
国際特許分類[B23B51/08]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | ボール盤用工具 (1,657) | 付加的加工を行なうための工具部分または工具と結合したドリル (64)
国際特許分類[B23B51/08]に分類される特許
31 - 40 / 64
切削工具、及び該切削工具を用いた部材の粗面形成方法

【課題】この発明は、部材の締付け時において、ボルト、ナット、及び座金等の共回りを防止すべく、ボルト孔周囲の表面に粗面を形成するための切削工具、及び該切削工具を用いた部材の粗面形成方法に関する。
【解決手段】本発明に係る切削工具1は、回転式切削機2の回転部3にその一端側が着脱自在に取付けられる円柱状の軸部4と、該軸部4の他端側に連続して形成され、その先端側面に削り溝5が形成された削り面6を具備する削り部7と、該削り部7の削り面6の中心部に連続して形成され、部材8に形成されたボルト孔9に挿脱自在な円柱状のガイド部10と、を具備している。
(もっと読む)
コンビネーションホルダ

【課題】ドリルの切刃及び付加加工チップの刃先の両方へ、効果的に適量のクーラントを供給することができるコンビネーションホルダを提供すること。
【解決手段】工作機の主軸に取り付けるコンビネーションホルダ1は、穴明け加工を行うためのドリル5と、加工穴81の開口側部分に面取り等の付加加工を行うための付加加工チップ6とを備えている。ホルダ本体部2と、チップ装着部3の環状側壁部31及び上記底部32とによって囲まれた部位には、クーラント溜り部35が形成してある。ドリル5内には、クーラント供給路21におけるクーラントCを、ドリル5の後端部53から先端の切刃51まで導くためのクーラント穴52が形成してある。チップ装着部3における底部32には、クーラント溜り部35におけるクーラントCを、付加加工チップ6の刃先61まで流下させるためのクーラント流路321が形成してある。
(もっと読む)
穿孔用回転切削工具
【課題】1本のツールで、下穴加である粗加工が可能で、かつ、ワークに形成される孔の真円度も更に良好にする。
【解決手段】穿孔用回転切削工具は、(1)ボディは、ねじれ角度が5〜30度のフルート部を有し、(2)マージン部に0.2mmの範囲で沿う様に多結晶ダイヤモンドチップ4を斜刃として配置し、(3)多結晶ダイヤモンドチップの、ツール進行方向の前側に先行刃部6が、後側には仕上げ刃部7が一体的に形成され、(4)刃食い付き部9,11の心高Hは0±0.2mmであり、以上の全ての条件を満たした穿孔用回転切削工具は、一本の工具でありながら、断続加工では無く、連続加工となることから粗加工をする能力があり、また、切粉を分断させながら切粉の排出抵抗を下げて、切粉の排出効率を向上させることができるので、切削時に切粉の影響を可能な限り排除することとなり、ワークに形成される孔の真円度を更に良好にする。
(もっと読む)
あと施工アンカーのための下孔加工用ドリルビット
【課題】あと施工アンカーの施工に先立って、テーパ孔部の孔底側に下孔一般部よりも小径のストレート孔部が連続形成されたアンダーカットタイプの下孔を穿孔できるドリルビットを提供する。
【解決手段】カッタボディ182の先端に、ストレート孔部22を穿孔するためのカッタブレード183と、下孔一般部20を穿孔するためのカッタブレード184を備えている。カッタブレード183が先行してストレート孔部22を穿孔し、そのストレート孔部22を拡径するように非拡径状態にあるカッタブレード184が下孔一般部20を穿孔する。下孔深さが所定の深さとなった段階でカッタブレード184の揺動突出をもってそのカッタブレード184を拡径させ、ストレート孔部22に近接する部分をテーパ孔部21に加工する。
(もっと読む)
ドリル
【課題】切屑の排出を促進するとともに、切屑と開口端加工刃との接触を防止して切削加工を良好に行うことが可能なドリルを提供する。
【解決手段】ドリル本体には、ドリル本体先端側から後端側に向かうにしたがいドリル回転方向T後方側に向けてねじれる第1切屑排出溝20と、この第1切屑排出溝20の後端側に連なり、第1切屑排出溝20のドリル回転方向T前方側を向く壁面20Aからドリル回転方向T後方側に凹むとともに軸線Oに平行に延びる第2切屑排出溝30とが形成され、ドリル刃22は第1切屑排出溝20の先端に配設され、開口端加工刃32は、第2切屑排出溝30の先端に配設されるとともに、第1切屑排出溝20のドリル回転方向T前方側を向く壁面20Aよりも一段ドリル回転方向T後方側に後退した位置に配置されていることを特徴とする。
