
国際特許分類[B23K26/073]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 加工物の位置決めまたは観察,例.照射点に関するもの;レーザービームの軸合せ,照準,焦点合せ (3,130) | レーザービーム光の成形,例.マスクまたは多焦点装置によるもの (1,992) | レーザー・スポットの成形 (464)
国際特許分類[B23K26/073]に分類される特許
31 - 40 / 464
レーザ溶接方法およびレーザ溶接装置
【課題】レーザを用いたレーザ突き合わせ溶接において、溶接部の凹みを抑制するとともに、溶接の効率を低下させることなく、良好な溶接品質を得ることができるレーザの溶接方法を提供する。
【解決手段】発振機は、複数の発振媒体から構成される単一の発振機であり、光学系はコリメートレンズ、光屈折板および集光レンズを有し、レーザビームは、鋼板の表面において、1つのビームスポットまたは溶接線方向に並列した2つの円形状のビームスポットが形成されるように集光され、鋼板の表面におけるビームスポットの溶接線方向の総長さが溶接線に直交する方向のビームスポット幅より大きくなる関係を有してビームスポットが溶接線に沿って移動することにより溶接することを特徴とする。
(もっと読む)
レーザ溶接方法およびレーザ溶接装置

【課題】レーザを用いたレーザ突き合わせ溶接において、溶接部の凹みを抑制するとともに、溶接の効率を低下させることなく、良好な溶接品質を得ることができるレーザの溶接方法、およびレーザ溶接装置を提供する。
【解決手段】発振媒体は、並列に配置された複数のファイバ状またはディスク状の結晶体から構成され、レーザビームは、鋼板の表面において、1つのビームスポットまたは溶接線方向に並列した2つの円形状のビームスポットが形成されるように集光され、鋼板の表面におけるビームスポットの溶接線方向の総長さが溶接線に直交する方向のビームスポット幅より大きくなる関係を有してビームスポットが溶接線に沿って移動することにより溶接することを特徴とする。
(もっと読む)
レーザ狭開先多層盛溶接方法と装置
【課題】厚板であって,幅4mm〜6mmの開先を設けた金属製の溶接母材の狭開先多層盛溶接を低出力レーザによって確実に行うことができるレーザ狭開先多層盛溶接方法と装置を提供すること。
【解決手段】レーザ光2の焦点を外して得られるレーザスポット21を狭開先に加工した金属製の溶接母材8に照射するとともに,ホットワイヤ3を母材8の溶融部分の中央に供給して溶融プール7を形成し、ワイヤ3を挟んでそれぞれ同じ側にある開先壁面10又は11と溶融プール7の境界線とワイヤ3の側縁との間とワイヤ3を照射しないように溶融プール7と前方開先底面12との境界線上を通る略U字形の軌跡上をレーザスポット21を往復走査させて溶接をするレーザ狭開先多層盛溶接方法である。
(もっと読む)
補修装置および補修方法
【課題】人手を介さずに容易に肉盛溶接する補修装置を提供する。
【解決手段】この補修装置は、材料供給部と、レーザスポット光を照射するレーザ装置と、レーザスポット光または補修部位を移動させる移動部と、補修部位の溶接幅と補修部位の溶接条件との対応データを記憶する記憶部と、補修部位の溶接位置を撮像する撮像部と、ライン状の光を照射する光照射部と、撮像された画像に基づいて溶接幅を算出する溶接幅算出部と、溶接幅に基づいて記憶された溶接条件データを検索する検索部と、溶接条件データに基づいて材料供給部などを制御する対応制御部と、を具備する。
(もっと読む)
レーザ溶接方法
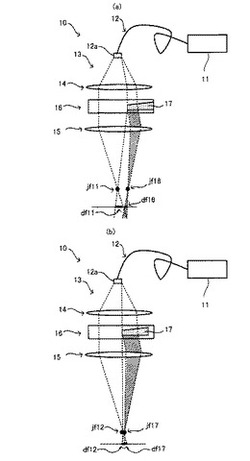
【課題】溶接中にスパッタが飛散して被溶接材の上面および光学部品へ付着することを抑制するとともに、被溶接材の裏面のアンダーカットやアンダーフィルが発生することを防止できるレーザ溶接方法を提供する。
【解決手段】2本のレーザビームを溶接線に沿って被溶接材の上面側から照射し、被溶接材の上面側で溶接進行方向に先行するジャストフォーカスでのスポット径の先行レーザビームおよび後行するジャストフォーカスでのスポット径の後行レーザビームを被溶接材の上面に垂直方向に対する入射角を設けて溶接進行方向に傾斜させて照射するとともに、被溶接材の上面での先行レーザビームの照射領域の中心と後行レーザビームの照射領域の中心との距離を所定の範囲内としてレーザ溶接を行なう。
