
国際特許分類[B23K26/04]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 加工物の位置決めまたは観察,例.照射点に関するもの;レーザービームの軸合せ,照準,焦点合せ (3,130) | レーザービームの自動軸合せ,照準,焦点合せ,例.後散乱光を用いるもの (686)
国際特許分類[B23K26/04]に分類される特許
671 - 680 / 686
マイクロおよびナノ構造のレーザ加工用の近接場走査型光学顕微鏡
超高速レーザ源を用いて、表面上に要素をレーザ加工するための近接場走査型光学顕微鏡(NSOM)レーザマイクロ加工システムおよび、そのような要素をレーザ加工する方法。システムは、1ns未満のパルス期間およびピーク波長を有するレーザ光パルスを生成する超高速レーザ源と、実質的に円柱形状を有するNSOMプローブと、NSOMプローブおよび加工されるマイクロ構造ワークピースを制御可能に保持なNSOMマウントと、NSOMプローブのプローブチップと表面との間の距離を決定するための、NSOMマウントに結合されたNSOMプローブモニタと、NSOMプローブモニタおよびNSOMマウント中の移送台に結合されたNSOM制御とを有する。NSOMマウントは、XY移送台およびZ移送台を有する。これらの移送台がNSOMプローブまたはマイクロ構造ワークピースに結合され、あるいは1つの移送台が各々に結合される。 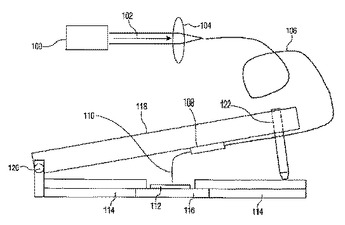 (もっと読む)
(もっと読む)
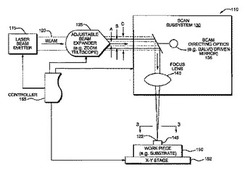
UV超高速レーザパルスを用いた高精度レーザナノ加工方法
200nm未満の寸法を有する少なくとも1つの要素を有するマイクロ構造を、ワークピース上に製造する方法。約fps未満の期間および約380nm未満のピーク波長を有するUVレーザ光のパルスを生成する。これらのUVレーザ光のパルスを、ワークピース(124)の目標エリア内の実質的に回折限界のビームスポット(306)に集束する。ワークピース(124)の目標エリアにおけるこの実質的に回折限界のビームスポット(306)のフルエンスを、目標エリア(304)のうちUVレーザ光のパルスの1つによって加工された部分の直径が200nm未満であるように制御する。 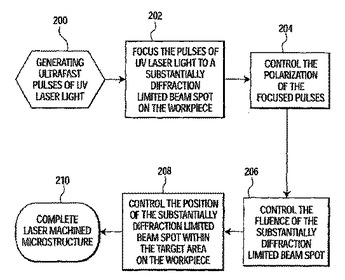 (もっと読む)
(もっと読む)
レーザ、制御装置、遠隔制御装置、およびレーザ加工する方法
レーザ加工ヘッドを遠隔操作する制御装置は、レーザ加工ヘッドとレーザ加工ヘッドから離れた位置にある作動手段を含む。変換手段は、レーザ加工ヘッドと作動手段との間に接続される。変換手段は、作動手段の動作をレーザ加工ヘッドの動作に変換する。変換手段は、レーザ加工ヘッドに連結される第1端部と、作動手段に連結される第2端部とを有するケーブル制御手段を含む。レーザ加工ヘッドは、ロボットアームに滑走可能に連結されている。作動手段は、レーザ加工ヘッドをロボットアームに対して相対的に直線状に動かす。高さセンサ装置は、レーザ加工ヘッドと加工製品との間の測定に基づいて高さ信号を生成する高さセンサを含む。高さセンサ電子回路部は高さセンサから離れた位置にあり、高さ信号を受信する。 (もっと読む)
レーザビームによる塗装金属板の断面変形方法及びこの種の断面変形を有する塗装金属板
多くの場合、塗装金属板の塗装材料は、金属板の材料よりも遥かに低い沸点を有している。このため、この種の金属板を溶接によって接合する際に、塗装材料の爆発的な気化が生起する可能性があり、これは結合品質に悪影響を及ぼす。結合品質を改善するため、スペーサによって狭い間隙を形成して、気化する塗装材料がこの間隙の中に漏出し得るようにする。このスペーサは、例えば、金属板をレーザ衝撃することによって生成される。本発明の目的は、スペーサの形状を適正化することによって、金属板間の距離の偏差を低減することにある。この目的は、レーザビームを、その処理表面域の中心を通って及び/又はその中心の回りに、横方向及び縦方向の変位成分を含むように変位させるという方法によって実現される。これによって、球面形状を有する断面変形、すなわち、該断面変形の高さよりも大きな頂部半径を有する断面変形が形成される。  (もっと読む)
(もっと読む)
柔軟な走査範囲
【課題】
【解決手段】エネルギビーム機械加工システムは、エネルギビームを射出するための射出部と、システムの瞳サイズを複数の値に調節するためのズーム望遠鏡などのビーム調節光学系と、を備える。瞳サイズの調節は、自動、半自動、または手動で実行可能である。手動モードでは、瞳サイズの調節方法を示す指示が、(例えば、モニタや予めプログラムされた音声指示を介して)操作者に提供されてよい。集束レンズは、各光路に沿って方向付けられた調節後のビームを、集束レンズの視野に含まれる走査範囲内の異なる焦点に集束させる。ビーム方向付け光学系は、集束レンズの視野内で複数の走査範囲を実現するよう構成されている。
