
国際特許分類[B23K9/16]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シールドガスを用いるもの (834)
国際特許分類[B23K9/16]の下位に属する分類
非消耗電極を用いるもの (193)
消耗電極を用いるもの (361)
国際特許分類[B23K9/16]に分類される特許
171 - 180 / 280
保護ガスを測定する装置および方法
本発明は、トーチのガスノズルから流出する、アーク溶接プロセスで用いられる保護ガスを分析することにより測定する装置および方法に関し、少なくとも1つのセンサが保護ガスを分析するための外部測定デバイス内に配設される。保護ガスの保護作用について、迅速で、正確で、実際的な判断および付随する有効な評価を行うために、少なくとも1つのセンサが保護ガスを分析するための外部測定デバイス内に配設される。このとき実際の溶接プロセス時の保護ガスの流出状態および作用を模擬的に再現できるように、少なくとも1つのセンサは、トーチまでの距離が溶接プロセス時のワークピースとトーチの間の距離に実質的に等しくなるように配置される。また少なくとも1つのセンサは、評価ユニットに接続されるとともに、評価ユニットを介して溶接デバイスに接続される。  (もっと読む)
(もっと読む)
電気溶接設備へのブランケットガス供給制御の配置と方法
電気溶接施設内でブランケットガスの流れを制御するのに使用される設備と方法であって、溶接機ユニットと電気的に接続する溶接電極を使用して溶接が遂行される。この設備は、溶接電極を組み込んだ回路内に搬送される電気溶接電流の大きさを特定するように適合され、電流の大きさを指示するI信号を供給するように適合された電流センサ出力を有する電流センサ3と、溶接電極へ加えられる電圧の大きさを決定するように適合され電圧の大きさを指示するU信号を供給する電圧センサ出力を有する電圧センサ11と制御デバイス6とを有する。制御デバイス6は電流センサ出力および電圧センサ出力にそれぞれ接続された入力を有し、またブランケットガスフローコントローラ7へ制御信号を供給する制御信号出力と、a)前記U信号が前記最初のU閾値よりも大きくてI信号が第1I閾値よりも小さいときに、所定の第1の大きさの制御信号を、またb)前記I信号が前記第1閾値よりも大きいときに、前記I信号に比例して変動する大きさの制御信号を、制御信号として供給するように適合されている。 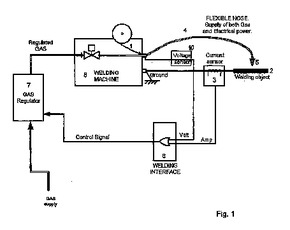 (もっと読む)
(もっと読む)
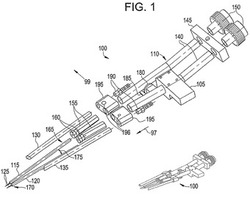
深溝溶接装置及び方法
【課題】 溶接装置を提供する。
【解決手段】 溶接装置は、1以上のコアを有するトーチ本体と、1以上のコアから離れる方向に延在する複数のコンタクトチップと、複数のコンタクトチップに近接して配置され、複数のコンタクトチップと略同じ方向に延在する複数のガス供給管とを含む。
(もっと読む)
鋼板の突合せ溶接継手

【課題】中厚板からなる鋼板の端部同士の突合せ溶接継手において、レーザ溶接の有する特徴を活用した高能率な溶接施工を実現すると共に、その溶接継手部の高品質化、高性能化も図ることができる中厚鋼板の突合せ溶接継手を提案する。
【解決手段】板厚が10mm以上30mm以下の鋼板1の端部1a同士の突合せ溶接継手である。開先形状をX開先とし、その板厚中央部の開先ルートフェイス部2を深溶込み溶接により1パスで溶接した後、残りの板厚方向両側の開先部分3,4をそれぞれ1パスで仕上げ溶接した。これにより断面形状が3層の積層構造を有する中厚鋼板の突合せ溶接継手とした。
(もっと読む)
ワイヤ、フラックス及び高ニッケル含量を有している鋼を溶接するためのプロセス
【課題】ニッケル鋼(特に9%Ni鋼)の高生産性溶接プロセスを提供する。
