
国際特許分類[B23H9/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工具としての電極を使用し,工作物に高密度の電流を作用させることにより行う金属加工;このような加工と他の形式の金属加工とを複合させたもの (1,278) | 特定の金属対象物を取扱うかまたは金属対象物に特別の効果または結果を達成するために特に適用される加工 (241)
国際特許分類[B23H9/00]の下位に属する分類
トリミングまたはバリの除去 (6)
ロールの表面処理 (1)
マーク付けまたは刻印
尖鋭化 (3)
タービンブレードまたはノズルの加工 (48)
相補形状部品,例.パンチおよびダイス,の成形 (4)
孔あけ (74)
外部円錐面またはスパイクの製造
国際特許分類[B23H9/00]に分類される特許
41 - 50 / 105
切断装置と切断方法
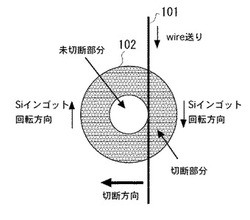
【課題】インゴットからウエハーを切断する場合に、切断速度が比較的遅い、ワイヤーが切れ易い、切代が大きくなる、という問題を解消する方法、装置を提供する。
【解決手段】インゴット102を切断しウエハーを切り出すに当たり、切断面に直交する回転軸を中心にインゴット102を回転させ、ワイヤー101又は回転刃による放電加工によりインゴットを切断する。
(もっと読む)
噛合型スクリュの製造方法

【課題】ワイヤカット放電加工によって、噛合型スクリュの山谷形状がサイン曲線の螺旋スクリュを簡単に形成できるようにすることである。
【解決手段】棒状素材11を一定速度で回転させながら、放電加工装置のワイヤ電極4に対して軸方向に一定速度で相対移動させ、ワイヤ電極4を棒状素材11の断面の中心から所定距離で交差する位置に配設して、棒状素材11の移動方向に所定の傾斜角θで傾斜させ、この傾斜させたワイヤ電極4のワイヤカットにより、棒状素材11の外周面に螺旋スクリュを形成し、ワイヤカットによって切断される切断屑材が螺旋状に一体に連なるようにすることにより、噛合型スクリュの山谷形状がサイン曲線の螺旋スクリュを簡単に形成できるようにした。
(もっと読む)
棒形状長尺部材の加工方法及び装置
【課題】長尺部材の追込み加工において、連続的で均一な加工面が得られる棒形状長尺部材の加工方法及び装置を提供することにある。
【解決手段】把持固定機構AAは、棒形状長尺部材7に装置設備を把持固定することで追込み加工の基準にする。回転機構BBは、円柱形状の放電加工用電極9を連続的に回転駆動させる。径方向駆動機構CCは、棒形状長尺部材7の径方向に、放電加工用電極9を回転駆動させた状態で、回転機構を径方向に移動する。軸方向駆動機構DDは、放電加工用電極により、径方向の加工を軸方向に連続的に継続すべく、回転機構を棒形状長尺部材の軸方向に移動する。
(もっと読む)
Cu−Ga合金の切断方法
【課題】例えば溶解鋳造によって製造されたGaの組成比が比較的大きいCu−Ga合金塊であっても、ヒビが入ったり、割れたり欠けたりすることなく切断して所望の形状に切断(加工)することができるCu−Ga合金の切断方法を提供する。
【解決手段】加工対象物15であるCu−Ga合金塊とワイヤー12とを互いに交わる方向に相対移動させ、Cu−Ga合金塊に対してその全長にわたってワイヤー放電加工を行う。切断前のCu−Ga合金塊の形状が直方体である場合には、直方体の最も短い辺と切断面とが交わるように、当該Cu−Ga合金塊を切断する(いわゆる「スライス」を行う)ことが好ましい。
(もっと読む)
微細形状加工方法及びマイクロチップ
【課題】マイクロチップ等の微細加工のコスト削減を進展させることを可能とする。
【解決手段】基材3の表面に微細流路5を加工する微細形状加工方法において、基材3の表面に金属の薄膜7を形成する(a)薄膜形成工程と、薄膜7に放電加工により微細形状パターン9を貫通形成する(b)放電加工工程と、薄膜7に微細形状パターン9を備えた基板3をエッチングして薄膜7の微細形状パターン9に対応する微細流路5を基板3の表面に形成する(c)エッチング工程と、エッチング後に金属の薄膜7を除去して表面に微細流路5を有するマイクロチップ1を得る(d)除去工程とを備えたことを特徴とする。