(もっと読む)
貫通孔を有するガラス部品およびその製造方法
一様かつ微細な径の貫通孔を有するガラス部品を得る。 感光性ガラス100の貫通孔を形成する部分に集光光束21を照射して潜像を形成し、この感光性ガラスを熱処理して潜像が形成された部分を結晶化させ、この結晶化した部分を溶解除去することにより貫通孔を形成することによって、貫通孔の直径が該貫通孔の部位によらず略一定で、該貫通孔の長さ(L)と該貫通孔の直径(d)との比率(L/d)が15以上であり、かつ該直径(d)が30μm以下である貫通孔を有するガラス部品を得る。 (もっと読む)
レーザ加工ビームを用いてワークピースを遠隔処理する装置
レーザ加工ビーム(4)を用いてワークピース(2)を遠隔処理する装置には、プログラマブル数値制御部(12)をもつオペレーティング装置(11)を備えたスキャナ光学系(6)が設けられている。数値制御部(12)は、ワークピース(2)上の少なくとも1つの加工位置(3a,3b,3c,3d)をマークするためのポインタマーク(14)を備えたポインタ(13)を利用してプログラミングされる。その際、加工位置(3a,3b,3c,3d)をマークしているポインタマーク(14)を検出する手段(15)と、スキャナ光学系(6)のためのオペレーティング装置(11)の数値制御部(12)と接続された評価手段(18)が用いられる。スキャナ光学系(6)のためのオペレーティング装置(11)の数値制御部(12)に対する設定値を、加工位置(3a,3b,3c,3d)をマークしているポインタマーク(14)の検出に基づき評価手段(18)によって規定することができる。この設定値は、以降のワークピース処理についてスキャナ光学系を調節するために用いられる。  (もっと読む)
(もっと読む)
故障解析のための方法およびシステム
本発明は、例えば集積回路(IC)といったような、モールド組成物内に封入されたデバイスの繊細な構造を露出させるための方法およびシステムに関するものである。レーザーを使用することにより、モールド組成物を蒸発させて除去することができ、これにより、直下の構造を露出させることができる。レーザービームを、デバイスの表面上にわたって所望ラスターパターンでもって走査することができる。あるいは、デバイスを、レーザービームに対して相対的に、所望パターンに沿って駆動することができる。蒸発除去プロセスによって放射されたレーザープルームに関してスペクトル解析を行うことにより、蒸発除去された材料の組成を決定することができる。 (もっと読む)
レーザ溶接工程制御システムおよび方法
特に造船および他の産業のための完全に統合された自動レーザ溶接工程制御システム(LWPCS)および構造部品の製作を制御するための方法。LWPCSは、ジョイントおよび溶接品質属性を工程制御変数として規定し、これらの溶接品質変数を、レーザ出力、ワイヤ送り、GMAW電圧およびアクティブなシーム追従などのより伝統的な工程パラメータとともに、閉ループ監視制御システムに統合する。LWPCSはセントラルプロセッサと複数のサブシステムとを含み、サブシステムは、レーザビーム位置決め、視覚的監視および画像処理、アクティブな溶接品質監視および検査、適応ビーム送出、シーム追従を制御する。サブシステム間のクロスコミュニケーションはセントラルプロセッサによって管理される。工程制御に加えて、システムは、溶接工程中に溶接品質属性を抽出し、溶接品質を即時に文書化する。  (もっと読む)
(もっと読む)
キャビティを生成する方法および装置
本発明は、工作物にキャビティを生成する方法に関する。この方法では、キャビティを生成するために、レーザビームをビームガイドに通して、工作物の表面に案内する。レーザビームは、焦点位置をキャビティの深さ方向に少なくとも一時的に変更できるように制御されている。工作物(5)にキャビティ(6)を生成する装置は、物質を除去するレーザビームを生成するレーザ光源(1)、レーザビームの焦点位置を調節する焦点調節装置(3)、工作物の表面にレーザビーム(20)を案内するビームガイド(4)、および焦点調節装置(3)ならびにビームガイド(4)を制御する制御装置(7)を含む。制御装置は、焦点調節装置(3)によって、レーザビームの焦点位置をキャビティの深さ方向に少なくとも一時的に変更可能とする制御を行うように設計される。  (もっと読む)
(もっと読む)
671 - 680 / 686
[ Back to top ]