
国際特許分類[B23H9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工具としての電極を使用し,工作物に高密度の電流を作用させることにより行う金属加工;このような加工と他の形式の金属加工とを複合させたもの (1,278) | 特定の金属対象物を取扱うかまたは金属対象物に特別の効果または結果を達成するために特に適用される加工 (241)
国際特許分類[B23H9/00]の下位に属する分類
トリミングまたはバリの除去 (6)
ロールの表面処理 (1)
マーク付けまたは刻印
尖鋭化 (3)
タービンブレードまたはノズルの加工 (48)
相補形状部品,例.パンチおよびダイス,の成形 (4)
孔あけ (74)
外部円錐面またはスパイクの製造
国際特許分類[B23H9/00]に分類される特許
11 - 20 / 105
マルチワイヤ放電加工装置及びそれを用いた炭化ケイ素板の製造方法
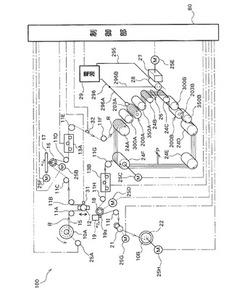
【課題】マルチワイヤ放電加工装置において加工速度の低下を抑制するとともに長時間の加工を安定して行う。
【解決手段】間隔をおいて配設された複数のガイドローラ24A〜24Fを含むガイドローラ組と、各ガイドローラ24A〜24Fの長手方向に間隔をあけてガイドローラ組に複数回巻き掛けられて複数条となり、ガイドローラ組のうちの一対の隣り合うガイドローラ24B,24C間で互いに離間した複数の切断ワイヤ部分26を構成するワイヤ15と、ワイヤ15の各条に接して共通の放電加工電力を給電する回転電極200A,200Bと、を備え、ワイヤ15を矢印Rの方向に送りながら各切断ワイヤ部分26とインゴット28との間で放電を行ってインゴット28を切断加工するマルチワイヤ放電加工装置100であって、回転電極200A,200Bはワイヤ15の送り方向と同じ方向に向かって回転する。
(もっと読む)
ハニカム構造体成形口金用電極

【課題】放電加工によって狭い(細い)スリットを備えた口金を得ることが出来、その放電加工中において口金に破損や変形が生じ難い、電極を提供すること。
【解決手段】放電性材料からなり2つの主面を有する厚板状の電極基体122を備え、その電極基体122の2つの主面のうちの一の面127のみに、電極隔壁141によって区画された複数の電極セル142が設けられており、その一の面127において電極セル142の形状が、ハニカム構造体の流通セルの形状と、相似であるハニカム電極(ハニカム構造体成形口金用電極)120の提供による。
(もっと読む)
回転工具の加工方法およびワイヤ放電加工機
【課題】回転工具の最外径の寸法を精度よく設計値に合わせる。
【解決手段】工具素材に刃部14が設けられた回転工具10を、水平方向に延在する回転軸線L0を中心として回転割出装置20に割出可能に取り付け、刃部14の上面の加工点Pに沿ってワイヤ電極9を移動させ、ワイヤ電極9からの放電エネルギーによって刃部14を加工する。このワイヤ放電加工機を用いた回転工具の加工方法は、回転割出装置20に取り付けられた回転工具10の刃部14の上面位置を測定する測定工程と、測定工程における測定結果に基づき、刃部14の上面の加工点Pが回転軸線L0と同一高さとなるような目標割出位置を導出する割出位置導出工程と、割出位置導出工程で導出された目標割出位置に回転工具10を割り出すとともに、回転工具10の刃部14の上面の加工点Pに沿ってワイヤ電極9を移動させ、刃部14を加工する加工工程とを含む。
(もっと読む)
マルチワイヤ放電加工装置及びマルチワイヤ放電加工方法並びに炭化ケイ素板の製造方法
【課題】マルチワイヤ放電加工装置において、切断ワイヤ部分の共振を抑制し、効率よく炭化ケイ素の薄板を切り出す。
【解決手段】放電加工中に放電発生が停止した際に、高周波パルス電力の通電再開からの放電が検知されていた時間と放電が検知されない時間の合計時間である積算時間STが切断ワイヤ部分の振動の周期を固有周期tsより第一の離調時間Δts1だけ短くなった際に通電を停止し、その後一時停止時間Δtpだけ通電停止を継続し、高周波パルス電力の通電再開からの経過時間が切断ワイヤ部分の振動の周期を固有周期tsより第二の離調時間Δts2だけ長くなった際に高周波パルス電力の通電を再開する。
(もっと読む)
ワイヤ放電加工装置
【課題】ワイヤ電極と被加工物との間に形成される複数の電極間隙の各極間電圧情報を他の影響を排除して正確に検出し、それに基づき複数の電極間隙での加工状態に応じた制御が行えるワイヤ放電加工装置を得ること。
