
国際特許分類[B23K26/14]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | レーザービームによる加工,例.溶接,切断,穴あけ (14,635) | 流体を用いるもの,例.レーザービームに関連してガスジェット流を用いるもの (569)
国際特許分類[B23K26/14]に分類される特許
61 - 70 / 569
レーザ加工方法およびレーザ加工装置
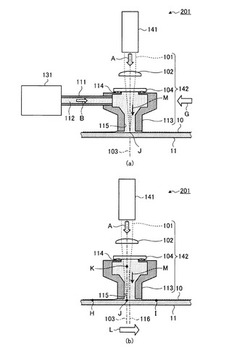
【課題】基板上の薄膜をレーザによりスクライブ加工する場合に、大型の集塵機、大量の洗浄液を必要とせず、正確に微細なスクライブ加工を行うレーザ加工方法および装置を提供することを目的とすること。
【解決手段】レーザ光の光軸103を加工対象物表面に対し概略垂直に配置し、レーザ光の照射点の領域より大きい液柱状の洗浄液をノズルから噴射して加工を行うレーザ加工方法において、レーザ光の光軸103が、ノズル113の噴出口115の開口中心に対して、加工の進行方向Lと反対側の方向に偏心している。あるいは加工の進行方向Lに直交する方向の位置に偏心している。
(もっと読む)
レーザ加工装置

【課題】被加工物にドロス等が付着することを抑制するレーザ加工装置を提供する。
【解決手段】レーザ加工装置に、ノズル21の周囲において該ノズル21を取り囲むようにして設けられた吸引用部材23Aと、吸引用部材23Aの底面27に設けられた吸引口28と、吸引口28につながる吸引路24と、吸引路24に順次つながる吸引用配管25及び吸引ポンプ26とを備える。ノズル21が有する噴射口22から被加工物5が有する被加工面19に対してレーザ光9、10を照射し、かつ、噴射口22から被加工面19に向かってアシストガスを噴射することによって被加工物5に対する加工を行う。ノズル21の底面29及び吸引用部材23Aの底面27と被加工面19との間の空間30に存在する物質が、吸引口28と吸引路24と吸引用配管25とを順次経由して排出される。
(もっと読む)
レーザー加工方法及びレーザー加工品
【課題】 レーザー光により被加工物を加工する場合に、分解物による被加工物表面の汚染を効果的に低減して、生産効率よくかつ容易にレーザー加工を行うことが可能なレーザー加工方法を提供する。
【解決手段】 本発明のレーザー加工方法は、被加工物に対しレーザー光を照射して加工するレーザー加工方法であって、前記レーザー光の照射の際に発生する分解物を、照射部分の近傍で吸引除去しながら、前記レーザー加工することを特徴とする。
(もっと読む)
レーザダイシング装置及び方法、割断装置及び方法、並びに、ウェーハ処理方法
【課題】ウェーハの表面に触れることなく加工処理することができるレーザダイシング装置及び方法、割断装置及び方法、並びにウェーハ処理方法を提供する。
【解決手段】ウェーハWは、裏面に透明なダイシング用テープTが貼着されて、ダイシング用フレームFにマウントされる。ダイシング用フレームFにマウントされたウェーハWは、裏面を吸引されて、透明なウェーハテーブル20に保持される。レーザ光は、透明なウェーハテーブル20及び透明なダイシング用テープTを通してウェーハWの裏面に入射される。これにより、ウェーハWの表面に触れることなくウェーハWを保持して、ウェーハWの裏面にレーザ光を入射することができ、ウェーハWの表面に形成された素子等を破壊することなく、レーザダイシングすることができる。
(もっと読む)
レーザー加工方法及びレーザー加工品
【課題】 レーザー光により被加工物を加工する場合に、分解物による被加工物表面の汚染を効果的に低減して、生産効率よくかつ容易にレーザー加工を行うことが可能なレーザー加工方法を提供する。
【解決手段】 本発明のレーザー加工方法は、被加工物に対しレーザー光を照射して加工するレーザー加工方法であって、前記レーザー光の照射の際に発生する分解物を、照射部分の近傍で吸引除去しながら、前記レーザー加工することを特徴とする。
(もっと読む)
レーザ加工装置
【解決手段】 レーザ加工装置1は、噴射孔14aを有する噴射ノズル14と、液体を加圧して供給する液体供給手段5と、レーザ光Lを発振するレーザ発振器4と、該レーザ発振器4から発振されたレーザ光Lを集光する集光レンズ7とを備えており、上記液体供給手段5から供給された液体を噴射ノズルから噴射させて液柱Cを形成するとともに、上記集光レンズによって集光したレーザ光を上記液柱により導光して、被加工物2の加工を行うようになっている。
