
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
191 - 200 / 280
タンデムアーク溶接方法

【課題】既に普及しているロボットシステム、及び、既に普及している溶接ワイヤを用いることができ、低コストで、かつ、従来の低速に加え高速でも十分な継手疲労強度が得られるタンデムアーク溶接方法を提供する。
【解決手段】タンデムアーク溶接方法は、シールドガスを用い、2つの電極(L極EL及びT極ET)で1つの溶融池Pを形成して溶接し、Ni及びMnの含有量が、0.50(質量%)≦{Ni(質量%)+Mn(質量%)}≦6.00(質量%)を満足する鉄系ワイヤである第1溶接ワイヤ(溶接ワイヤW1又はW2)と、Ni及びMnの含有量が、11.00(質量%)≦{Ni(質量%)+Mn(質量%)}≦50.00(質量%)を満足するワイヤである第2溶接ワイヤ(溶接ワイヤW2又はW1)とを用いることを特徴とする。
(もっと読む)
高張力鋼溶接用ソリッドワイヤおよび高張力鋼のガスシールドアーク溶接方法

【課題】 建築構造物に適用して、溶接金属の引張強さが900MPa以上で安定した靭性が得られ、溶接欠陥のない高品質の溶接部が得られる高張力鋼溶接用ソリッドワイヤおよび高張力鋼のガスシールドアーク溶接方法を提供する。
【解決手段】 ワイヤ全質量に対する質量%で、C:0.04〜0.12%、Si:0.25〜0.55%、Mn:1.5〜2.5%、Ni:2.5〜3.5%、Cr:0.7〜1.2%、Mo:0.55〜0.90%、Ti:0.005〜0.10%、Al:0.01超〜0.035%を含有し、P:0.012%以下、S:0.008%以下、N:0.006%以下で、その他はFeおよび不可避不純物であることを特徴とする。また、ワイヤ全質量に対する質量%で、VまたはNbの1種以上の合計:0.005〜0.035%を含有することを特徴とする。
(もっと読む)
超高強度溶接鋼管の製造方法
【課題】脆性亀裂伝播特性に優れ、天然ガスや原油の輸送用として好適な引張強度800MPaを超える超高強度溶接鋼管の製造方法を提供する。
【解決手段】脆性亀裂伝播停止特性に優れた引張強度800MPa以上の鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
変形能に優れた超高強度溶接鋼管の製造方法
【課題】天然ガスや原油の輸送用として好滴な、引張強度800MPaを超え、変形能に優れる超高強度溶接鋼管の製造方法を提供する。
【解決手段】降伏比80%以下かつ引張強度800MPa以上の、質量%でC:0.03〜0.12%、Si:≦0.5%、Mn:1.8〜3.0%、P≦0.010%,S≦0.002%、Al:0.01〜0.08%、Cu:≦0.7%、Ni:0.01〜3.0%、Cr:≦1.0%、Mo:≦1.0%、Nb:0.01〜0.08%、V:≦0.10%、Ti:0.005〜0.025%、B:≦0.005%、Ca:≦0.01%、REM:≦0.02%、Zr:≦0.03%、Mg:≦0.01%、N:0.001〜0.006%、PcmB≦0.22、残部Feおよび不可避的不純物からなる鋼板を冷間加工で管状に成形した後,突合せ部を、CO2ガスシールドを用いたレーザーとAr−CO2ガスシールドを用いたガスシールドアーク溶接を組合わせたハイブリッド溶接法によって溶接する。
(もっと読む)
ステンレス鋼管の溶接装置及び溶接方法
本発明は、ステンレス鋼管の溶接ビーズ部に酸素遮蔽用アルゴンガスを噴射させつつステンレス鋼管の接合部のスキ間をTIG又はプラズマ溶接するステンレス鋼管の溶接装置及び溶接方法を提供する。本ステンレス鋼管の連続溶接装置は、円状に巻かれた鋼管のスキ間に母材及び溶接材のうちの何れか一つを溶融させつつ酸素遮蔽用アルゴンガスを噴射させる溶接機と、前記鋼管の内部に設置されて、前記溶接機により溶接が進行している溶接ビーズ部から所定距離後方に位置した既に溶接が完了した溶接ビーズ部の内面に向かって、4l/min〜20l/minのアルゴンガスを噴射させる噴射ノズルの形成されたガス供給管と、を備える。本発明によれば、アルゴンガスによって溶接部位の酸化が防止されるとともに、溶接が完了した溶接ビーズ部が急冷されて自動的に固溶化熱処理過程が行われるので、硬度及び耐腐食性などの物理的特性が鋼管の母材と同じステンレス鋼管を連続的に生成できる。 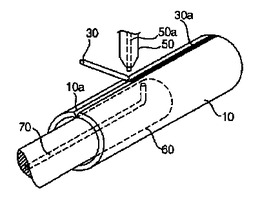 (もっと読む)
