
国際特許分類[B22D17/20]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 加圧または噴射ダイキャスト,すなわち,高圧により鋳型に金属を注入する鋳造 (2,753) | 付属具;細部 (2,152)
国際特許分類[B22D17/20]の下位に属する分類
ダイス;ダイプレート;ダイ保持具;ダイスの冷却装置;ダイスから鋳物を解放し取出すための補助具 (826)
ダイスを締付けたり開いたりするメカニズムまたは装置 (269)
溶解ポット (31)
溶融金属を供給するための補助具,例.定量的に (165)
制御装置 (378)
国際特許分類[B22D17/20]に分類される特許
471 - 480 / 483
射出成形シューティングポットのウェッジ機構の装置及び方法
射出成形シューティングポットショットサイズ制御装置は、同じゲートで終わる少なくとも2つの溶融物チャネルを有する共射出ノズルを備えた共射出ホットランナに設置されるように構成され、弁入口及び弁出口を備える。調整可能な溶融物制御機構が、好ましくは油圧作動式ウェッジの形で、(i)ホットランナアセンブリに隣接してキャビティプレートに配置され、金型が開いてる間にショットサイズ位置をセットできるようにし、(ii)ウェッジがシューティングポットピストンから引き戻されるときに、充填されたシューティングポットシリンダが溶融物を減圧できるように構成される。  (もっと読む)
(もっと読む)
低速射出金型鋳造用の水性離型剤
【課題】 離型剤使用時の作業環境が良好であることは勿論、金型溶湯に対する保温性に優れており、更に離型剤が金型キャビティ面に薄く均一に広がって付着するいわゆる付着性が十分に高く、しかも離型剤が金型キャビティ面に厚く堆積して付着するいわゆる堆積性が十分に低いという優れた性能を有する低速射出金型鋳造用の水性離型剤を提供すること。
【解決手段】 (A)セピオライト、パリゴルスカイト、スメクタルト、ベントナイト及びアタパルジャイトからなる群より選ばれる少なくとも1種のチクソトロピー性を有する粘土鉱物、(B)ポリエチレン系、ポリプロピレン系、パラフィン系、ポリスチレン系、アクリル系、酢酸ビニル系、エチレン系、ブタジエン系からなる群より選ばれる少なくとも1種の高分子量有機化合物、(C)イオン的反発効果を有する分散剤、及び(D)水を含有することを特徴とする低速射出金型鋳造用の水性離型剤。
(もっと読む)
成形機
【課題】 成形機におけるボールを用いた直動ガイド機構やボールネジ機構の耐久性、クリーン性を高め、低騒音化を図り、また、成形機におけるボールネジ機構の可及的な高速回転化を可能とすること。
【解決手段】 直線移動する直線移動部材の直線移動をガイドするボールを用いた直動ガイド機構、および/または、サーボモータの回転を直線運動に変換して直線移動部材を直線移動させるボールネジ機構を備えた成形機において、直動ガイド機構またはボールネジ機構に、ボールの間にリテーナを挟み込んだボールリテーナメカニズムを用いる。
(もっと読む)
射出成形機のための逆止バルブのリップシール
射出成形機のための逆止バルブである。逆止バルブは、ステム部分と、溶融チャネルが開いた位置と溶融チャネルが閉じた位置との間において、前記ステム部分に沿って可動なリング部分とを有する。溝部は、リング部分における前面に形成される。溝部は、動作時には、溶融物を受けて、半径方向にリングの外周部分を押圧して、リング部分と射出成形機の壁面との間にシールを提供する。  (もっと読む)
(もっと読む)
螺旋コイルシールを備えた逆止バルブ
金属射出成形機の逆止バルブのためのシールである。シールには、逆止バルブの外面に設けた周辺溝部と、溝部内に配置した螺旋巻きコアとの組み合わせが設けられる。螺旋巻きコイルは、射出成形機における円筒壁に対してシール係合すべく拡張可能になっている。螺旋巻きコイルは、溶融物チャネルが開いた位置と溶融物チャネルが閉じた位置との間において、横方向に可動になっている。  (もっと読む)
(もっと読む)
テクノロジー工程において温度調整を最適化する方法
テクノロジー工程において温度調整を最適化するための方法は、以下のフェーズ、すなわち、ダイの温度の検出と、データを事前定義値と比較することができるコンピュータ装置(9)へのデータの送信とを含む。実行中のテクノロジー工程に対する一時的な正のフィードバックは、ウォームアップ・フェーズを短縮するため、ダイ(8)から僅かな熱を取り除くことができる特殊な離型剤液体(12)を使用する。  (もっと読む)
