
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
201 - 210 / 280
溶接トーチおよび溶接トーチを用いた溶接システム
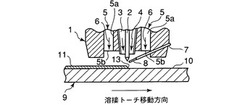
【課題】効率的に溶接部近傍を冷却することができ、溶接する金属材の熱ひずみを抑えることができる溶接トーチを提供する。
【解決手段】金属材9を溶接する溶接トーチ1は、中心部に設けられた棒状の電極2と、電極2周囲に設けられ、金属材9方向にシールドガス4を噴出するシールドガスノズル3とを備えている。冷却ガスノズル5は、シールドガスノズル3を取り囲んで設けられており、内部に冷却ガス流路5aが形成されるとともに、冷却ガス噴出口5bから金属材9方向に向けて冷却ガス6を噴出する冷却ガスノズル5を有している。冷却ガスノズル5の冷却ガス噴出口5bから噴出される冷却ガス6は、金属材9の溶接部13近傍を冷却する。
(もっと読む)
継手靭性に優れた高張力溶接継手およびその製造方法
【課題】高価な合金元素を添加せずに、HAZ部において高い破壊安全性を有する高張力溶接継手とその製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.15%、Si:0.01〜1.0%、Mn:0.1〜2.0%、P:0.015%以下、S:0.01%以下及びAl:0.005〜0.1%を含有し、残部Feおよび不純物からなる鋼を母材としてアーク溶接した溶接継手であって、板厚方向平均層密度が0.22pass/mm以上であるとともに、溶接部を断面からみた時の各層の溶け込み深さdの平均値daveと各層の幅wの平均値waveが(1)式を満足することを特徴とする、780MPa以上の引張強さを有する高張力溶接継手。
dave<wave・・・・・・・・・・・・・・・・(1)式
ここで、板厚方向平均層密度とは、靭性の評価対象としている溶融線に関して、溶接接合されている板厚方向の領域の長さ(mm)に対する溶接層数の比の平均値をいう。
(もっと読む)
被接合部材の溶接接合方法並びに溶接接合体及び鉄道車両用構体

【課題】溶接速度を落とすことなくアンダーフィルによる影響をなくした被接合部材の接合方法を提供すること。
【解決手段】被接合部材11,12の接合端面を突き合わせ、その接合端面同士が重なった接合線14に沿ってレーザビームを照射し、それによって被接合部材11,12同士を溶接した溶接接合体10を得るためのものであって、被接合部材11,12の端部に形成された突出部13の接合端面を突き合わせ、その突出部13によって被接合部材11,12の表面よりも高い位置にある接合線14に沿ってレーザビームを照射し、被接合部材11,12同士の溶接後、その溶接部にできたアンダーフィルによる凹部15の深さ以上に突出部を切削し、接合部16表面を平らにするようにした被接合部材の溶接接合方法。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して2枚の亜鉛めっき鋼板の重ね隅肉溶接の際のシールドガスとして適正な混合比のアルゴンガスと炭酸ガス、酸素ガスガスの混合ガスを使用することにより、安価かつ簡便な方法によりビード表面のピット発生及びビード不整やアンダカット等の発生を防止する。
【解決手段】シールドガスとして、アルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、
3≦A≦25、5≦B<13 かつ B≧10―0.33A
の範囲に調整したものを使用する。
(もっと読む)
レーザ溶接装置およびレーザ溶接時の隙間制御方法
【課題】簡単な構造で両溶接部分間の隙間を精度良く制御して、レーザ溶接を確実に行えるレーザ溶接装置の提供を図る。
【解決手段】シルインナ10の溶接部分11とフロアパネル20の溶接部分21とを対峙させ、それら両溶接部分11,21をレーザ溶接装置1を用いて重ね溶接する際に、シルインナ10に励磁手段100を設けて、そのシルインナ10の溶接部分11を励磁してフロアパネル20の溶接部分21を引き付け、両溶接部分11,21間の隙間δを略一定に保持するようにしたので、レーザ溶接時の熱付加により両溶接部分11,21が残留応力等で互いに離れる方向に変形する場合に、励磁手段100によって両溶接部分11,21間の隙間δを略一定に保持できるので、励磁手段100を設けるという簡単な構造にして両溶接部分11,21間の隙間を精度良く制御してレーザ溶接を確実に行うことができる。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して亜鉛めっき鋼板を重ね溶接する際に使用するシールドガスにおいて、溶接部にピットの発生が無く、溶接金属の溶け落ち、穴開きなどが防止できるハイブリッド溶接用のシールドガスを得る。
【解決手段】シールドガスとしてアルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、鋼板間のギャップがゼロである場合、
15≦A≦50、かつ5≦B≦9、かつ B≧21―0.8A
の範囲に調整し、残部をアルゴンガスとしたものを使用する。
(もっと読む)
溶接方法
【課題】従来よりも酸素ガス等の混合ガスの少ないアルゴンガスを用いて安定的にMIG溶接を行う。
【解決手段】母材の表面に対してアーク放電を行うことにより所定領域に溶接クリーニングを行う。次いでその所定領域に対してアルゴンをシールドガスとしてMIG溶接を行う。シールドガスには、アルゴン以外の成分は積極的には添加されない。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
(もっと読む)
ナロウグルーブのシールドガス供給方法及びシールドガス供給ウェッジ
【課題】ナロウグルーブ底部における溶接アークに対してシールドガスを供給するためのシールドガス供給チューブを提供する。
【解決手段】本シールドガス供給チューブは、ガス供給端部(34)とガス吐出端部(36)とを有する少なくとも1つのほぼ中空の細長い平面チューブと、互いに分離されかつ前記供給端部と前記吐出端部との間で延びる前記チューブ内の一対のガス通路(38、40)と、前記一対のガス通路と個別に連通した前記供給端部における一対のガス供給管継手(52、54)と、を含む。
(もっと読む)
レーザ照射アーク溶接ヘッド
【課題】治具と干渉することが減少され、狭隘な溶接箇所を溶接することができ、操作性を著しく向上させることができるレーザ照射アーク溶接ヘッドを提供する。
【解決手段】レーザ光を被溶接物の溶接箇所に照射するレーザトーチ12と、溶接箇所に消耗電極ガスシールドアーク溶接を行う溶接トーチ5と、レーザトーチ12内に設けられて光ファイバ11によって伝送されたレーザ光を平行光に変換する1枚又は複数枚のコリメートレンズ13と平行光に変換されたレーザ光を被溶接物へ集光する1枚又は複数枚の集光レンズ15とからなる集光レンズ光学系とを備え、集光レンズ光学系のうちレーザトーチ先端に設けられた1枚のレンズが固定され、その他のレンズのうち被溶接物上に照射されるレーザ光のスポット径によって予め選択された1枚又は複数枚のレンズを光軸に沿って移動させるレンズスライド機構とを備えたレーザ照射アーク溶接ヘッド。
(もっと読む)
201 - 210 / 280
[ Back to top ]