(もっと読む)
溶接のための装置及び方法
本発明は、アーク溶接トーチ及び溶接位置からフュームガスを抽出する方法に関する。アーク溶接トーチであって、溶接電極と、前記溶接電極と溶接位置の周囲にシールドガスカーテンを導くように適合される少なくとも1つのシールドガス孔とを含む。少なくとも1つのシュラウドガス孔がシールドガス孔から放射状に外側に配置され、排出するシュラウドガスに放射状に外側向きの速度成分を与えるように適合される。フュームガスは、好ましくはシールドガスカーテンとシュラウドガスカーテンの中間の放射状の位置から抽出される。 (もっと読む)
ステンレス鋼の溶接方法及びステンレス鋼用溶接ワイヤ
【課題】ステンレス溶接において、アークが安定し、ポロシティ、溶接部の割れが発生しない、溶接方法及び溶接ワイヤを提供する。
【解決手段】ステンレス鋼を窒素混合シールドガスを用いてアーク溶接するに当り、ワイヤ成分としてCr、Mo、Al、Vの各成分を含有する溶接用ワイヤを使用し、これらのワイヤの配合成分がC:0.018wt%以下、Si:0.60〜1.30wt%、Mn:0.35〜1.00wt%、Mo:1.5〜3.0wt%、P:0.030wt%以下、S:0.030wt%以下、Cr:22.0〜30.0wt%、Al:0.03〜0.1wt%、V:0.05〜0.35wt%、残りFeであるもの。
(もっと読む)
溶接トーチアッセンブリおよびその使用方法
【課題】トーチ本体を交換することなく、適宜、MIG溶接用またはTIG溶接用のトーチとして用いることができる溶接トーチアッセンブリを提供する。
【解決手段】シールドガスを噴出するための外筒ノズル1内に溶接トーチ1が収容された溶接トーチアッセンブリA1であって、上記溶接トーチ2は、ワイヤ送給路21aを内部に備えるトーチボディ21と、このトーチボディ21の先端に取り付けられ、かつ、上記ワイヤ送給路21aにつながるワイヤ給送穴24aが縦貫するチップボディ24と、このチップボディ24の先端に着脱可能に取り付けられた給電チップ26とを備えており、 上記給電チップ26として、先端にタングステン電極27を有するTIG溶接用給電チップ26Bが取り付けられている。
(もっと読む)
MAG溶接方法及びこれに用いるシールドガス
【課題】亜鉛めっき鋼板を溶接する場合においてもブローホールやピットの発生を確実に防止して好適な溶接金属を形成可能なMAG溶接方法及びこれに用いるシールドガスを提供する。
【解決手段】溶接トーチの先端から送り出される溶接ワイヤと亜鉛めっき鋼板の間にアークを発生させ、シールドガスを供給しながら溶接金属を形成するステンレス鋼ワイヤを用いたMAG溶接方法において、シールドガスが、酸素と二酸化炭素と不活性ガスの混合ガスとされ、酸素の体積をY%、二酸化炭素の体積をX%としたときに、酸素と二酸化炭素の混合割合を、−X+1≦Y≦−0.25X+10、0≦X≦30、且つ0≦Yとなるように調整して、残体積を不活性ガスとする。
(もっと読む)
アーク溶接装置及びアーク溶接方法
【課題】作業環境に影響されることなく、溶接後の溶接金属のシールド及び冷却を可能にしたアーク溶接装置及びアーク溶接方法を提供する。
【解決手段】溶接トーチの先端から送り出される溶接ワイヤ1と被溶接物4の間にアーク10を発生させて溶接金属11を形成するためのアーク溶接装置であって、アーク10の熱影響を受ける被溶接物4の溶接部3表面にドライアイス8aを供給するドライアイス供給装置8が具備されている。また、このドライアイス供給装置8は、略円筒状に形成されたノズル8bと、ノズル8bの内孔を給送されて先端から溶接部3に供給するドライアイス8aの量を制御可能な開閉機構8cと、ドライアイス8aを一時的に貯留可能なホッパー部8fとを備えている。
(もっと読む)
191 - 200 / 280
[ Back to top ]