【解決手段】ニッケル鋼を溶接するための有芯ワイヤであって、鋼シースと充填元素とを具備し、ワイヤの重量に対して2乃至15%の弗素と8乃至13%のニッケルと鉄とを含有した有芯ワイヤ;重量による割合で25乃至35%のMgOと20乃至30%のCaOと10乃至15%のSiO2と10乃至30%のAl2O3と5乃至20%の弗素とを含有したフラックス;及びこのワイヤとこのフラックスとを用いて6%超のニッケル、好ましくは約9%のニッケルを含有した鋼ワークピースを接合する溶接プロセス、特にはサブマージドアーク溶接プロセス。
(もっと読む)
重ね隅肉溶接継手の継手疲労強度を向上するプラズマアークハイブリッド溶接方法
【課題】ガスシールドアーク溶接法を先行極とし、プラズマアーク溶接法を後行極として組み合わせて、自動車足回り部品の製造における重ね隅肉溶接において、足回り部品の継手疲労強度を向上する溶接法を提供する。
【解決手段】ガスシールドアーク溶接法を先行極7とし、プラズマアーク溶接法を後行極8として組み合わせて、プラズマ溶接法およびガスシールドアーク溶接法ともに正極とし、かつガスシールドアーク溶接法の電極7とプラズマ溶接法の電極8との溶接線方向の間隔を25mm以下とし、溶接ビード下板側止端部のフランク角を135°以上,曲率半径を0.45mm以上として上板2の板厚が6mm以下の重ね隅肉溶接を行なう。
(もっと読む)
レーザ溶接用接合継手および接合体
【課題】接合線の検出が確実にでき、またレーザによる入熱を効率良く行うことができるようにしたレーザ溶接用接合継手および接合体を提供すること。
【解決手段】被接合部材1A,1B同士の接合端面13,14を突き合わせた接合部をレーザ溶接又はレーザ・アークハイブリッド溶接によって接合するため、被接合部材1A,1Bに形成されたものであって、接合部のレーザ照射面側に、被接合部材(11,2)の板厚よりも浅い溶接溝10が形成されたレーザ溶接用接合継手。
(もっと読む)
構造部材補修装置、補修用電極および構造部材補修方法
【課題】従来、パルス放電を利用した肉盛溶接によりき裂を被覆する放電被覆法においては、施工前に酸化皮膜の除去が必要であるが従来は溶接装置とは別に研磨装置が必要であった。
【解決手段】補修用電極4を酸化皮膜除去層21で覆った補修用電極4を構造部材31表面に接触させてモータ2によって回転させ、構造部材31表面の酸化皮膜34と酸化皮膜除去層21との摩擦によって酸化皮膜34を除去し、補修用電極4と構造部材31との間でパルス放電を発生させて補修用電極4を溶融させ、肉盛被覆層33を形成し、構造部材31に発生したき裂32を被覆補修する。
(もっと読む)
電子流量制御を使用する溶接パージ制御
アーク溶接機のためのパージシステムが開示され、パージシステムは、制御システム(20)と、パージガス(28、30)のための少なくとも1つの自動流量制御設備(MFC)とを備え、該流量制御設備(WlFC)は、該制御システム(20)に動作可能に関連付けられ、該制御システム(20)は、溶接作業中に、溶接部位(W)へのパージガス(28、30)の流量を制御するように、該少なくとも1つの自動流量制御(MFC)の動作を制御する。さらに、溶接システムのパージ制御のための装置が開示される。さらに、溶接システム(10)が開示される。さらに、溶接作業中にパージを制御するための方法が開示される。  (もっと読む)
(もっと読む)
複合溶接方法と複合溶接装置
【課題】 ワイヤにレーザビームが直接に照射するよう前記レーザビームの光軸と前記ワイヤの中心軸とを配置する複合溶接方法複合溶接装置に関する。
【解決手段】 被溶接物6に供給するワイヤ7にレーザビーム5が直接に照射するよう前記レーザビーム5の光軸aa’と前記ワイヤ7の中心軸bb’とを配置し、前記レーザビーム5で前記ワイヤ7を直接溶融することによってワイヤ溶融に必要なアーク電流を減少させ、アークによる溶融池の大きさを減少させる。
(もっと読む)
171 - 180 / 280
[ Back to top ]