さらにレーザ加工装置1は、上記噴射ノズル14より噴射される液体を帯電させる帯電電極18と、上記噴射ノズルと被加工物との間に設けられるとともに、上記帯電された液体からなる液柱Cに作用して液柱Cの径を縮小させる吸引電極19とを備えている。
【効果】 被加工物の位置での液柱の径を細くすることができ、またアライメント調整を容易に行うことができる。
(もっと読む)
溶接金属部の靭性に優れた鋼材のレーザ溶接継手
【課題】引張強度が780MPa以上の鋼材を用いた橋梁等の溶接構造物に好適な溶接金属部の靭性に優れるレーザ溶接継手を提供する。
【解決手段】溶接金属が、mass%で、C:0.02〜0.14%、Ti:0.008〜0.05%、Al:0.02%以下、O:0.02〜0.05%を含み、Ceq(=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14) ここで、Ceq:炭素当量(mass%)、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%)が0.33〜0.53%を満足する成分組成と、2μm以下の円相当直径を有するTi含有酸化物粒子を1mm2あたり2×104個以上有するアシキュラーフェライト相を含むミクロ組織を備えるレーザ溶接継手。
(もっと読む)
レーザ切断加工方法及びレーザ加工装置
【課題】厚板に環状のレーザ切断加工を行うとき、切断終了領域における環状の穴の内周面に生じる傾向にある凹部の発生を抑制することのできるレーザ切断加工方法及びレーザ加工装置を提供する。
【解決手段】アシストガスとして酸素を使用し、ピアス加工位置から環状に切断すべき環状経路に達した位置をA位置とし、このA位置からレーザ切断加工の進行方向に所定距離の位置をB位置とし、前記A位置からレーザ切断加工の進行方向の逆方向への所定距離の位置をC位置としたとき、前記A位置から前記B位置を経て前記C位置へレーザ切断加工を行った後、前記C位置から前記A位置を経て前記B位置までレーザ切断加工を行う際、前記A位置からC位置までのレーザ出力、切断速度に対してレーザ出力を小出力にすると共に切断速度を低速にして前記C位置から前記B位置までのレーザ切断加工を行い、前記B位置においてレーザ出力を零にする。
(もっと読む)
レーザ加工装置
【課題】 表面を形成する第1層と、第1層の裏面側に存する第2層と、を含んでなる被加工物に、表面側からレーザビームを照射することで被加工物を加工するレーザ加工装置であって、被加工物を加工する軌跡(トラック)の形状に制限がなく、軌跡(トラック)として自由に種々の曲線を選択することができるレーザ加工装置を提供する。
【解決手段】レーザビームを照射する照射手段と、照射手段に対して被加工物を被加工物の表面に沿って相対的に移動させる移動手段と、を備えてなり、照射手段は、第2層の加工に適した第2レーザビームを第1層の表面の第2領域に照射する第2照射手段と、第1層の加工に適した第1レーザビームを、第2領域を取り囲む第1領域に照射する第1照射手段と、を有してなる、レーザ加工装置である。
(もっと読む)
溶接金属部の靭性に優れたレーザビーム溶接継手
【課題】引張強度が780MPa以上の鋼材で溶接金属部の引張強度が780MPa以上、且つ靭性に優れたレーザビーム溶接継手を提供する。
【解決手段】溶接金属が、mass%で、C:0.02〜0.14%、Ti:0.006〜0.05%、Al:0.02%以下、B:0.001%以下、O:0.02〜0.05%、C:0.14%以下、Ti:0.05%以下、Al:0.02%以下、B:0.001%以下、O:0.02%以上、Ceq(=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%))が0.33〜0.53%の組成と、面積率で40%以上のアシキュラーフェライト相を含むミクロ組織を有し、レーザビーム溶接のシールドガスとして酸素供給ガスを含有するガスを用いたレーザビーム溶接継手。
(もっと読む)
61 - 70 / 569
[ Back to top ]