
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
231 - 240 / 280
消耗電極式ガスシールドアーク溶接法およびこれに用いられる溶接トーチ
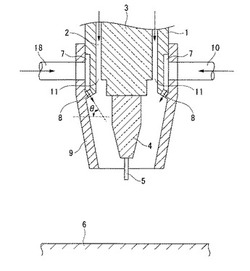
【課題】GMA溶接法によって鋼材を溶接する際に、溶接金属中の溶存酸素濃度を100ppm以下にすることができ、かつアークの安定性も維持しつつ、良好なビード形成が得られるようになる。
【解決手段】ケース1と、このケース内に設けられたチップボデイ2と、このチップボデイの先端に取り付けられたチップ4と、このチップを囲むノズル9を有し、ケースとチップボデイとの間に空隙2が形成され、この空隙の先端部がシールドガスの噴射口11とされ、ケースの先端部で、かつノズルの内側に複数の添加ガスの噴射孔8が放射状に設けられた溶接トーチを用い、不活性ガスからなるシールドガスを消耗電極となるワイヤ5に向けて供給し、酸化性ガスと不活性ガスとの混合ガスからなる添加ガスを溶融池外縁に向けて供給する。
(もっと読む)
シールドガス、これを用いた溶接方法および被溶接物

【課題】 適正な溶接条件を設定することで、溶接品質を低下させることなく溶接金属部の溶け込みを深くするようにした。
【解決手段】 ヘリウムガスに酸素ガスを添加してその濃度を0.2vol.%以上(好ましくは0.4vol.%以上)としたシールドガスを使用し、溶接金属中の酸素濃度を70〜700ppmとすることで溶接金属部の溶け込み深さを深くし、溶接金属部の寸法比D/W値を大きくした。また、溶接電流、溶接速度、アーク長の適正な範囲をなす溶接条件のうち少なくとも一つを満たして溶接することで、溶接品質を低下させることなく、さらなる深溶け込みを実現させる。
(もっと読む)
溶接装置および溶接方法
【課題】 ポロシティの発生を防止しつつ、深い溶け込み溶接を達成できる溶接装置を提供する。
【解決手段】 重ね合わされた金属材100間の隙間量tを測定する電流供給装置30、制御装置40および力測定部50と、測定した隙間量tが適正値になるように、隙間量tを増大または低減して、隙間量tを矯正する加圧部60およびコイル62と、隙間量tが矯正された金属材100上にレーザ光を集光して照射するレーザ光照射部20と、を有する溶接装置10。
(もっと読む)
TIG溶接方法
【課題】TIG溶接において、溶接品質を低下させることなく溶接金属部を深くし、かつ容易に溶接施工が可能であり、しかも溶接効率を高めることができるTIG溶接方法を提供する。
【解決手段】電極2と被溶接物10との間にアークを発生させることによって、被溶接物10を溶接する方法であって、不活性ガスからなる第1のシールドガス8を、電極2を囲むように被溶接物に向けて流すとともに、酸化性ガスを含む第2のシールドガス9を、第1のシールドガスの周辺側に、被溶接物10に向けて流し、溶接金属部の表面に形成される酸化膜の厚さを20μm以下とする。
(もっと読む)
構成可能なデュアルプロセス溶接ヘッドおよびその構成方法
溶接ヘッドが、トラックまたはガイドに沿ってそれを誘導するためのキャリッジアセンブリを採用し、上に取り付けられたトーチアセンブリが、溶接プロセス用に構成される。トーチアセンブリは、取り付け板上に合わせて取り付けられたトーチブロックおよびGTA溶加ワイヤガイドを含み、前記ワイヤガイドは、トーチブロック上に取り付けられた溶接トーチに近接して配置される。前記ブロックには、GMAトーチおよびGTAトーチのいずれかを取り付ける場所がある。トーチブロックには、GMAトーチを通して前記ワイヤを送給するために、トーチブロック内にGMAアダプタスリーブを配置する場所がある。制御ユニットは、電源、ガスの供給部、冷却液供給部を含む手動、半自動、自動制御を行う。 (もっと読む)
レーザアーク複合溶接の制御方法
【課題】レーザ・アーク複合溶接の安定化を図るため、複合溶接特有のパラメータであるLA距離を適正値に制御することができるレーザ・アーク複合溶接の制御方法を提供する。
【解決手段】レーザ照射ヘッドおよびアーク溶接トーチを溶接線上に直列に配置し、溶接線上のレーザ照射点とアーク発生点間の距離を制御するレーザ・アーク複合溶接の制御方法において、アーク溶接の電流値と、アーク溶接の電圧波形から求められる単位時間当たりの短絡回数をそれぞれ測定し、前記電流値が目標とする電流値よりも小さい場合は前記距離を拡大し、前記電流値が目標とする電流値よりも高い場合で、かつ、前記短絡回数が目標とする短絡回数よりも小さい場合は前記距離を短縮し、レーザ照射点とアーク発生点間の距離が適正範囲内となるように制御する。
(もっと読む)
液体ブリッジを介した金属移行を用いるTIG溶接又はろう付け溶接
【課題】TIG溶接プロセスにおいて品質に優れ、高い溶接速度で施工が可能な方法を提示する。
【解決手段】非消耗電極4が設けられたTIGトーチと消耗溶加ワイヤ1とを使用し、消耗ワイヤ1の一端を非消耗電極4と溶接されるべき少なくとも1つのワークピース8との間に発生させる電気アーク5によって順次溶融して、溶融金属3をワイヤ1からワークピース8へと移行させ、かくして、溶接継手6を得るアーク溶接方法に関する。その溶加ワイヤ1は、電極4の軸に対して50°未満の角度αで供給される。溶接継手6を形成する溶融金属のパドル2と溶加ワイヤ1の溶けた端との間に恒常的な接触が存在しているように、金属が液体ブリッジ3を介して溶接継手6へと移行される。
(もっと読む)
アルゴン/ヘリウム/水素混合物を用いたTIGブレーズ溶接方法
【課題】消耗溶接ワイヤを用いて、未被覆および/または亜鉛メッキ炭素鋼をTIGブレーズ溶接する方法において、鋼のブレーズ溶接の生産性と品質を改善すること。
【解決手段】TIG溶接トーチ、消耗ワイヤおよびシールドガスを用いて1またはそれ以上の鋼ワークピースをTIGブレーズ溶接するための方法において、シールドガスとして、5体積%未満のヘリウム、1体積%未満の水素、および残部のアルゴンを含有する、ヘリウムと水素とアルゴンから形成される三元ガス混合物を用いる。
(もっと読む)
半自動溶接用シーラー
【課題】半自動のアーク溶接に使用する場合においても燃えにくく、且つ作業性が良好な半自動溶接用シーラーを得る。
【解決手段】ゴムを基材とするエマルジョンを主成分とし、防錆油を7〜13重量%含有して半自動溶接用シーラーとすることで、水分の含有によりアーク溶接を行うに際しての通電性を確保することができ、鉄粉を内在していないので、長期保存においても錆びが発生することがない。
(もっと読む)
溶接装置
【課題】簡単な構成によりシールドガスの突出流量を抑制する溶接装置を提供する。
【解決手段】シールドガス供給源5と溶接トーチ20との間を連通するシールドガス流路31の途中位置にシールドガス流量制御手段を設けて、ガスバルブ30を開いたときにシールドガス流路31を流れるシールドガスの流量が予め設定されている設定流量よりも一時的に増大するのを抑制し、シールドガスの無駄な消費を抑えて、シールドガスの消費量を低減する。
(もっと読む)
231 - 240 / 280
[ Back to top ]