(もっと読む)
放電加工電極製造方法とその方法を用いて製造された放電加工電極を用いるコイル製造方法
【課題】高精度の放電加工電極を簡単に低コストで製造可能な放電加工電極製造方法を提供する。
【解決手段】導電性の基板1上にフォトレジスト層2aを配置するA工程と、このフォトレジスト層を放電加工電極の配線形状を映したマスク3で被覆するB工程と、紫外光4を、マスクを介してフォトレジスト層に露光するC工程と、フォトレジスト層を現像して、マスクによって形成された放電加工電極の配線形状のパターン5aを残して他のフォトレジスト層を取り除くD工程と、導電性の基板に代えてパターン上に、さらにA工程からD工程を少なくとも1回繰り返してパターン上にさらにパターン5bを重ねて型枠5を形成する工程と、導電性の基板をメッキ電極として電解メッキを行い型枠に金属を析出させて放電加工電極を形成させる工程と、型枠を剥離させる工程とを有する。
(もっと読む)
流体動圧軸受装置、スピンドルモータおよび流体動圧軸受装置の製造方法
【課題】加工精度の誤差に起因して動圧溝の作用が阻害される不都合を抑える構造を提供する。
【解決手段】軸受部材101の軸孔102の内面に、中央部116aが屈曲した動圧溝116と、その両端に連続した1対の環状溝115および117を形成する。環状溝115の縁は、軸部材120と軸受部材101との間の隙間寸法が、環状溝115が形成された部分の隙間の寸法よりも大きいテーパ部109に連続している。また、環状溝117の縁は、軸部材と軸受部材101との隙間の寸法が、動圧溝116が形成された部分の隙間の寸法よりも大きいシール部111に連続している。これにより、動圧溝116、環状溝115および117の形成時に、それらの位置が加工誤差により軸方向にずれても、動圧溝116の両端が環状溝に連続し、且つ、環状溝の縁がより大きな隙間寸法の部分に連続した構造を維持することができる。
(もっと読む)
ウォームホイール、ウォームホイール用射出成形金型の製造方法、及びウォームホイールの製造方法
【課題】ウォームと噛み合う歯面の近傍に段差を生じることがなく、動力伝達時に騒音を生じにくいウォームホイールを提供する。
【解決手段】ウォームホイール1は、ウォーム101と噛み合って円筒ウォームギヤを構成する部分である円弧状歯部5と、この円弧状歯部5の一端側に接続されるはすば状歯部4とを有している。そして、円弧状歯部5とはすば状歯部4との境界部分7における歯3の歯たけ方向の任意の第1基準点14のねじれ角が、円弧状歯部5のノドの直径部分P0における歯3の歯たけ方向の前記第1基準点14に対応する第2基準点15のねじれ角と等しい。これにより、円弧状歯部5とはすば状歯部4との境界部分7の歯面に段差が生じることがなく、円弧状歯部5の歯面とはすば状歯部4の歯面が滑らかに接続される。
(もっと読む)
熱機関のための構成部品を製造する方法
本発明は、熱機関の構成部品の製造方法、特にタービン、コンプレッサ、エキスパンダ用の構成部品を製造する方法に関するものであって、該方法においては、該構成部品の素材が少なくともある部分において浸食により加工され、該浸食により生成された表面は、バレル研磨及び/又は電解研磨により、前記浸食により生成された白層が少なくともある部分においては完全に除去されるように処理される。本発明はさらに、前記本発明の方法を用いて製造された、熱機関用の構成部品に関する。 (もっと読む)
鍛造用金型及びその加工方法、並びに歯車鍛造装置及び歯車鍛造方法
【課題】複数のつる巻き状の歯山部の両側の歯面に生じるねじれ角の相違を抑制したはすば歯車を成形することができる鍛造用金型及びその加工方法、並びに歯車鍛造装置及び歯車鍛造方法を提供すること。
【解決手段】鍛造用金型2は、はすば歯車の冷間密閉鍛造を行うために用いるものである。鍛造用金型2は、つる巻き状の歯山部22を複数形成した成形穴21を有している。鍛造用金型2は、複数の歯山部22において、成形穴21の周方向Cの一方に位置する一方歯面221のねじれ角θ1と、成形穴21の周方向Cの他方に位置する他方歯面222のねじれ角θ2とを互いに異ならせて形成されている。
(もっと読む)
41 - 50 / 105
[ Back to top ]