(もっと読む)
成形システムで用いる逆止弁
本発明は、成形システムの成形材料流路に沿った任意の場所で用いられるように構成され得る逆止弁に関する。本発明の逆止弁は、射出中の溶融物の逆流を制限する改良型の手段を含む。特に、射出中に、相補的な弁部材間に構成される密接に重なった互いに平行な相補的な雄スピガット部と雌スピガット部との間に、スピガットシールを構成可能である。スピガットシールは、射出中にスピガット部間の過渡的運動が万一あった場合でも、効果的な逆流制限を維持することが有利である。好ましくは、本発明の逆止弁は、相補的な弁構成部品を互いに位置合わせ及び/又は案内する手段を含むようにも構成されることで、相補的なスピガット部間の適切な位置合わせを確保し、フェイスシールがある場合にはその機能及び寿命を改善する役割も果たすことができる。本発明の逆止弁は、合金の射出成形用の射出ユニットのバレル組立体で用いられるように構成される場合に、特に有利な実用性を与える。
 (もっと読む)
(もっと読む)
金属物品の鋳造
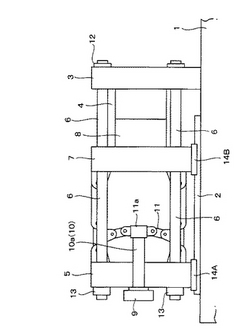
本発明は、金属の溶融装入物を形成し、ただ1つの物品を形成するのに十分な溶融装入物を充填するようにモールドに前記装入物を装入し、前記モールド内で前記装入物を凝固することにより、物品を鋳造するためのプロセス及び装置(50)を提供する。前記装入物の大きさは、前記モールドの容量に適合するよう選択され、前記モールドの装入が、前記装入物全体を実質的に消費する。前記装置(50)は、金属の溶融装入物が保持される容器(12)と前記装入物が移動されるモールド(54)とを有する。前記容器とモールドとは、前記モールドにただ1つの物品を形成するのに十分な金属の充填が、前記装入物全体を実質的に消費し前記容器を空にする容量に適合している。
 (もっと読む)
(もっと読む)
射出成形機及び射出成形方法
射出特性が低下するのを防止することができ、成形品の品質を向上させることができる射出成形機及び射出成形方法を提供することを目的とする。シリンダ部材と、該シリンダ部材内において進退自在に配設された射出部材と、前記シリンダ部材の外周に配設された複数のヒータと、前記シリンダ部材の軸方向における複数の箇所に配設され、シリンダ部材の温度を検出する温度検出部と、前記シリンダ部材の各位置における最適な温度範囲を表す目標温度分布範囲が記録された記録装置(31)と、前記温度検出部によって検出された温度が目標温度分布範囲に収まるように前記各ヒータの設定温度を調整する制御部とを有する。この場合、検出された温度が目標温度分布範囲に収まるように各ヒータの設定温度が調整されるので、シリンダ部材内の成形材料を最適な状態にすることができる。 (もっと読む)
射出成形ノズル
【課題】
射出成形技術で使用するノズル10が、ノズル本体20内に加工すべき射出成形体用の少なくとも1つの流路30を有する。この流路30は、その下端部でノズル40及びインサート50を通じて少なくとも1つの寄せ型12,13によって形成された射出成形機の鋳型に流れ連結されている。好ましくは粉末金属状の耐磨耗性の材料から製造されたインサート50が、流路30の下端部で限定的に長手方向に摺動するようにノズル40内に配置されている。さらにインサート50は、ダイカスト開口部18を形成する。射出成形ノズル10の場合、開位置と閉位置との間で移動するニードル弁60が、溶融樹脂路30及びインサート50を通過する。このインサート50は、心出し本体を形成する。流入テーパ54は、ニードル60の実際の弁部65を中心合わせする。高い熱伝導性の材料から成るノズル40が、下からノズル本体20内にねじ込まれ得る。ノズル40は、インサート50の上部53を包囲する。又はノズル40及びインサート50を一体的に形成し、これらを一緒に長手方向に摺動するようにノズル本体20内に挿入する。ノズル40及び/又はインサート50がしっかり保持されるように、インサート又は心出し本体50が、支持フランジ52を有する。  (もっと読む)
(もっと読む)
471 - 480 / 483
[ Back to top ]