
国際特許分類[B23K9/23]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | 溶接される材料の性質を考慮したもの (418)
国際特許分類[B23K9/23]に分類される特許
361 - 370 / 418
チャネル形状の接続部材と構造サンドイッチ板部材を溶接によって接続する方法
二枚の構造サンドイッチ板部材(10、20)を接続するために、それぞれに間に嵌合され外板(11、12、21、22)から突出する、チャネル形状の接続部材(14、24)が設けられる。二枚の板部材(10、20)は衝合され、溶接部(31、32)が外板(11、12、21、22)間で形成される。 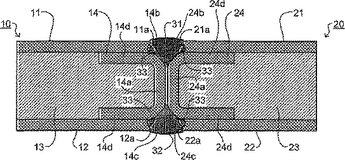 (もっと読む)
(もっと読む)
配管溶接施工方法
【課題】
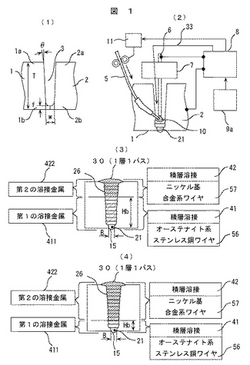
オーステナイト系ステンレス鋼配管の、炉水と接する内面側の溶接部の引張方向の残留応力を低減させる、さらには残留応力を圧縮方向に転化させることで、応力腐食割れを抑制する。
【解決手段】
オーステナイト系ステンレス鋼配管の開先を材質の異なる2種類の溶接用ワイヤを用いて積層する配管溶接施工方法において、
前記開先を特定範囲の寸法形状に形成する製作工程と、前記開先底部の裏面側に特定の裏ビード幅を形成させる初層裏波溶接工程又は仮付け溶接工程の少なくともいずれかの工程と、開先裏面から特定の累計積層ビード高さまで、オーステナイト系ステンレス鋼ワイヤを積層溶接する第1の積層溶接工程と、ニッケル基合金系ワイヤを前記開先上面部の最終層まで積層溶接する第2の積層溶接工程とからなる配管溶接施工方法。
(もっと読む)
ニッケル合金またはニッケルベース超合金から製造されたエアフォイル、およびIN−100から製造された一体型ブレード付ロータの溶接補修方法

【課題】溶接補修が困難なニッケルベース超合金から製造されたエアフォイル52を効果的に溶接補修する。
【解決手段】本発明によると、ニッケルベース超合金から製造されたエアフォイル52を溶接補修する方法が提供される。本発明の方法には、エアフォイル52を比較的平滑な表面に機械加工して、エアフォイル52の破損部分を除去することが含まれる。次いで、IN―100などの粉末状の合金材料が、パラズマアーク溶接装置に供給される。溶接部の端部における突然の熱の過渡を排除するように、溶接装置の連続的な二方向の移動70,72により、複数の溶接ビード60,62,64,66をエアフォイル52の破損部分に沿って堆積させ、それにより、IN−100などの敏感な合金に亀裂を生じさせる熱応力を減少させる。
(もっと読む)
中性子照射材の溶接方法
【課題】溶加材と中性子照射材とが溶融してなる溶接金属内に生じるポロシティの数量を減少させると共に、その大きさを縮小させる中性子照射材の溶接方法を提供することにある。
【解決手段】溶加材(図示せず)を添加しながら中性子照射材1を溶接し、前記溶加材と中性子照射材1とが溶融してなる溶接金属2を、前記溶加材を添加せずに再溶融溶接したことにより、溶接金属2内のポロシティ3aを大気中に浮上させて、再溶融した溶接金属4内のポロシティ3bの数量を減少させると共に、その大きさを縮小させた。
(もっと読む)
クラッド金属の接合方法およびそれにより製造される容器
保護層(27)(例えばチタン)および基板層(28)(例えば炭素鋼)を有するクラッド金属板の接合方法は、まず、保護層の周縁部(29)を接合すべきクラッド金属板の端部に沿って除く。次いで、基板層が共に溶接され露出した基板溶接部(31)を作る。次いで、保護層(27)と同種の被覆材(38)を露出した基板溶接部(31)に沿って保護層(27)外面と実質的に面一なレベルに位置させる。基板層(28)が被覆材の溶接前に加熱され、被覆材が冷却時にプレストレスされる。この方法は、容器内面の残部の突出させない継目を持つ反応容器の製作に使用できる。低い断面継目は、過去の場合より腐食を受け難いので容器が作製可能である。本発明は、この方法によって接合されたオートクレーブ、坩堝、反応容器などのクラッド板容器を包含する。 (もっと読む)
