
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
91 - 100 / 280
厚鋼板の溶接方法
【課題】板厚30mm以上のUOE鋼管、スパイラル鋼管などの大径鋼管の造管溶接に用いて好適な厚鋼板の溶接方法を提供する。
【解決手段】板厚30mm以上の鋼材を両面から溶接する際、少なくとも一方の面の溶接は、多電極サブマージアーク溶接の第1電極の溶接方向前方にガスシールドアーク溶接の電極を、必要に応じて多電極溶接として、配置してハイブリッド溶接とし、前記ハイブリッド溶接において前記多電極サブマージアーク溶接は、(1)式を満足する入熱として溶接し、好ましくはガスシールドアーク溶接は(2)式を満足する入熱で溶接する。ガスシールドアーク溶接が多電極溶接の場合、第1電極に適用するワイヤ径が1.4mm以上で、電流密度が500A/mm2以上とする。0.18t−3≦QS≦0.35t−5.5(1)ここで、t:鋼材の板厚(mm)、QS:多電極サブマージアーク溶接の溶接入熱(kJ/mm)、QG≦0.17t−1.5(2)ここで、t:鋼材の板厚(mm)、QG:ガスシールドアーク溶接の溶接入熱(kJ/mm)
(もっと読む)
アーク溶接装置
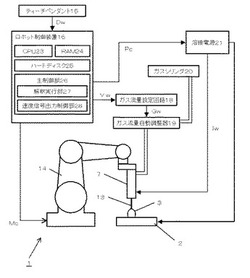
【課題】溶接速度に応じてガス流量を増加させる場合に、溶接速度の増加と同時にガス流量を増加させていたことに起因するシールド不足による溶接欠陥を防止する。
【解決手段】アーク溶接装置1は、マニピュレータ14、ティーチペンダント15、溶接速度設定信号Vwを出力するロボット制御装置16、溶接速度設定信号Vwに応じたガス流量設定信号Gwを出力するガス流量設定回路18、ガス流量設定信号Gwを入力としてガス流量を調整するガス流量自動調整器19を備える。ロボット制御装置16は、溶接速度を増加させる溶接速度変更点が教示されているときは、溶接トーチ7が溶接速度変更点に到達する時刻よりもシールドガス安定時間だけ遡った時刻に溶接速度変更点での溶接速度に応じた溶接速度設定信号Vwを出力する。先行してガス流量を増加させるようにしたことによってシールド不足を防止することができる。
(もっと読む)
複合溶接装置と複合溶接方法

【課題】複合溶接の溶接開始時には安定した溶接品質を得ると共に、溶接終了時にはクレータの凹みと過大成長を防ぎ十分な溶込みを確保することができる複合溶接装置と複合溶接方法を提供する。
【解決手段】制御手段12は、溶接開始時には前記ワイヤ送給手段7と前記溶接電源装置10とを制御することにより溶接アーク11を発生させ、電流検知信号Sdを受けると、直ちにレーザ光5を出力するよう前記レーザ装置1を制御するが、溶接終了時には前記溶接電源装置10を制御することにより溶接ワイヤ9に供給する電力を停止すると共に、前記ワイヤ送給手段7を制御することにより前記溶接ワイヤ9を送給すると共に、レーザ装置1を制御することにより、レーザ光5をパルス状に照射した後、前記レーザ光5と前記溶接ワイヤ9とを停止させる。
(もっと読む)
溶接装置と溶接方法
【課題】活性フラックスを使用することによって深い溶込みを得る溶接装置または溶接方法において、被溶接物の溶融池に活性フラックスをフラックス供給手段より供給しながら溶接を行う溶接装置と溶接方法に関する。
【解決手段】活性フラックス11と、前記活性フラックス11を供給するフラックス供給手段7と、レーザ光5を発生し、被溶接物6の溶接位置に照射するレーザ装置1と、前記フラックス供給手段7と前記レーザ装置1とを制御する制御手段12とを備え、前記フラックス供給手段7は、前記活性フラックス11を前記被溶接物6の溶融池に供給しながら溶接を行う溶接装置。
(もっと読む)
複合溶接装置
【課題】良好な溶込みとビードを形成することができる複合溶接装置を提供することにある。
