
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
221 - 230 / 280
レーザ照射アーク溶接方法
【課題】ギャップを有する重ね継手の隅肉溶接において、均一で十分な溶け込み深さが得られ、継手強度が大きい溶接ビードを上板と下板とに橋渡しして形成することができ、疲労強度を向上させることができるレーザ照射アーク溶接方法を提供する。
【解決手段】上板と下板との間にギャップを有する重ね継手の隅肉溶接個所にレーザ光を照射すると共に、溶接ワイヤと重ね継手との間にEN比率を設定した交流電力を供給して消耗電極ガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、ギャップの長さが増加するに従って、レーザ光のビームスポットの径を増加させると共にビームスポット径に対応させてレーザ出力を増加させ、かつ、レーザ光を下板側に照射させてビームスポットの外形が上板の下端部が下板の表面と重なる継手線にほぼ一致するようにレーザ光を照射する。
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法

【課題】 アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法。
【解決手段】 シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ipと平均時間幅Tpが所定範囲を満足する矩形波パルスが周期的に印可され、平均ベース電流Ibが所定範囲を満足するよう電流波形を制御し、溶接トーチの先端に取り付けられた磁気コイルから磁束密度3〜8MT、デューティー比30〜70%、周波数5〜30Hzの矩形波交流磁場を溶融池の表面に対して垂直方向に印加して溶融池を攪拌させながらアーク溶接を行う。
(もっと読む)
亜鉛めっき鋼板の消耗電極式アークスポット溶接方法
【課題】ギャップを有する板厚1mm未満の薄板亜鉛めっき鋼板の重ね溶接継手であっても、品質に優れる溶接を行うことができる亜鉛めっき鋼板の消耗電極式アークスポット溶接方法を提供する。
【解決手段】溶接作業を、アークを起動するスタート制御期間と、このスタート制御期間溶接に続き溶接を行う溶接出力制御期間と、この溶接出力制御期間に続きアーク消滅後の消耗電極の先端を整形する球滴制御期間に分ける。そして、シールドガスを炭酸ガスまたは炭酸ガスを主成分とするアルゴンとの混合ガスとし、アーク発生後の溶接出力制御期間における出力(アーク電圧Vavとワイヤ送給速度WF)を少なくとも3段階に変化させた後、所定の休止期間を設け、再び所定期間のアークを発生させた後、溶接を終了する。
(もっと読む)
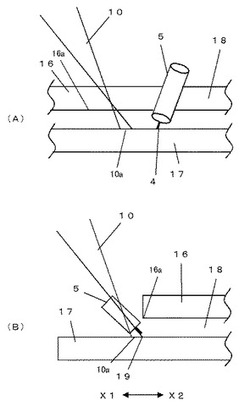
重ね隅肉溶接方法
【課題】優れた疲労特性が要求される自動車用薄鋼板の、レーザ溶接とガスメタルアーク溶接の複合溶接からなる重ね隅肉溶接方法を提供する。
【解決手段】先行溶接をレーザ溶接、後行溶接をガスメタルアーク溶接とし、レーザ溶接による溶融池が凝固する前に、溶融池にガスメタルアーク溶接のアーク放電を行う。レーザ溶接におけるレーザのビーム径D(mm)、レーザ出力P(W)および溶接速度V(m/min)は次式を満足する。 120<P/(S・V2)<170ここでS=π(D/2)2はレーザビーム照射面積。
(もっと読む)
MIGブレージング用シールドガスおよびこのシールドガスを用いた溶接方法
【課題】炭素鋼板、亜鉛めっき鋼板、ステンレス鋼板をMIGブレージング溶接する際に、アークのふらつきを抑制し、溶滴をスムーズに離脱させ、陰極点を安定とする。
【解決手段】被接合材が炭素鋼板間、ステンレス鋼板間、炭素鋼板とステンレス鋼板間では、Heが20〜80%と残部がArからなる混合ガスを用い、また亜鉛めっき鋼板では、CO2が3〜6%と残部がAr、He、またはArとHeとの混合ガス、またはO2が2〜4%と残部がAr、He、またはArとHeからなる2種または3種の混合ガスを用い、炭素鋼板間、ステンレス鋼板間、炭素鋼板とステンレス鋼板間、炭素鋼板と亜鉛めっき鋼板間、ステンレス鋼板と亜鉛めっき鋼板間では、O21〜2%とHe20〜80%と残部がAr、またはO21〜2%と残部がArである混合ガスを用いる。