(もっと読む)
穴加工作業または座ぐり作業用の切削インサート
上面(2)と底面(3)との間に2つの長手方向側面(4)および2つの狭い側面(5)を含む、特に座ぐり作業および/または皿座ぐり作業用の切削インサート(1)であって、一方の長手方向側面(4)と一方の狭い側面(5)との間に切れ刃(6)が、底面(3)に対して斜めに延び、かつ少なくともほぼ切削体の厚み全体(d)に延びるように形成される。上面(2)と底面(3)との間に延びるすくい面(7)が、切れ刃(6)に対面する長手方向側面(4)に設けられる。 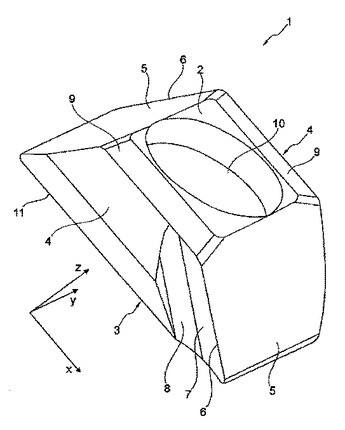 (もっと読む)
(もっと読む)
座ぐりカッタおよび座ぐりカッタ付き孔開け工具
【課題】簡素かつ軽量な構成で回転中の異物の入り込みを防ぎながら、貫通孔の周囲に座ぐりを精度よく形成することのできる座ぐりカッタを提供する。
【解決手段】孔開け工具60の周囲に設けられて、この孔開け工具60により壁板等1に穿設される貫通孔3の周囲にこの貫通孔3の外径よりも大径の座ぐり2を形成する座ぐりカッタ20であって、孔開け工具60の外周面上に固定される複数の工具支持部22と、これらの工具支持部22に固定される座ぐり用刃物24と、工具支持部22同士の間に介在して工具支持部22同士の間に異物が入り込むのを抑止する異物排除部26とを設け、少なくとも一部の工具支持部22にこの工具支持部22を孔開け工具60の外周面上に固定するための固定用ネジ30が挿入可能な固定用貫通孔28を設けるとともに、前記異物排除部26の厚さ寸法を前記工具支持部よりも小さくする。
(もっと読む)
孔付き繊維強化複合体の製造方法、及びその複合体からなる航空機構造用部材
【課題】 高い寸法精度及び真円度及び低い表面粗度の接合用孔を有する繊維強化複合体を低コストで製造する方法を提供する。
【解決手段】 強化繊維にマトリックス樹脂を含浸したプリプレグからなる硬化プリプレグ成形体1’にドリル加工して接合用孔15を有する繊維強化複合体1を製造する方法であって、前記ドリル加工に、2つ以上の錐状の先端切刃81と、前記先端切刃81から連続的にシャンク82まで延在する2つ以上の外周切刃83と、前記先端切刃81からシャンク82まで延在する切屑排出溝84とを有するバニシングドリル8を用いる方法。
(もっと読む)
切削工具
【課題】切削工具の軸線とこの切削工具に装着される穴加工工具の中心軸とを精度良く一致させることができ、穴加工工具の振れを防止できる切削工具を提供する。
【解決手段】軸線O回りに回転される工具本体20を有し、工具本体20の先端に、軸線Oに沿って延びる穴加工工具11が装着されるとともに工具本体20の先端外周部に切刃37が配置され、穴加工工具11によって被切削材に予め設けられた下穴の内壁面を切削加工して加工穴を形成するとともに切刃37によって加工穴の開口部を切削加工する切削工具10であって、工具本体20には、穴加工工具11を挿入するための装着孔26が穿設されており、装着孔26の軸線O方向後端側には、穴加工工具11を保持するコレットチャック28が設けられ、工具本体20の先端には、穴加工工具11の振れ出しを調整する調整手段34が配置されていることを特徴とする。
(もっと読む)
プリント基板用ドリルビット
【課題】積層された複数枚のプリント基板に一回のドリリング工程で孔を加工するとともに、被削孔の内面粗度を向上させることができる仕上げ加工を実施するためのプリント基板用ドリルビットを提供する。
【解決手段】積層されたプリント基板に孔を加工するドリルビットであって、外周面にドリルの刃が形成され、被削材に接触して孔を形成するフルート部(20)と、前記フルート部(20)の後端に延設され、加工された孔の内面を仕上げする一つ以上のリーマーの刃(31)を備えるリーマー部(30)と、前記リーマー部(30)の後端に延設され、工作機械に装着されるシャンク部(10)とを含んでなる。
(もっと読む)
31 - 40 / 64
[ Back to top ]