
国際特許分類[B23K9/23]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | 溶接される材料の性質を考慮したもの (418)
国際特許分類[B23K9/23]に分類される特許
311 - 320 / 418
MAG溶接方法及びこれに用いるシールドガス
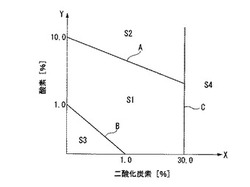
【課題】亜鉛めっき鋼板を溶接する場合においてもブローホールやピットの発生を確実に防止して好適な溶接金属を形成可能なMAG溶接方法及びこれに用いるシールドガスを提供する。
【解決手段】溶接トーチの先端から送り出される溶接ワイヤと亜鉛めっき鋼板の間にアークを発生させ、シールドガスを供給しながら溶接金属を形成するステンレス鋼ワイヤを用いたMAG溶接方法において、シールドガスが、酸素と二酸化炭素と不活性ガスの混合ガスとされ、酸素の体積をY%、二酸化炭素の体積をX%としたときに、酸素と二酸化炭素の混合割合を、−X+1≦Y≦−0.25X+10、0≦X≦30、且つ0≦Yとなるように調整して、残体積を不活性ガスとする。
(もっと読む)
継手靭性に優れた高張力溶接継手およびその製造方法
【課題】高価な合金元素を添加せずに、HAZ部において高い破壊安全性を有する高張力溶接継手とその製造方法を提供する。
【解決手段】質量%で、C:0.03〜0.15%、Si:0.01〜1.0%、Mn:0.1〜2.0%、P:0.015%以下、S:0.01%以下及びAl:0.005〜0.1%を含有し、残部Feおよび不純物からなる鋼を母材としてアーク溶接した溶接継手であって、板厚方向平均層密度が0.22pass/mm以上であるとともに、溶接部を断面からみた時の各層の溶け込み深さdの平均値daveと各層の幅wの平均値waveが(1)式を満足することを特徴とする、780MPa以上の引張強さを有する高張力溶接継手。
dave<wave・・・・・・・・・・・・・・・・(1)式
ここで、板厚方向平均層密度とは、靭性の評価対象としている溶融線に関して、溶接接合されている板厚方向の領域の長さ(mm)に対する溶接層数の比の平均値をいう。
(もっと読む)
溶接プロセス
溶接シームによる周継手に沿った第2のパイプの端部への第1のパイプの端部の接続のための溶接プロセスにおいて、該第1のパイプと該第2のパイプとが、該周継手の形成に必要な位置に互いに対して配置され、冷却材の放出を行う冷却本体は、該第1のパイプおよび/または該第2のパイプの中に挿入され、それにより放出された冷却材が、溶接される端部の範囲において該パイプのうちの少なくとも1つを冷却し得、該パイプおよび溶接トーチが、該周継手に沿って互いに対して動かされ得、該溶接トーチによって溶接され得、該冷却材は、所定の間隔で放出される。 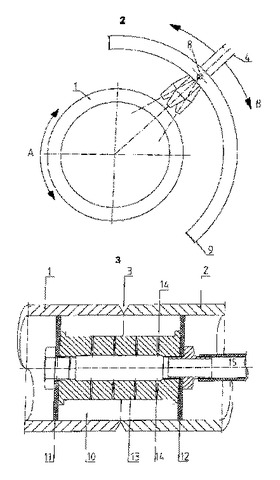 (もっと読む)
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法

【課題】レーザ溶接とアーク溶接とを併用して亜鉛めっき鋼板を重ね溶接する際に使用するシールドガスにおいて、溶接部にピットの発生が無く、溶接金属の溶け落ち、穴開きなどが防止できるハイブリッド溶接用のシールドガスを得る。
【解決手段】シールドガスとしてアルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、鋼板間のギャップがゼロである場合、
15≦A≦50、かつ5≦B≦9、かつ B≧21―0.8A
の範囲に調整し、残部をアルゴンガスとしたものを使用する。
(もっと読む)
鉄系材料とアルミニウム系材料との接合方法および接合継手
【課題】アルミニウム系材料と鉄系材料とを接合する際に、適用条件などの制約が少なくて汎用性に優れるとともに、形状的制約も少なく、また作業性に優れるとともに連続接合が可能であり、健全なビードを形成しつつ、接合部における脆弱な金属間化合物の生成を防止することによって高い接合強度が得られる接合方法およびそれにより得られる接合継手を提供する。
