
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
161 - 170 / 280
融解性の金属材料から成る複数の部品を永久接続するための方法と装置
本発明は、ハイブリット溶接プロセスを実行するためのロボット制御の溶接ユニットを用いて、融解性の金属材料から成る複数の部品相互を永久的に接続するための方法に関わる。この方法に従えば、高性能マグ溶接プロセス(高性能MAG)が、実行される。この高性能マグ溶接プロセスを実行する部品は、前記ハイブリット溶接プロセスを実行するために、前記ロボット制御の溶接ユニットによって運ばれ、前記ハイブリット溶接プロセスに貢献するマグ溶接を実行するユニットは、前記溶接ユニットによって引かれるようにして案内される。 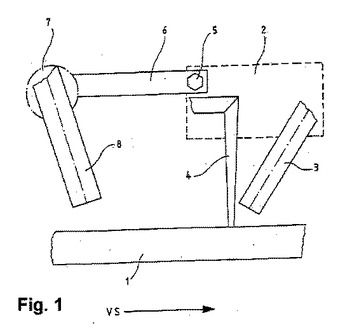 (もっと読む)
(もっと読む)
補剛板及び補剛板の製造方法
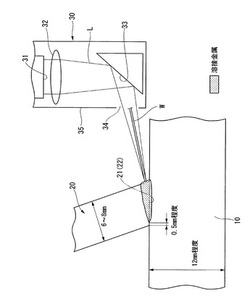
【課題】鋼板への補剛材の溶接品質の向上を図り且つ疲労強度の向上を図る。
【解決手段】鋼板10と共に閉断面構造をなす補剛材20を前記鋼板10の表面に複数溶接してなる補剛板であって、前記補剛材20は、前記鋼板10に当接する縁部が前記閉断面構造の外側から所定出力のレーザLを所定方向から照射されて所定溶接速度でレーザ溶接されることにより、前記鋼板10に接合されている。
(もっと読む)
アークスポット溶接方法

【課題】溶接施工の能率を向上し、溶接時の溶落ちを防止するとともにスラグの発生量を低減し、さらに平滑な溶接金属を得ることが可能なアークスポット溶接方法を提供する。
【解決手段】単一の電極として溶接用鋼ワイヤ2を供給し、重ね合わせた薄鋼板5、6のアークスポット溶接を行なうアークスポット溶接方法において、活性ガスをシールドガス3として用いかつ溶接用鋼ワイヤを用いてアーク4を発生させ上側の薄鋼板を溶融する第1溶接工程と、不活性ガスをシールドガスとして用いかつ溶接用鋼ワイヤを用いてアークを発生させて下側の薄鋼板を溶融する第2溶接工程と、生成した溶融メタルを凝固させて溶接金属を形成する冷却工程と、を有するアークスポット溶接方法である。
(もっと読む)
非消耗電極式溶接方法およびその装置
【課題】汎用的な一重構造の溶接トーチを用い、溶接に際して必要なシールドガスは不活性ガスのみでよく、溶接品質を低下させることなく溶接金属部を深くし、かつ容易な溶接施工を可能とし、しかも溶接効率を高めることができる非消耗電極式溶接方法および装置を提供する。
【解決手段】溶接トーチ1にシールドガスとして不活性ガスのみを流し、電極3と被溶接物4との間にアークを発生させて、被溶接物を溶接する際、前記溶接トーチ1のシールドガスを流すノズル2aの内径をXmmとし、このノズルからのシールドガスの流量をYリットル/分とした時、以下の式を満足するようにノズル2a内径とシールドガス流量を定める。
6≦X≦12.5
4≦Y
Y≧0.4X
Y≦−0.8X+17
Y≦0.5X+4
(もっと読む)
母材および溶接部靱性に優れた超高強度高変形能溶接鋼管の製造方法
【課題】高変形性能を有しつつ,靱性,特に亀裂伝播停止特性を劣化させずに,耐切断割れ性を改善し,さらに溶接金属の靱性を低下させることなく,母材以上の継手強度を達成した引張強度900MPa以上のラインパイプ用溶接鋼管の製造方法を提供する。
【解決手段】特定成分とフェライト+ベイナイト,フェライト+マルテンサイト,およびフェライト+ベイナイト+マルテンサイトのいずれかが面積分率で90%以上で,かつフェライトの面積率が10〜50%であり,ベイナイトおよび/またはマルテンサイト中のセメンタイトの平均粒径が0.5μm以下のミクロ組織を有する、引張強度900MPa以上かつ降伏比≦85%の鋼板を冷間加工で管状に成形した後,CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって,溶接金属の化学組成が特定成分となるように溶接する。
(もっと読む)
T型継手の貫通溶接方法及びT型継手の貫通溶接構造物
【課題】上板側に形成される開先溝やギャップを不要とし,上板表面からのアーク溶接によって下側の立板側まで溶融接合した健全な溶接金属部を得ることにある。
