(21,33)に組み込まれた第2の工具収容部(15)又は金属薄板加工機械(21,33)の工具収容部(24,25,34,35)に受け渡すことができ、これにより、自動的に金属薄板加工機械(21,33)に交換可能な工具(11)の数を低コストかつ省スペースに増加させることができる。 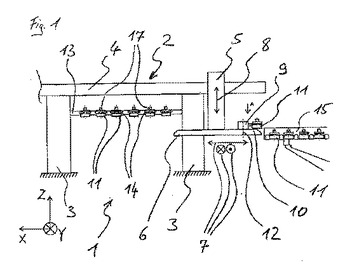 (もっと読む)
(もっと読む)
71 - 80 / 239
[ Back to top ]