
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
151 - 160 / 280
ハイブリッド溶接装置
【課題】ハイブリッド溶接は、高速溶接を行う溶接方法であるため、アーク溶接も大電流での溶接となる。ところが溶接開始時から大電流にすると、関節ロボットにハイブリッド溶接機を取り付けて溶接を行う場合、レーザと同期を取るためにロボットが停止している間、過入熱となる可能性がある。また、溶接開始時、レーザの熱が入らないと溶け込みが浅くなり、溶接ビードが凸形状になる可能性がある。
【解決手段】レーザとアークを複合して被溶接材の溶接を行うハイブリッド溶接装置において、溶接開始時に、通常のアーク溶接電流より低いアーク溶接電流を流し、前記低いアーク溶接電流が流れたことを確認してから、レーザ照射を開始し、前記レーザ照射の開始を確認してから前記通常のアーク溶接電流値に切り換えて溶接を実施する。
(もっと読む)
溶接機用のシールドガス流量コントローラ
シールドガス源(200)と電気アーク溶接機のシールドガス弁(800)との間のシールドガス供給ライン内に挿入する電気アーク溶接機用のシールドガス流量コントローラ(100)であって、シールドガス(200)入力およびシールドガス出力(600)と、シールドガスの入力と出力との間に接続されかつ制御入力(170)を有する制御可能なガス弁(110)と、コントローラ手段であって、溶接作業中の溶接機の電気溶接アーク電流(900)を表す溶接信号を受ける第1の入力(400)と、溶接信号の関数でありかつ望ましいシールドガス流量を表す流量設定出力を生成するガス流量設定制御(300)手段とを有するコントローラ手段とを有する。前記シールドガス流量コントローラは更に、前記シールドガス入力に接続してシールドガス入力の圧力測定値(150)を第2のコントローラ手段入力に与える入力圧力センサ(120)と、前記シールドガス出力に接続してシールドガス出力圧力測定値を第3のコントローラ手段入力(160)に与える出力圧力センサ(140)と、流量設定出力修正手段であって、前記シールドガスの入力および出力の圧力測定値と、前記溶接信号と、前記制御弁の特性とに基づいて前記ガス流量設定制御手段の流量設定出力を修正して前記制御可能なガス弁の前記制御入力に入力する制御信号(170)を生成し、前記溶接作業中は、前記シールドガスの入力および出力のそれぞれの実際のシールドガス入力圧力および出力圧力とは実質的に独立に、前記流量設定出力に対応する実質的に一定のシールドガス流量を前記溶接機への前記シールドガス供給ライン内に保持するようにする流量設定出力修正手段とを含む。 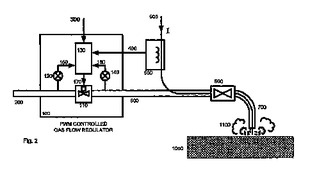 (もっと読む)
(もっと読む)
物品を溶接するための方法及び装置

【課題】開示するのは、物品を溶接する方法である。
【解決手段】本方法は、上記物品を全面的に囲繞する壁を備を有するエンクロージャであって、物品をその少なくとも実質的に全体で均一に加熱する構成及び寸法の付属加熱装置を有するエンクロージャ内に、物品を配置する段階と、エンクロージャ内に非反応性雰囲気を確立する段階と、加熱装置を作動させて、エンクロージャ内で物品をその少なくとも実質的に全体で溶接温度に均一に加熱する段階と、エンクロージャ内で、物品の少なくとも実質的に全体で溶接温度を維持しながら物品を溶接する段階とを含む。
(もっと読む)
レーザ溶接継手および当該継手を用いた接合体
【課題】安定したシールドガス雰囲気をつくり、熱伝導のバランスが良いレーザ溶接継手および当該継手を用いた接合体を提供すること。
【解決手段】一対の被接合部材10A,10Bの端部同士を突き合わせ、その突き合わせた接合部に対してシールドガスを噴射しながら行われるレーザ溶接又はレーザ・アークハイブリッド溶接を行うためのものであって、一対の被接合部材10A,10Bに対し、両方の被接合部材の端面から突き出した一対の接合突起17,18と、一方の被接合部材の端面から突き出した副突起19とが形成され、一対の接合突起17,18を突き合わせた場合に、副突起19を他方の被接合部材の端面側に突き当てることにより、一対の接合突起17,18と副突起19とによって囲んだ裏側空間20を形成するレーザ溶接継手。
(もっと読む)
亜鉛めっき鋼板のMAG溶接用シールドガスおよびこのシールドガスを使用した溶接方法