【解決手段】下側の立板3の上端面に上板1を配置してT型継手を形成し,さらに,前記T型継手の上板1の表面部に溶け込み促進剤4を塗布した後,非消耗電極方式のアーク溶接を遂行する際,下側の立板厚T2が上板厚T1と同一の厚み又は上板厚T1より薄い場合は,上板1裏面貫通後の立板3側の溶融プール7aの溶け幅wを立板厚T2以上に形成させ,一方,前記下側の立板厚T2が上板厚T1より厚い場合には,前記溶融プール7aの溶け幅wを上板厚T1以上に形成させて,所望の溶接金属部7bを有する溶け込み形状とする。
(もっと読む)
プラズマミグ溶接方法
【課題】アークを安定させて、溶着金属の低温靱性の特性が良好である溶接ビードを得ることができるプラズマミグ溶接方法を提供する。
【解決手段】本発明のプラズマミグ溶接方法は、非消耗のプラズマ電極と被溶接物との間にプラズマアークを発生させ、プラズマ電極を中空形状とし、絶縁した溶接ワイヤを中空形状内を通って送給し、溶接ワイヤと被溶接物との間にミグアークを発生させ、プラズマ電極内にセンターガスを供給する。プラズマ電極を取り囲むプラズマノズル内にプラズマガスを供給し、プラズマノズルを取り囲むシールドノズル内にシールドガスを供給し、センターガス及びプラズマガス及びシールドガスとして不活性ガスを使用する。
この結果、ミグアークを安定させることができ、良好な溶接ビードを得ることができる。また、溶着金属の低温靱性の特性が良好である溶接継手が得られる。
(もっと読む)
プラズマGMA溶接トーチおよびプラズマGMA溶接方法
【課題】プラズマGMA溶接をスムーズに開始するとともに、良好な溶接ビードを形成することが可能なプラズマGMA溶接トーチおよびプラズマGMA溶接方法を提供すること。
【解決手段】ワイヤ供給手段7によって中心軸に沿って送り出されるワイヤWを支持するコンタクトチップ1と、コンタクトチップ1を囲うように同心軸上に配置されたプラズマ電極2と、プラズマ電極2を囲うように同心軸上に配置されたシールドノズル4と、を備えるプラズマGMA溶接トーチA1であって、プラズマ電極2の先端は、コンタクトチップ1の先端よりもワイヤWの送給方向前方に位置しており、かつプラズマ電極2の先端とコンタクトチップ1の先端との距離hは、ワイヤWの直径の4.1〜7.5倍である。このような構成により、ワイヤWの曲がりに起因する溶接ビードの乱れを解消するとともに、プラズマアークの点弧確率をきわめて高いものとすることができる。
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 ワイヤにレーザビームが直接照射するよう前記レーザビームの光軸と前記ワイヤの中心軸とを配置し、レーザ・アーク間距離に応じてパルス周波数を設定する複合溶接方法と複合溶接装置に関する。
【解決手段】 レーザ・アーク間距離L0を設定するレーザ・アーク間距離設定手段17の設定値を入力してパルス周波数を設定するパルス周波数設定手段15と、前記パルス周波数設定手段15とパルス波形設定手段14の設定値を入力してパルスアーク溶接を行うパルスアーク発生手段13とを備え、前記レーザ・アーク間距離L0に応じてパルス周波数を設定することによって被溶接物6への入熱を低減させ、ギャップ裕度を向上させる。
(もっと読む)
溶接装置
【課題】安定したMIG溶接およびTIG溶接を施すことが可能な溶接装置を提供すること。
【解決手段】MIG電流AIwは、溶接対象材に対してワイヤが常に陽極側となる状態で流され、かつMIGベース電流値AIwbとMIGピーク電流値AIwpとを交互にとる波形とされており、TIG電流BIwは、溶接対象材に対してTIG電極が常に陰極側となる状態で流され、かつTIGベース電流値BIwbとTIGピーク電流値BIwpとを交互にとる波形とされており、MIG電流AIwがMIGピーク電流値AIwpをとる期間taと、TIG電流値BIwがTIGピーク電流値BIwpをとる期間tbとは、互いにシフトされている。このような構成により、MIGアークおよびTIGアークが途切れることが無く、また互いに及ぼしあう力を弱めることが可能であり、安定した溶接を行うことができる。
(もっと読む)
161 - 170 / 280
[ Back to top ]