【解決手段】1本のワイヤ電極5を被加工物2の所定範囲内において複数回互いに離隔して折り返すことにより、被加工物に近接した位置に並列配置される複数の所定長ワイヤ電極部分からなる複数の切断ワイヤ部の全部または一部における各切断ワイヤ部の一端に加工用電源7が接続される複数の給電子9を摺接配置し、他端に複数の検出給電子12を摺接配置し、複数の検出給電子および被加工物と極間情報検出回路11との間を極間情報検出線(抵抗線13、単線14)で接続する。
(もっと読む)
時計部品の製造方法および時計部品ならびに時計
【課題】複雑な形状または細幅部分を有する時計部品を効率よく低コストで提供することおよび当該部品を有する時計を提供すること。
【解決手段】時計部品であるレバー部材1は、金属板材50から形成され、プレス加工を用いて部品形状の一部を成形したプレス加工形成部(本体7の両側など)と、プレス加工により成形された部分以外の部品形状を、ワイヤカット放電加工を用いて成形したワイヤカット放電加工形成部(バネ部3の突起部4側、歯車部5,突起部6など)と、を有する。そして、時計は、この時計部品と、その時計部品と係合する部材と、を有している。
(もっと読む)
放電加工方法及び放電加工装置
【課題】非導電性材料の被加工物を放電加工するに際して、工具電極の消耗率を低減しつつ被加工物である非導電性材料に対する放電を安定且つ良好に放電加工を行える放電加工方法及び放電加工装置を提供する。
【解決手段】被加工物1の表面に導電性材料2を設け、この被加工物1に加工用の工具電極3を対置し、前記工具電極3と前記導電性材料2との間で放電させて前記被加工物1を放電加工する放電加工方法であって、前記被加工物1は絶縁性材料若しくは半導体材料等の非導電性材料であり、前記工具電極3と前記導電性材料2との間に、極性が交互に反転する電圧を印加して放電加工を行う。
(もっと読む)
回転軸を備えたワイヤカット放電加工機の数値制御装置
【課題】回転半径が一定ではない場合の加工の安定化が可能な、回転軸を備えたワイヤカット放電加工機の数値制御装置を提供すること。
【解決手段】初期回転半径を明示する指令ブロックであるか否か判断し、指令するブロックである場合には初期回転半径Rを読み込み初期回転半径Rを現在の回転半径Raに代入し、指令するブロックではない場合には直線軸の移動量X、及び、回転軸の移動量Aを取得するSA100〜SA104。現在の回転半径Raを始点での回転半径Rsに代入し、回転半径指令があるか否か判断し、回転半径指令がある場合には回転半径Rを終点での回転半径Reに代入し、指令がない場合には現在の回転半径Raを終点での回転半径Reに代入し、終点での回転半径Reから始点での回転半径Rsを減算して得られた値を回転半径の増分Rincに代入し、移動量積算値SUMaを初期値の0とするSA105〜SA110。
(もっと読む)
放電パルスを用いた放電加工方法、装置
【課題】工具電極が放電によって消耗しても、工具電極を人手によって調整することなく、放電痕による微細凹部を安定して形成することできる放電加工技術を提供する。
【解決手段】工具電極16の相対的移動は、工具電極16を回転させて、振れ回り運動あるいは遠心力による旋回運動を生じさせて、工具電極16の先端部16aを工作物2に対して周回させながら、工作物2と工具電極16との間に放電パルスを所定間隔で印加する。
(もっと読む)
ハニカム構造体成形用口金の製造方法
【課題】大きさが異なるセルを有する構造のハニカム構造体を押出成形するための口金をより容易に作製することのできる、ハニカム構造体成形用口金の製造方法を提供する。
【解決手段】板状の口金基体2の坏土成形面17とされる一方の端面7において、坏土を押出することによりハニカム構造体40の隔壁41を形成するためのスリット5を形成する形成位置に、スリット5の幅よりも小さい、直線状の加工液用液溝3を形成する液溝形成工程を有するハニカム構造体成形用口金の製造方法である。液溝形成工程の前に、または後に、坏土を導入するための複数の導入孔4を形成する導入孔形成工程を行う。そして、加工液用液溝3を含む位置に、スリット5の溝幅に対応する複数の板状の突起電極23が配設された櫛歯電極21により櫛歯放電加工を行い、導入孔4に連通させたスリット5を形成する。
(もっと読む)
11 - 20 / 105
[ Back to top ]