
国際特許分類[B21J3/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造;ハンマーリング;プレス;リベット締め;鍛造炉 (2,634) | 鍛造またはプレス中の潤滑 (92)
国際特許分類[B21J3/00]に分類される特許
11 - 20 / 92
冷間鍛造用鋼板およびその製造方法
【課題】簡便な処理工程で、かつ、地球環境保全の観点からも好適であるとともに、優れた潤滑性、焼き付き・カジリ防止性能を有する冷間鍛造用鋼板およびその製造方法を提供する。
【解決手段】鋼板の少なくとも片面に、シラノール結合に起因する成分、耐熱樹脂、無機酸塩、潤滑剤の各成分が膜厚方向に濃度勾配を有することで、鋼板との界面側から順に、密着層とベース層と潤滑剤層の3層に識別可能な傾斜型の3層構造を有する表面処理皮膜を設け、各層の厚みを規定した。
(もっと読む)
温間鍛造用ステンレス鋼線材およびその塑性加工方法

【課題】通電加熱性と温間潤滑性に優れるステンレス鋼線材および塑性加工方法を提供し、安定して高生産性の温間鍛造を実施することで冷間鍛造部品,非磁性部品,高強度部品,切削加工部品等のステンレス鋼部品の製造コストを大幅に下げる。
【解決手段】 グラファイトを含有する潤滑被膜を表面に有し、前記潤滑皮膜の300℃における摩擦係数が0.3以下であり、且つ体積抵抗率が1×10-4Ω・m以下であることを特徴とする温間鍛造用ステンレス鋼線材および塑性加工方法。
M=551−462(C+N)−9.2Si−8.1Mn
−29(Ni+Cu)−13.7Cr−18.5Mo・・・・・・・(a)
ここに、C,N,Mn,Ni,Cu,Cr,Moは各成分の質量%を示す。
(もっと読む)
ノズルの液垂れ防止機構
【課題】ノズルの液垂れを確実に防止することが可能なノズルの液垂れ防止機構を提供する。
【解決手段】内管路12を回転駆動機構16(管路駆動手段)の駆動により外管路13に対して軸線回りに回転(相対移動)させて、内管路12の各孔部4を対応する各潤滑液通路15に開口させることにより、各潤滑液通路15が内管路12に連通され、潤滑液が、各ノズルチップ14から噴射される。他方、内管路12を回転駆動機構16の駆動により外管路13に対して逆方向へ回転(相対移動)させて、各潤滑液通路15と内管路12との間の連通を遮断させることにより、各ノズルチップ14からの潤滑液の噴射が停止される。したがって、潤滑液の噴射が停止している間、各ノズルチップ14に連通している潤滑油経路は各潤滑液通路15だけであり、各潤滑液通路15に残留している潤滑液が微量であため、各潤滑液通路15に残留している潤滑液が、各ノズルチップ14から垂れることを確実に防止することができる。
(もっと読む)
鍛造装置
【課題】ワークの飛び跳ねを防止して、生産性の向上を図り得るようにした鍛造装置を提供する。
【解決手段】鍛造装置は、成形凹部11を有するダイ10と、成形凹部11内に配置されたワーク押圧するパンチとを備える。鍛造装置は、成形凹部11に鍛造工程中の温度で水分が蒸発する水溶性潤滑剤を塗布した後、成形凹部11内に配置されたワーク温間鍛造または熱間鍛造により成形する。成形凹部11に、水溶性潤滑剤の水分の水蒸気化によって発生するワーク飛び跳ねを規制するようにアンダカット凹部15を設ける。
(もっと読む)
ワーク加熱装置及び潤滑剤塗布システム
【課題】ワークを迅速に加熱することが可能なワーク加熱装置及び潤滑剤塗布システムを提供する。
【解決手段】本発明のワーク加熱装置10は、隙間を空けて横並びに配置された1対のベルトコンベア21,21を有し、隙間を跨いだ状態で1対のベルトコンベア21,21上にワーク90を載置して搬送する。そして、ベルトコンベア21,21による搬送経路の途中の温水噴出部30においては、ワーク90に対して上下両方向から温水をかけて加熱し、エアー吹付部35においては、ワーク90に対して上下両方向からエアーを吹き付けて乾燥させる。
