
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
251 - 260 / 280
複合溶接装置およびその方法
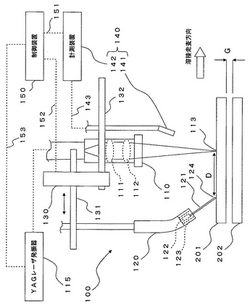
【課題】被溶接材間の隙間量が変化する場合であっても、ポロシティの発生および未溶着の発生を低減および防止する。
【解決手段】
複合溶接装置100は、重ね合わされた被溶接材201,202上にレーザ光を集光して照射するレーザ光照射部110と、供給された溶接ワイヤ121と被溶接材201,202との間にアークを発生させるトーチ部120と、溶接の実行中に、レーザ光の照射位置113と溶接ワイヤ121の端部位置124とを近接離間させる駆動部130と、を有する。検出部140がポロシティおよび未溶着の発生を検出し、制御装置150は、検出部140の検出結果によって、駆動部130を制御する。
(もっと読む)
溶接装置および溶接方法

【課題】 ポロシティの発生を防止しつつ、深い溶け込み溶接を達成できる溶接装置を提供する。
【解決手段】 重ね合わされた金属材60上にレーザ光12、14を集光して照射するレーザ光照射部20と、負極から金属材60との間にアークを発生させて、レーザ光12と共に、金属材60を溶融する負極溶接トーチ30と、正極から金属材60との間にアークを発生させて、レーザ光14と共に、金属材60を溶融する正極溶接トーチ40と、正極溶接トーチ30による金属材60の溶融時に供給されるワイヤ42と、を有し、負極溶接トーチ30により金属材60を溶融する際に、金属材60が蒸発してできた金属蒸気が溶融金属68外部に誘導される溶接装置10。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用銅めっきソリッドワイヤ
【課題】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤに関し、特に低電流域から遷移領域で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤを提供する。
【解決手段】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.10%、Si:0.40〜0.95%、Mn:1.0〜1.95%、Ti:0.03〜0.15%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.005〜0.50g、リン脂質を0.008〜0.15g含み残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有する。
(もっと読む)
溶接用アフターシールド冶具
【課題】チタン材等の溶接における溶接部のガスシールド(空気絶縁)を図るアフターシールド冶具に屈曲,変形性(可撓性)を具備させて、冶具の使用範囲の拡大,ガスシールドの作業性並びに確実性を向上させる。
【解決手段】トレーラー2を薄肉金属片にて底面開放の半割筒体形状に形成して変形可能となし、トレーラー2内に,薄肉金属片にて筒体形状に形成して変形可能となした不活性ガス放射パイプを可動可能に配設するとともに不活性ガス拡散用の金属製繊維屑5を配置し、トレーラー2の底面開放部に金網4を取り付ける。
(もっと読む)
溶接トーチに従ってレーザユニットを制御するレーザ・アーク複合溶接のための装置と方法
本発明は、レーザ・アーク複合溶接方法並びに、レーザビーム(3)を発生するレーザユニット(2)と、アーク(5)を発生する溶接トーチ(4)と、レーザユニット(2)用の給電ユニット(6)と、溶接トーチ(4)用の給電ユニット(7)とを備えるレーザ・アーク複合溶接装置(1)に関する。エネルギーバランスを最適化すると共に、レーザ・アーク複合溶接法を夫々の条件に適合させるために、溶接トーチ(4)に従ってレーザユニット(2)を制御する制御装置(14)が設けられる。レーザ出力(PLaser)は、アーク出力(PArc)に適合させられると共に、閉制御回路によって制御される。 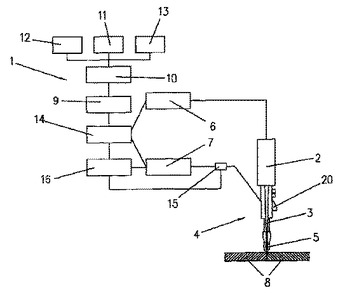 (もっと読む)
(もっと読む)
非消耗電極溶接トーチと該トーチを備えた溶接ヘッド
