
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
101 - 110 / 280
低温用鋼板の溶接方法
【課題】溶接部の溶存酸素量を低減することができ、深い溶け込みを得ることができる低温用鋼板の溶接方法を提供する。
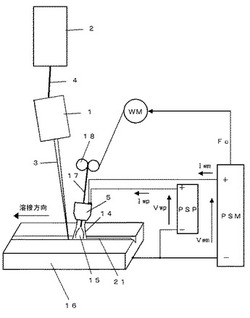
【解決手段】本発明の低温用鋼板の溶接方法は、開先形状がルート面及び開先角度を有する低温用鋼板の突合せ継手の溶接方法であって、レーザトーチを先行させて、プラズマミグ溶接トーチを後行させて溶接を行う。レーザトーチから被溶接物の溶接継手のルート部にレーザ光を照射してプラズマミグ溶接を行って溶接ビードの第一層を形成し、次に、レーザ光を少なくとも開先側面を溶かす幅で、かつ、開先側面を隙間無く溶かす周波数でウィービングさせて照射してプラズマミグ溶接を行って第一層の上に第二層を形成する。この結果、小さい歪みで深い溶け込みが確保され、開先側面部も充分な溶け込みが得られた溶着率の高く溶存酸素量の少ない溶接ビードを形成することができる。
(もっと読む)
レーザ・アーク複合溶接法

【課題】レーザ溶接と、MIGアーク溶接またはMAGアーク溶接により一対の被溶接部材を溶接接合(複合溶接)するに際して、被溶接部材間に大きなギャップが存在していても、裏当て材を配置することによる不都合を回避しつつ良好な溶接継手を得ることのできるレーザ・アーク複合溶接法を提供する。
【解決手段】一対の被溶接部材を、レーザ溶接と、MIGアーク溶接またはMAGアーク溶接により複合接合するレーザ・アーク複合溶接法において、溶接位置に裏当て材を配置し、MIGアーク溶接またはMAGアーク溶接を先行させると共にレーザ溶接を後行させて、レーザ光照射とアーク放電を同一溶接線上に配置させながら溶接し、且つMIGアーク溶接またはMAGアーク溶接を行なう際に、CO2の配合量が5超〜15容量%である(Ar+CO2)混合ガスをシールドガスとして用いて操業する。
(もっと読む)
電子部品の製造方法、アーク溶接装置、及びアーク溶接方法
【課題】1台のアーク溶接装置で導線の一端部を一の端子金具にアーク溶接すると同時に導線の他端部を他の端子金具にアーク溶接することができる電子部品の製造方法、アーク溶接装置、及びアーク溶接方法の提供。
【解決手段】アーク電流供給装置10はマイナス電極とグランド電極とを有し、マイナス電極には第1トーチ電極12Aが電気的に接続されている。グランド電極には第2トーチ電極17Aが電気的に接続されている。電子部品の製造方法では、第1トーチ電極12Aを巻線103の一端103Cに対向させると共に第2トーチ電極17Aを巻線103の他端103Dに対向させるトーチ対向工程を行う。次に、第1トーチ電極12Aから巻線103の一端103Cに対してアーク放電をすると同時に第2トーチ17の第2トーチ電極17Aから巻線103の他端103Dに対してアーク放電をする。
(もっと読む)
ダブルスキンパネルのレーザ溶接継手
【課題】アンダーフィルを防止したダブルスキンパネルのレーザ溶接継手を提供すること。
【解決手段】押出中空形材の長尺なダブルスキンパネル同士を幅方向に突き合わせてレーザ溶接などによって接合するための第1面板101及び第2面板102の幅方向端部に形成されたものであって、端部リブ105と第1及び第2面板との交点部分に一対の継手部10A,10Bが構成され、一対の継手部には突起部11と、レーザの照射方向に重なる外側凸部13と内側凸部14が形成され、外側凸部13と内側凸部14との幅方向の嵌合が十分な場合にでも一対の継手部10A,10Bの突起部11の間には幅方向に隙間16があり、外側凸部13と内側凸部14との幅方向の嵌合が不十分な場合にでも外側凸部13と内側凸部14とがレーザ光の照射方向に重なり部分を有するダブルスキンパネルのレーザ溶接継手10。
(もっと読む)
複合溶接方法
【課題】レーザ照射とアーク溶接を同時に行う複合溶接方法において、前記アーク溶接に使用する電極チップとして、前記ワイヤの出口から所定長さの絶縁性を有するワイヤガイド部を設けた前記電極チップを使用する複合溶接方法に関する。
【解決手段】電極チップとして、ワイヤ1の出口から所定長さのワイヤガイド部8を設けた絶縁性のチップ本体2と、前記チップ本体2の前記ワイヤ1の供給側に設け所定の加圧力Fで常に前記ワイヤ1と密着しつつ、前記ワイヤ1に電力を供給する通電体3とからなる前記電極チップを使用することによって低いアーク電流で高い溶着金属量を得ると共に、電極チップから出た前記ワイヤの直線性を高めその狙い位置の精度を高めることができる。