(もっと読む)
鍛造プレス運転設備
【課題】鍛造プレス周りの占有面積を小さくすることのできるダイホルダ交換装置および移動ノズル装置を備えた鍛造プレス運転設備を提供する。
【解決手段】ダイホルダ交換装置1は、鍛造プレスPの後面側に敷設され鍛造プレスPとの接続位置Iに達するダイホルダ交換レール10と、ダイホルダ交換レール10の上に配設されたダイホルダ交換台車20とを備え、移動ノズル装置2は、鍛造プレスPの後面側に敷設され鍛造プレスPとの接続位置Iに達する移動ノズルレール50と、移動ノズルレールの上に配設された移動ノズル台車60とを備える。ダイホルダ交換装置1と移動ノズル装置2を鍛造プレスPの後面側に配置するので、鍛造プレスPの前面側のスペースを占有することがなく、鍛造プレスP周りの占有面積を小さくすることができる。
(もっと読む)
鍛造プレスの金型潤滑装置および鍛造プレス
【課題】一部の上下の金型の間に潤滑剤を噴射するノズルと干渉するワークが存在しても、他の組の金型に潤滑剤を噴射することができる固定ベース式の金型潤滑装置と鍛造プレスを提供することである。
【解決手段】各ノズル4a、4b、4cのノズルヘッダ5を取り付けた各ロッド部材6を、個別のサーボモータ9で回転駆動されるボールねじのねじ軸8に螺合したナット部材10にねじ軸8と平行に取り付け、3組の各金型51a、51b、51cにそれぞれ潤滑剤を噴射する各ノズル4a、4b、4cを、個別に進退させるようにした。
(もっと読む)
塑性加工用水性潤滑剤
【課題】作業環境や作業効率を悪化させにくい水性潤滑剤でありながら、温間あるいは熱間の温度領域における金属の塑性加工に用いられた場合であっても十分な潤滑性が得られ、なおかつ工具類や金型への堆積の問題が生じにくい塑性加工用水性潤滑剤を提供する。
【解決手段】(A)下記一般式(1)又は(2)で表される脂環式カルボン酸の水溶性塩、及び(B)共重合成分としてα−オレフィンとカルボキシル基を有するエチレン性単量体とを含有する共重合体の水溶性塩を含む塑性加工用水性潤滑剤。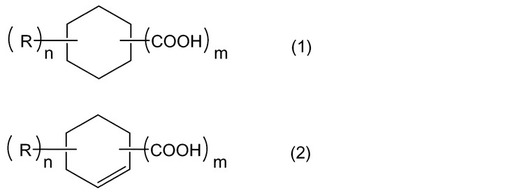 (もっと読む)
(もっと読む)
鍛造製品の製造方法、鍛造装置および鍛造用素材
【課題】鍛造中の素材の塑性流動状態を改善し、パイピングの発生を抑えて外観の良好な型鍛造品を安定的に提供する。
【解決手段】凹部を含む上面とその反対側の面に厚肉部を有するアルミニウム合金鍛造製品を製造する方法において、厚肉部の外郭を成形する金型と凹部を含む上面を成形する金型とを組み合わせた金型を用いて、凹部を含む上面となる面の黒鉛系水溶性潤滑剤の黒鉛固形成分の塗布量が凹部を含む面の反対側の塗布量より少ないる鍛造用素材を塑性流動させて厚肉部を形成させることからなるするアルミニウム合金鍛造製品の製造方法である。
(もっと読む)
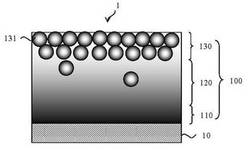
温間鍛造潤滑膜形成方法
【課題】温間鍛造において優れた潤滑性を示すことができる温間鍛造処理方法を提供すること。
【解決手段】化成皮膜形成工程と潤滑剤皮膜形成工程とを行うことにより、被鍛造材1の表面に、リン酸亜鉛又は高融点金属とリン酸亜鉛とを含有するリン酸塩化成皮膜11と非電解質成分を含有する潤滑剤皮膜12、13とから構成される温間鍛造潤滑膜15を形成する方法である。化成皮膜形成工程においては、被鍛造材1の表面に、電解処理によりリン酸塩化成皮膜11を形成する。潤滑膜形成工程においては、リン酸塩化成皮膜11を形成した被鍛造材1を、潤滑剤を溶媒中に溶解又は分散してなる潤滑剤槽中に浸漬し、潤滑剤皮膜12、13を形成する。リン酸塩化成皮膜11と無機潤滑膜12及び/又は有機潤滑膜13とからなる温間鍛造潤滑膜15を50g/m2を越える量で形成する。
(もっと読む)
11 - 20 / 92
[ Back to top ]