(もっと読む)
集合レーザー
【課題】 従来のレーザー発射装置は、高出力のレーザー光を大気中で発射すると、空気が熱を発生させ、遠くまで高出力のレーザー光は届かなかった。そこで、本発明の集合レーザーは、多数のレーザー発射装置(1)を一点に集めることで、その道中は低出力で影響が少ない集合レーザーを提供するものである。
【解決手段】 本発明の集合レーザーは、複数のレーザー発射装置(1)は固定板(2)に軸着して、レーザー発射装置(1)の片方の端に、角度を決めるための連結棒(3)を取り付け、その連結棒(3)はスライド(6)に取り付けることで焦点(5)に集める。
(もっと読む)
レーザ溶接鋼管の製造方法
【課題】溶接効率を低下させることなく良好な品質の溶接部を得るとともに、レーザ溶接鋼管を歩留り良く安定して製造する方法を提供する。
【解決手段】鋼板を成形ロールで円筒状のオープンパイプに成形し、オープンパイプのエッジ部をスクイズロールで加圧しながらオープンパイプの外面側からレーザビームを照射してエッジ部をレーザ溶接するレーザ溶接鋼管の製造方法において、ジャストフォーカスでのスポット径が直径0.4mm未満の2本のレーザビームを、エッジ部の右側と左側にそれぞれ照射し、右側に照射する右レーザビームと左側に照射する左レーザビームの鋼板の表面での中心点間隔を0.4mm以上とし、かつ鋼板の裏面において右レーザビームと左レーザビームが重複しないように配置してレーザ溶接を行う。
(もっと読む)
ガラス基板のレーザ加工装置
【課題】ガラス基板の分割のための処理時間を短縮することができ、ゴミの発生が防止されたガラス基板のレーザ加工装置を提供する。
【解決手段】レーザ光源から、波長が300〜400nmのパルスレーザ光10を出射し、レーザ光10を矩形(正方形又は長方形)のビーム形状にしてガラス基板2に照射する。このレーザ光10のガラス基板2に対する照射位置を切断予定線に沿って移動させることにより、レーザ光10を間欠的に直線上に照射し、加工痕12を直線上に形成する。光学系は、レーザ光10の焦点位置を、ガラス基板2の厚さ方向の内部とし、焦点深度を前記ガラス基板の厚さよりも短く設定する。これにより、加工痕12はガラス基板2の内部に形成される。
(もっと読む)
蛍光体封入用毛細管の製造方法及び波長変換部材の製造方法
【課題】ガラス毛細管中に蛍光体が封入された波長変換部材であって、端部の太さが抑制された波長変換部材を製造し得る方法を提供する。
【解決手段】横断面における外形が幅方向に細長い細長形状のガラス毛細管10の第2の端部10Bを封止する封止工程を行う。封止工程は、第1の加熱工程と、第2の加熱工程とを含む。第1の加熱工程は、加熱手段20を第2の端部10B上を横切らせることにより第2の端部10Bを加熱して封止する工程である。第2の加熱工程は、加熱手段20を第2の端部10Bの上を、第1の加熱工程とは逆方向に横切らせることにより再度加熱する工程である。
(もっと読む)
レーザ照射方法及びレーザ照射装置
【課題】容易に、結晶化の溶融状態、結晶粒径及び粒径バラツキを所望の状態にしたシリコン膜を形成することができるレーザ照射方法を提供する。
【解決手段】レーザ照射方法は、マルチモードのレーザ光を発振させる発振ステップ(S102)と、レーザ光を光ファイバーで伝送する伝送ステップ(S104)と、光ファイバーから出射したレーザ光を重畳し細長い形状に整形する整形ステップ(S106)と、整形されたレーザ光を短軸方向に走査しながらアモルファスシリコン膜に照射することで、ポリシリコン膜に結晶化する照射ステップ(S108)とを含み、照射ステップ(S108)では、走査速度V(mm/s)と照射パワー密度P(KW/cm2)との関係をK=P/√Vとし、K>4の条件を満足する走査速度と照射パワー密度とで照射することで、レーザ照射領域に所定の溶融状態での結晶を形成させる。
(もっと読む)
31 - 40 / 464
[ Back to top ]