【課題】亜鉛めっき鋼板のMAG溶接法による重ね隅肉溶接に際して、溶接部にブローホールやピットが発生しないようにするためのシールドガスを得る。
【解決手段】炭酸ガスx容量%、酸素y容量%、残部がアルゴンからなる3種混合ガスを用い、炭酸ガスと酸素との混合比が以下の数式を同時に満足するものである。
y≦10・・(1)、y≧−x+45・・(2)、x≧40・・(3)、y≧−1/10x+5.5・・(4)、y≦1/20x−2・・(5)、y≧0・・(6)、y≧1/30x−5/3・・(7)、y≦−1/20x+5.5・・(8)、y≧3/40x−7/4・・(9)、y≦−1/3x+35・・(10)
(もっと読む)
アーク溶接装置
【課題】 ガスシールドアーク溶接において、溶接速度が速くなってもアーク発生部のシールドガス遮蔽状態を自動的に良好な状態に維持することを目的とする。
【解決手段】 溶接速度設定信号Srを出力する溶接速度設定部RCと、溶接トーチ4にシールドガス6を供給するシールドガス供給手段GB、7と、溶接速度設定信号Srを入力として溶接トーチ4に供給するシールドガス6の流量を設定するための流量設定信号Frを出力する流量設定部FRと、流量設定信号Frに対応したガス流量に調節する流量調節手段FCと、溶接速度設定信号Srを入力としてシールドガス6の圧力を設定するための圧力設定信号Prを出力する圧力設定部PRと、圧力設定信号Prに対応したガス圧力に調節する圧力調節手段PCと、を備えたアーク溶接装置である。
(もっと読む)
プラズマ切断方法
【課題】鋼板に代表される被切断材をプラズマ切断するに際し、ヒュームの発生を軽減させる。
【解決手段】プラズマトーチのノズルから被切断材に向けてプラズマアークを噴射して該被切断材を切断するプラズマ切断方法であって、プラズマガスとして周期表第2周期までのハロゲンガス及び希ガス並びに水素ガスの中から選択された1種のガス又は複数種のガスと、酸素又はアルゴン又は窒素を含むガスとの混合ガスを電極の周囲に供給して電極とノズル又は電極と被切断材との間に通電して形成したプラズマアークを被切断材に向けて噴射して該被切断材を切断するか、又は周期表第2周期までのハロゲンガス及び希ガス並びに水素ガスの中から選択された1種のガス又は複数種のガスを酸素又はアルゴン又は窒素ガスを主成分とするプラズマアークに添えて被切断材に向けて噴射して該被切断材を切断する。
(もっと読む)
厚肉金属加工品を溶接によって結合する方法および装置
本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
燃料タンク製造方法及び燃料タンク
【課題】本発明は自動車用の燃料タンク製造方法及び燃料タンクに関し、厳密な隙間管理を要することなく、溶接欠陥も生ずること無く、錫−亜鉛クロムフリーめっき鋼板の溶接により自動車用の燃料タンクの製造を実現することを目的とする。
【解決手段】自動車用燃料タンクは錫−亜鉛クロムフリーめっき鋼板を素材とする。錫−亜鉛クロムフリーめっき鋼板は絞り加工に付され、その結果、外周に沿ってフランジ部を形成した一対の半体10, 12が形成される。この一対の半体10, 12は夫々の凹部が内面側で対向するようにフランジ部10-1, 12-1にて突き当て密着せしめられ、このフランジ突当部10-1, 12-1に沿ってレーザビーム及びアークビームが当てられ、レーザ・アークハイブリッド溶接が行われる。燃料タンク面に取り付けられる燃料インレット管やブラケットなどの付属品についてもレーザ・アークハイブリッド溶接することができる。
(もっと読む)
レーザとアークの複合溶接装置及び方法
【課題】ポロシティ等の溶接欠陥の発生の無い高品質な溶接部を得ることができると共に、安定した溶接ビードを形成することができるレーザとアークを併用した複合溶接装置及び方法を提供する。
【解決手段】レーザ光の照射によって被溶接材の表面に細く深い溝状のキーホールを形成し、アーク熱源用の電極と被溶接材の間にアークを発生させることによって、被溶接材の表面に溶融池を形成する。キーホールと溶融池は接続される。キーホールは、レーザ用シールドガスによってシールドされ、溶融池は、アーク用シールドガスによってシールドされる。レーザ用シールドガスとアーク用シールドガスは異なるガスである。
(もっと読む)
151 - 160 / 280
[ Back to top ]