(もっと読む)
溶接トーチ、溶接ヘッド、ガスノズルおよび接触パイプ並びに溶接後工程の制御方法
本発明は、シングルまたはマルチワイヤの溶接トーチ6、より具体的には、レーザ複合式のシングルまたはマルチワイヤの溶接トーチ6に関し、溶接トーチ6は、溶接装置にホースパックを介して接続され、トーチハンドル、筒状の溶接トーチハウジング、接触ハウジング、接触チューブ20a,20bおよびガスノズル2のようないくつかの構成要素からなり、接触チューブ20a,20bおよびガスノズル2を受け入れる内部挿入物28が溶接トーチハウジングの端部領域に取り付けられている。少なくとも部分的に柔軟な材料からなる固定部材30が、内部挿入物28またはハウジング2の上に配置され、必要に応じ、内部挿入物28とガスノズル2との間の、特に気密な接続を引き起こす。この接続は、固定部材の空間的膨張によって達成され得る。ロボット溶接システム、溶接トーチ6用のガスノズルキャップおよびガスノズル2のプロセス制御の方法も開示されている。 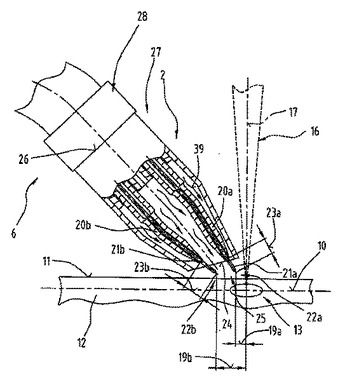 (もっと読む)
(もっと読む)
溶接装置
【課題】 接合長さの長い突き合わせ部をハイブリット溶接する場合でも、プラズマアークを安定させて良好な接合部を得ることができる溶接装置を提供すること。
【解決手段】 ベース23に埋設した下部電極21上に2枚の被溶接部材80をその板端を付き合わせた状態で載置し、該被溶接部材80を、その上面をクランプ30により押さえて下部電極21上に固定し、突き合わせ部81の溶接線83に沿って溶接ヘッド40を走行させることにより、突き合わせ部81を溶接する溶接装置であって、下部電極21が溶接線83に平行で該溶接線83の下側に所定幅の間隙をもって互いに対向するように配置されており、ベース23が、その上角凹部に下部電極21を絶縁材25を介して保持し、溶接線83の下側で所定幅の間隙Kで離間するように配置されている溶接装置において、離間した下部電極21の、溶接ヘッド40の走行開始側の端面51を導電材211で連結した。
(もっと読む)
長寿命の溶接電極及びその固定構造、溶接ヘッド並びに溶接方法
【課題】 溶接電極の耐久性を向上させ、溶接の作業効率の向上、交換時間の短縮をは図り、信頼性の高い溶接を長時間可能とする溶接電極の固定構造、溶接ヘッドを提供すること。
【解決手段】 溶接電極301を挿入するための挿入部304を有する固定台302の挿入部304に、熱伝導性材料303を介して溶接電極301の固定部305を挿入し、溶接電極301の固定部305の周面と固定台302とを均一に接触させて溶接電極301を固定台304に固定したことを特徴とする。
(もっと読む)
レーザ・アークハイブリッド溶接方法
【目的】 レーザによる蒸発が多い鋼板や亜鉛メッキ鋼板や各種アルミニウム合金、その他不純物元素の多い鋼板をレーザ・アークハイブリッド溶接するに際し、アークとレーザにより形成されるレーザプルームとの相互作用によって生じるマイナス効果を確実に防止できる溶接方法を提供する。
【構成】 パルスアークの近傍にレーザを照射するレーザ・アークハイブリッド溶接において、アーク電流およびアーク電圧と同期してレーザ出力を変動させるとともに、アーク出力がベース出力からピーク出力に変化する時点よりあらかじめ設定した遅延した時点にレーザ出力をピーク出力からベース出力に変化させる。
(もっと読む)
シールドガス、これを用いた溶接方法および被溶接物
【課題】 適正な溶接条件を設定することで、溶接品質を低下させることなく溶接金属部の溶け込みを深くするようにした。
【解決手段】 ヘリウムガスに酸素ガスを添加してその濃度を0.2vol.%以上(好ましくは0.4vol.%以上)としたシールドガスを使用し、溶接金属中の酸素濃度を70〜700ppmとすることで溶接金属部の溶け込み深さを深くし、溶接金属部の寸法比D/W値を大きくした。また、溶接電流、溶接速度、アーク長の適正な範囲をなす溶接条件のうち少なくとも一つを満たして溶接することで、溶接品質を低下させることなく、さらなる深溶け込みを実現させる。
(もっと読む)
221 - 230 / 280
[ Back to top ]