
国際特許分類[B23K35/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断のために用いられる溶加棒,溶接電極,材料,媒剤 (4,089) | 機械的形状,例.形,を特徴とするもの (516)
国際特許分類[B23K35/02]の下位に属する分類
溶接電極として用いるために特に形状が工夫されたもの (35)
溶接電極として一般的なもの (361)
国際特許分類[B23K35/02]に分類される特許
91 - 100 / 120
銅めっき付き溶接用ワイヤ
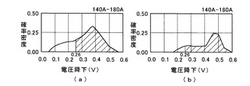
【課題】溶接時の給電チップとワイヤ表面との間に形成される摺動接点を安定的に溶融させ、連続溶接時に、摺動接点で突発的に凝固するようなことがなく、ワイヤ送給性とアーク安定性とが優れており、スパッタ及びヒュームが少ない良好な溶接作業性を有する溶接用ワイヤを提供する。
【解決手段】平均電流:150乃至170A、給電チップの給電長さ:2乃至4mm、給電チップと母材との間の距離:20乃至24mm、フリーループの直径:700乃至800mmで、炭酸ガスシールド溶接した場合に、140乃至180Aの電流領域において溶接時の前記給電チップと溶接ワイヤとの間の電圧降下量が0.26Vを超える確率が80%以上である。また、ワイヤ表面に、0.05乃至0.35質量%の銅めっき層と、植物油、動物油、鉱物油及び合成油からなる群から選択された1種又は2種以上の油脂が、ワイヤ10kg当たり、0.25乃至1.5g付着している。
(もっと読む)
溶接時におけるアーク安定性に優れた銅メッキマグ溶接用ソリッドワイヤ

【課題】溶接時におけるアーク安定性に優れた銅メッキマグ溶接用ソリッドワイヤを提供する。
【解決手段】マグ溶接用ソリッドワイヤを、銅メッキ液内に浸漬させてメッキ層の厚さを0.2〜1.0μmの範囲になるようにし、メッキ層内にFe、アルカリ金属(Na)、及びアルカリ土類金属(Mg, Ca)含量の総和が100〜1000ppmの範囲内であり、アルカリ金属(Na)及びアルカリ土類金属(Mg, Ca)含量の総和は10〜500ppmの範囲を満たすように、高速銅メッキしてなる。本発明によれば、溶接時において優れた送給特性とアーク安定性を同時に満たす、マグ溶接用銅メッキソリッドワイヤを、高速銅メッキにもかかわらず得ることができる。
(もっと読む)
表面処理油及びガスシールドアーク溶接用ソリッドワイヤ
【課題】ソリッドワイヤの送給性及び耐錆性を向上させることのできる表面処理油及び前記表面処理油を塗布したガスシールドアーク溶接用ソリッドワイヤを提供する。
【解決手段】ガスシールドアーク溶接用ソリッドワイヤとして使用される鋼ワイヤの表面に,ナトリウム(Na),カリウム(K),カルシウム(Ca)及び亜鉛(Zn)からなる金属塩と非金属リン(P),そして,エステル基,カルボン酸基,アルカン基の中から選ばれた2種以上の作用基を有する炭化水素化合物を含有する表面処理油(oil)を付着させる。
本発明によると,特定の液状表面処理剤をソリッドワイヤに塗油することにより,従来のソリッドワイヤに比べて特に耐錆性及び送給性に優れたガスシールドアーク溶接用ソリッドワイヤを得ることができる。
(もっと読む)
銅めっき付きアーク溶接用ソリッドワイヤ
【課題】 銅めっきワイヤ表面の形態を制御することによって、溶接時の給電チップとワイヤ表面との間に形成される摺動接点を安定的に溶融させ、連続溶接時に、摺動接点で突発的に凝固するようなことがなく、ワイヤ送給性とアーク安定性とが優れており、スパッタ及びヒュームが少ない良好な溶接作業性を有する銅めっき付きソリッドワイヤを提供する。
【解決手段】 ワイヤ表面に0.05乃至0.40質量%のめっき量の銅めっきが施されており、ワイヤの長手方向に垂直な断面においてワイヤ表面に開口する窪み1が形成されている。これらの窪み1の個数がワイヤの任意断面において40乃至400個であり、ワイヤ10kg当たり0.1乃至2gの量の植物油、動物油、合成油及び鉱物油からなる群から選択された1種又は2種以上の油がワイヤ表面及び前記窪みの開口部に存在する。銅めっき層2は、窪み1内でおりたたまれた状態で存在する。
(もっと読む)
ガスシールドアーク溶接用ソリッドワイヤ
【課題】 強度が520N/mm2級以下の炭素鋼を炭酸ガスシールドアーク溶接した際に、高効率で且つ溶接部の機械的性能が優れたガスシールドアーク溶接用ソリッドワイヤを提供する。