【課題】ボイラパネル等の配管同士の突き合わせ部の溶接など、隣接する配管の狭隘な間隙を利用して溶接作業が可能な小型の自動溶接ヘッドに搭載する超扁平非消耗電極溶接トーチと該溶接トーチを備えた溶接ヘッドを提供すること。
【解決手段】非消耗電極溶接用のトーチ本体1の内部を通過して非消耗電極2の先端に形成される溶接部にシールドガスを供給するガス供給機構として非消耗電極2の周囲に隔壁15により隔てられた2重の環状のガス空間11、12の内の外側のガス空間11から隔壁15に均等な間隔で設けた複数のオリフィス13を経由して内側のガス空間12にシールドガスを供給するためのガス供給路10を設け、内側のガス空間12から非消耗電極2を囲う領域に金網板5を介してガスを吹出させる。内側のガス空間12に設けられたガス吹出し用の開口部12aをオリフィス13からのガス吹出し方向とは異なる方向に向けて設ける。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用めっきなしソリッドワイヤ
【課題】 Ar−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤに関し、特に低電流域から遷移領域の溶接電流で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤを提供する。
【解決手段】 Ar−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.10%、Si:0.40〜0.95%、Mn:1.0〜1.95%、Ti:0.03〜0.15%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.01〜0.50g、リン脂質を0.008〜0.15g含み、残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有することを特徴とする。
(もっと読む)
レーザ照射アーク溶接方法
【課題】レーザ光が被溶接物に反射して、反射光が溶接トーチに照射されることが無いレーザ照射アーク溶接方法を提供する。
【解決手段】被溶接物の溶接個所にレーザ発振器から出力されたレーザ光を照射してガスシールドアーク溶接を行うレーザ照射アーク溶接方法において、レーザ光がアークに先行又は後行し、レーザ光と鉛直線とが形成する角度及び溶接トーチと鉛直線とが形成する角度がいずれも前進角又は後退角であり、レーザ発振器がファイバーレーザであるレーザ照射アーク溶接方法である。
(もっと読む)
窒素混合シールドガス溶接方法及び溶接用ワイヤ
【課題】 ガスシールドアーク溶接時において低コストで環境に優しい窒素シールドガスを用いる際のブローホールの発生を解消し得る溶接方法及び溶接用ワイヤの提供。
【解決手段】 軟鋼、490MPa級高張力鋼あるいは低合金鋼の窒素混合シールドガスアーク溶接に際し、Cr、Ti、AlとV、Ta、Zrのいずれか1種のうち、少なくともCr、Ti、Alをワイヤ成分中に含ませた溶接用ワイヤを使用して、これ等のワイヤ成分が窒素混合シールドガス中の窒素を固溶体及び窒化物として固定させるようにした窒素混合シールドガス溶接方法。この場合の溶接用ワイヤとしては、重量比で、C:0.09wt%以下、Si:0.45〜1.00wt%、Mn:0.40〜1.36wt%、Ti:0.3〜1.5wt%、Cr:18.50〜20.20wt%、Al:0.1〜0.3wt%を含み、残部がFeと不可避的不純物からなる構成とした。
(もっと読む)
溶接構造貯湯タンク及びその構築方法
【課題】 缶体素材であるフェライト系ステンレス鋼表面におけるCr欠乏層の生成を抑えるための合金設計を行ない、適正な溶接条件により、溶接部の耐食性に優れた溶接構造貯湯タンク及びその構築方法を提供する。
【解決手段】 C:0.015質量%以下,Si:1.0質量%以下,Mn:1.0質量%以下,P:0.045質量%以下,S:0.005質量%以下,Cr17.0〜21.0質量%,Mo:0.5〜1.7質量%,Ni:0.6質量%以下,Cu:0.8質量%以下,Nb:0.05〜0.5質量%,Ti:0.05〜0.3質量%,N:0.015質量%以下,Al:0.01〜0.2質量%,さらに必要に応じてB:0.005質量%以下を含み、かつ19.5<Cr+3Mo<23.5の関係を満足し、残部が実質的にFeからなる組成を有するフェライト系ステンレス鋼板を素材とする。
(もっと読む)
251 - 260 / 280
[ Back to top ]