異材接合用溶加材及び異材接合方法
【課題】 アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】 アルミニウム系材2と、表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層4が形成されている鋼材1とを、アルミニウム系被覆層4が形成されている面がアルミニウム系材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至6.0質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
異材接合用溶加材及び異材接合方法
【課題】 アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】 アルミニウム系材2と、表裏面に亜鉛又は亜鉛合金からなる亜鉛系被覆層4が形成されている鋼材1とを、亜鉛系被覆層4が形成されている面がアルミニウム系被溶接材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系被溶接材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至6.0質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
アルミニウム合金用溶接材料及び溶接方法
【課題】例えば、MIG溶接に適用することができ、継手強度が高く、靭性の高い溶接部を備えたアルミニウム合金材の溶接継手を得ることができるアルミニウム又はアルミニウム合金用溶接材料と、このような溶接材料を使用したアルミニウム又はアルミニウム合金の溶接方法を提供する。
【解決手段】Siを質量比で4.5〜13.0%の範囲で含有するAl−Si系溶接材料中に、Srを10〜400ppmの範囲、望ましくは150〜250ppmの範囲で添加する。
(もっと読む)
テーラードブランク材の製造方法
【課題】 突合せ継手溶接時の入熱エネルギを大きくしても安定した溶接ビードが得られるとともに、絞り加工性や耐穴あき腐食性に優れたテーラードブランク材を低コストで提供する。
【解決手段】 3〜15質量%のAl,2〜5質量%のMg,さらに必要に応じて0.5質量%以下のSiを含み、残部がZnと不可避的不純物からなる溶融Zn−Al−Mg系合金めっき層を片面当り20g/m2以上の付着量でその両面に有するめっき鋼板の端部と冷延鋼板の端部と突合せ、当該突合せ継手部を溶融溶接する。
めっき成分に含まれるAlが溶接時の溶融金属の流動性を高めてキーホールを充填し、溶接ビードのハンピングや穴開き状態を抑制する。このため生産性に優れる。また溶融Zn−Al−Mg系合金めっき層により優れた耐食性を発現できる。
(もっと読む)
2電極大入熱サブマージアーク溶接方法
【課題】 490〜570MPa級の高張力鋼を、溶接入熱500kJ/cm以上の大入熱サブマージアーク溶接した場合においても良好で安定した溶接金属靭性が得られ、かつ、溶接欠陥の無い健全な溶込み形状とビード外観が得られる2電極大入熱サブマージアーク溶接方法を提供する。
【解決手段】 質量%で、C:0.02〜0.18%、Si:0.02〜0.5%、Mn:1.15〜2.2%、Mo:0.1〜1.0%、Ni:0.1〜1.5%、Ti:0.005〜0.05%を含有し、P:0.006%以下、S:0.003%以下で、残部がFeおよび不可避不純物からなるワイヤと、SiO2 :13〜25%、MgO:8〜20%、CaO:5〜13%、CaF2 :1〜7%、Al2 O3 :9〜23%、TiO2 :3〜11%、Fe:11〜25%、B2 O3 :0.1〜0.6%、Mo:1〜4.3%、Ni:1〜4.5%からなるフラックスを用いて溶接することを特徴とする2電極大入熱サブマージアーク溶接方法。
(もっと読む)
361 - 370 / 418
[ Back to top ]