【解決手段】フッ化アルミニウムおよびフッ化カリウムを含み、さらにフッ化マグネシウム、フッ化カルシウム、フッ化ストロンチウムおよびフッ化バリウムよりなる群から選択される1種以上のフッ化物を含有するフラックスをアルミニウムまたはアルミニウム合金で被覆して形成したフラックス入りワイヤを溶加材として用い、アルミニウム系材料と鉄系材料とを交流MIG溶接により直接接合する。
(もっと読む)
溶接部脆化割れ特性に優れた高強度溶接鋼管
【課題】内外面からシーム溶接を行う引張強度が850MPa以上である高強度溶接鋼管のシーム溶接部に生じる、水素起因の横割れを防止する方法を提供する。
【解決手段】引張強度が850MPa以上の鋼板を筒状に成形し、突合せ部を内外面からサブマージアーク溶接する溶接鋼管の製造方法において、溶接方向の全長にわたり、溶接金属の肉厚方向の高さを0.2〜10%減少させることを特徴とする溶接金属の脆化割れ性に優れた溶接鋼管の製造方法。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
(もっと読む)
高合金鋼の2電極アーク溶接方法
【課題】 不活性ガス100%の雰囲気下で、互いに絶縁された2つの溶接ワイヤを送給し、近接する2つのアークを発生させて溶接する高合金鋼の2電極アーク溶接方法において、溶接部の割れを防止することができる溶接条件範囲を拡大する。
【解決手段】 本発明は、クロム当量及びニッケル当量の異なる2つの溶接ワイヤP2、P3を使用し、2つの溶接ワイヤの合算した送給速度を所望の溶込みが形成される適正値に設定し、前記合算送給速度を前記適正値に固定したままで、溶接部にオーステナイト組織及び少量のフェライト組織からなる組織を形成するように両溶接ワイヤのそれぞれの送給速度を設定する高合金鋼の2電極アーク溶接方法である。
(もっと読む)
トルク伝達部材の接合構造及びトルク伝達部材の接合方法及びこれらを用いた動力伝達装置
【課題】ディファレンシャル装置ではピニオンシャフトの脱落を防止するために、ピニオンシャフトとデフケースに凹部を加工する上に、係止部材が必要であり、それだけコスト高になっている。部材と部材を固定するためのに、従来接合困難であったトルク伝達部材を接合する。
【解決手段】 鉄系材料からなる第1のトルク伝達部材3とアルミニューム合金で鋳造された第2のトルク伝達部材5を、それぞれに緊密な親和性を持つアルミ系の溶接材料である他の部材7を介して溶接により接合する。
(もっと読む)
低圧タービンにおける溶接されたロータの製造方法
【課題】低圧タービンにおける最終段に対して問題なく高い強度の鋼を使用することができる、低圧タービンにおいて溶接されたロータの製造方法を提供すること。
【解決手段】低圧タービンにおける溶接されたロータ10の製造方法において、1)第1の鍛造部品12,13の最小降伏点を700MPaとするとともに、第2の鍛造部品11,14を鉄のほか、3.5%のNi、1.5%のCr、0.35%のMo、0.1%のV及び0.25%のCから成る熱処理された3.5NiCrMoV鋼で形成するステップと、2)溶接材料から成る塗布層20を第2の鍛造部品の表面19に塗布するステップと、3)溶接後、塗布層である溶接材料及び熱影響域を第1の応力除去焼なましによって軟化させるステップと、4)溶接箇所が形成されるように第1及び第2の鍛造部品を組み立て、溶接箇所を、溶接部15,16が形成されるよう溶接材料によって充填するステップと、5)溶接後、溶接部に第2の応力除去焼なましを施すステップとを行う。 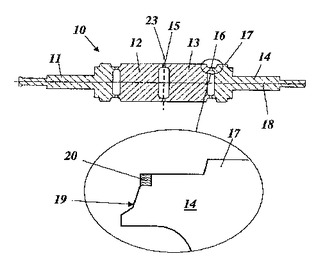 (もっと読む)
(もっと読む)
311 - 320 / 418
[ Back to top ]