【解決手段】 炭酸ガスシールドアーク溶接用ソリッドワイヤの組成を、C:0.020乃至0.080質量%、Si:0.75乃至0.95質量%、Mn:1.60乃至1.90質量%、S:0.003乃至0.017質量%、Ti:0.19乃至0.25質量%、Mo:0.14乃至0.35質量%、O:0.0025乃至0.0160質量%及び全Cu:0.15乃至0.45質量%を含有し、残部がFe及び不可避的不純物からなり、前記不可避的不純物のうち、P:0.020質量%以下及びN:0.0080質量%以下に規制され、[Mn]−[Si]が1.10質量%以下、[Mn]+[Mo]が2.20質量%以下、[S]+[O]が0.0290質量%以下となるようにする。
(もっと読む)
溶接用ワイヤ及びその製造方法
【課題】送給性が高くコンジットライナーの目詰まりを防止でき、アーク安定性が優れた溶接用ワイヤ及びその製造方法を提供する。
【解決手段】溶接用ワイヤ1において、鋼からなる線材2を設け、線材2の表面に必要に応じて銅めっき層3を被覆し又は被覆せず、銅めっき層又は鋼ワイヤ2の表面4に固体層5を被覆する。固体層5はMoS2等により形成する。また、固体層5の表面に液体層6を被着する。液体層6はベース油中にMoS2等を分散させたものとする。そして、固体層5を形成するMoS2等の被着量を、溶接用ワイヤ10Kg当たり0.003乃至0.030gとし、液体層6全体の被着量を溶接用ワイヤ10Kg当たり0.2乃至3.0gとし、液体層6中のMoS2等の被着量を、溶接用ワイヤ10Kg当たり0.020乃至0.150gとする。
(もっと読む)
マグネシウム溶接線
【課題】 表面清浄性に優れるマグネシウム溶接線、及びこの製造方法を提供する。
【解決手段】 本発明溶接線は、純マグネシウム又はマグネシウム基合金からなる押出材などの母材に伸線加工を施した後、得られた伸線材の表面にシェービング加工を施して得られる。伸線後にシェービング加工を施すことで、伸線の際に利用する潤滑剤や被膜を効果的に除去すると共に、伸線加工中に生成された酸化物を効果的に除去することができる。そのため、得られた溶接線は、表面清浄性に優れる。伸線加工の潤滑剤には、洗浄や脱脂処理により除去が容易な油性潤滑剤や湿式潤滑剤を利用することが好ましい。
(もっと読む)
薄板用ガスシールドアーク溶接用めっきなしソリッドワイヤ
【課題】 薄板用ガスシールドアーク溶接用めっきなしソリッドワイヤを提供する。
【解決手段】 薄板用ガスシールドアーク溶接用めっきなしソリッドワイヤにおいて、ワイヤ成分として質量%でC:0.02〜0.11%、Si:0.6〜1.3%、Mn:0.9〜1.95%、P:0.005〜0.015%、S:0.008〜0.030%、Nb:0.05〜0.60%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.01〜0.50g、リン脂質を0.008〜0.15g含み残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有することを特徴とする。
(もっと読む)
溶接ワイヤ
【課題】 シールドガスの種類と電流に依存せずに溶滴の移行形態を変えることのできる溶接ワイヤを提供すること。
【解決手段】 不活性ガスに活性ガスが混合された雰囲気下または活性ガス雰囲気下に用いられる溶接ワイヤであって、融点分布が径方向に異なる、または、熱伝導度、比熱、電気抵抗または密度の少なくともいずれか一つにより溶接時の溶接ワイヤの内部に径方向に不均一な温度分布が形成されるようにする。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用銅めっきソリッドワイヤ
【課題】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤに関し、特に低電流域から遷移領域で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤを提供する。
【解決手段】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.10%、Si:0.40〜0.95%、Mn:1.0〜1.95%、Ti:0.03〜0.15%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.005〜0.50g、リン脂質を0.008〜0.15g含み残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有する。
(もっと読む)
91 - 100 / 120
[ Back to top ]