(もっと読む)
可変シールドガス組成を使用した高品質の穴切断
【課題】大きなフィーチャ(feature)または輪郭に関する生産性および切断の質を維持しながら、小さな内側部分のフィーチャまたは穴に関する切断の質を大幅に改善することにある。
【解決手段】輪郭を切断している間、シールドガス流れが第1のシールドガス組成を含み、穴を切断している間、シールドガス流れが第2のシールドガス組成を含むように、ノズル、電極、およびシールドガス流れの組成を制御する制御ユニットを含むプラズマトーチ先端構成を有するプラズマトーチシステム用の方法および装置。
(もっと読む)
鋼管矢板の2電極ガスシールドアーク溶接方法
【課題】 鋼管矢板の本管と各種連結継手用鋼の2電極ガスシールドアーク溶接方法において、目標とする溶接金属のビード幅、ビード厚およびすみ肉溶接金属の脚長が得られる健全な溶接部を安易に高能率に溶接することができる鋼管矢板の2電極ガスシールドアーク溶接方法を提供する。
【解決手段】 鋼管矢板の本管とP−P形またはP−T形連結継手用の鋼管とを溶接する2電極ガスシールドアーク溶接方法において、本管と鋼管のフレア継手部に鋼粒または鉄粉をフレア開先幅10〜12mmの高さまで充填し、電極トーチを鋼管方向に先行電極:0〜25°、後行電極:0〜10°傾斜させ、電極間距離を先行電極および後行電極のワイヤ間で15〜40mm、ワイヤ径1.6mmで溶接電流を先行電極:490〜580A、後行電極:460〜560Aとし、ワイヤ狙い位置をフレア開先のほぼ中央にして溶接速度を1m/min以上で溶接することを特徴とする。
(もっと読む)
I型継手の溶接方法及びそのI型溶接継手並びにそれを用いた溶接構造物
【課題】
溶接欠陥のない品質良好な深い溶け込み形状の溶接金属部を備えたI型溶接継手、及びその溶接方法を提供する。
【解決手段】
ステンレス鋼又は低炭素鋼からなり、同じ板厚同士の部材の側面を突合せたI型継手部を、不活性ガスのシールドガスを噴出させるシールドガス供給手段を用いながら、非消耗電極方式の第1のアーク溶接により、フラックス剤が充填されているフラックス入りワイヤをアーク溶接部分に送給し、表裏両側から溶接する溶接方法において、溶接継手部の表側もしくは外側より、板厚Tの裏面まで溶かすことなく、板厚Tの1/2以上4/5以下の深さまで溶融させた溶け込み形状の第1の溶接金属部を形成し、その後にI型継手部の裏側又は内側から板厚Tの1/2以上4/5以下の深さまで溶融させる第2のアーク溶接を遂行し、第1の溶接金属部の先端部と融合し合った溶け込み形状の第2の溶接金属部を形成することを特徴とする。
(もっと読む)
タンデムアーク溶接方法
【要 約】
【課 題】 2本の溶接用ワイヤを電極として用い、十分な溶込み深さが得られ、平滑な溶接金属が形成され、かつスラグの生成を抑制できるタンデムアーク溶接方法を提供する。
【解決手段】 2本の溶接用ワイヤを電極に用いた消耗電極式のタンデムアーク溶接方法において、先行極のシールドガスとして不活性ガスと40体積%以上のCO2ガスからなる活性ガスまたは炭酸ガスを用い、後行極のシールドガスとしてArガス,HeガスおよびH2ガスの中から選ばれる1種または2種以上を合計99.5体積%以上含有する不活性ガスを用いるとともに、先行極で生じた溶融メタルが凝固する前に後行極でスラグのクリーニングを行なう。
(もっと読む)
レーザ・アーク複合溶接法
【課題】レーザ光溶接および消耗電極式アーク溶接により一対の被溶接部材を溶接接合するに際して、被溶接部材間に大きなギャップが存在していても、裏当て材なしで良好な溶接継手を高速にて形成することのできるレーザ・アーク複合溶接法を提供する。
【解決手段】一対の被溶接部材を、レーザ光溶接および消耗電極式アーク溶接により複合接合するレーザ・アーク複合溶接法において、アーク溶接を先行させると共にレーザ溶接を後行させて、レーザ光照射とアーク放電を同一溶接線上に配置させながら溶接し、且つ溶接線を含み一方の被溶接部材表面と直交する面にアーク放電線を投影したときに、この投影線と垂直線とのなす角度θ1が10〜40°であり、前記一方の被溶接部材の表面にアーク放電線を投影したときに、この投影線と溶接線とのなす角度θ2を0〜60°であるように設定して操業する。
(もっと読む)
101 - 110 / 280
[ Back to top ]