【解決手段】被溶接物の表面におけるレーザビームのビーム直径を設定するビーム直径設定手段と、レーザビームのレーザ出力を設定する出力設定手段と、ビーム直径設定手段からのビーム直径設定値と前記出力設定手段からのレーザ出力設定値を入力して前記ビーム直径設定値に対するレーザ出力設定値の適否を判定してその判定結果を前記制御手段に出力する出力判定手段と、出力判定手段からの出力を入力する警告手段を設け、レーザビームで被溶接物にキーホールを形成しながら溶接すると共に、アークを溶接線に沿って先行させ、レーザビームを前記アークよりも後行させる。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】アルミニウム又はアルミニウム合金材と、アルミニウム被覆鋼材とからなる複合構造材の接合部の引張強度及びピール強度を向上させる異材接合用溶加材を提供する。
【解決手段】本発明に係る溶加材は、Nを0.002〜0.020質量%含有する鋼板103の表面にアルミニウム被覆層104を有し、アルミニウム被覆層104と鋼板103との界面にN濃度が3.0原子%以上のN濃縮層を有するアルミニウム被覆鋼板101と、アルミニウム又はアルミニウム合金材との溶接に使用される。本発明に係る溶加材は、Si:0.5〜1.8質量%を含有し、残部がAl及び不可避不純物からなることを特徴とする。
(もっと読む)
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置
【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
アルゴンと水素とを含有する中心流、およびアルゴンと二酸化炭素または酸素の何れかとを含有する被覆流のデュアルガスフローを用いるアーク溶接方法
本発明は、電極を備えたアーク溶接トーチを実装し、中心ガス流を電極と接触させるように供給し、環状ガス流を前記第1のガス流の周囲に供給する電気アーク溶接方法に関する。中心ガス流はアルゴンおよび水素(H2)のみを含み、水素含有量は2ないし8体積%である。被覆ガス流は、アルゴンおよび1.8ないし3体積%の二酸化炭素(CO2)または0.9ないし1.5体積%の酸素(O2)のみを含む。この方法は、鋼、特にステンレス鋼または炭素鋼、ならびに亜鉛もしくはアルミニウムまたは前記鋼の腐食を防ぐための任意の他の材料でコーティングされた鋼から作られた部品を溶接するのに使用される。 (もっと読む)
プラズマ溶接法およびこれに用いられるアウターガス
【課題】プラズマ溶接法により、板厚6mm以上の炭素鋼材を安定に良好な裏ビードが形成されるように溶接することにある。
【解決手段】タングステン電極1の周囲にインサートチップ2を配し、このインサートチップ2の周囲にシールドキャップ3を配し、タングステン電極の先端部がインサートチップの先端部よりも内側に位置し、タングステン電極とインサートチップとの間隙にセンターガスを流し、インサートチップとシールドキャップとの間隙にアウターガスを流すようにしたプラズマ溶接トーチを用い、炭素鋼のプラズマキーホール溶接を行う際に、センターガスに不活性ガスを用い、アウターガスに酸素0.5〜6vol%あるいは炭酸ガス0.5〜2vol%、残部アルゴンの混合ガスを用いる。
(もっと読む)
ガスシールドアーク溶接方法
【課題】亜鉛を含むめっき鋼鈑の溶接において、ブローホールやピットなどの発生を効果的に抑制することのできるガスシールドアーク溶接方法を提供する。
【解決手段】本発明によって提供されるガスシールドアーク溶接方法は、亜鉛めっき鋼板である溶接母材P1,P2と溶接ワイヤWとの間にアークACを発生させるとともに、コンタクトチップ32を囲うように溶接母材P1,P2に対してシールドガスSGを噴出させるガスシールドアーク溶接方法であって、シールドガスSGには、主成分ガスにオゾンが添加された混合ガスが用いられる。
(もっと読む)
91 - 100 / 280
[ Back to top ]