
国際特許分類[B23K9/23]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | 溶接される材料の性質を考慮したもの (418)
国際特許分類[B23K9/23]に分類される特許
401 - 410 / 418
溶接継手およびその溶接材料
【課題】溶接継手およびその溶接材料の提供
【解決手段】母材および溶接金属がともに、C:0.01〜0.45%、Si:1%を超え4%以下、Mn:0.01〜2%、P:0.05%以下、S:0.01%以下、Cr:15〜35%、Ni:40〜78%、Al:0.005〜2%、N:0.001〜0.2%およびCu:0.015〜5.5%を含み、更に下記(1)式を満足するTiを含有し、残部はFeおよび不純物からなる化学組成を有することを特徴とする溶接継手。母材および溶接金属は、さらにCo、Mo、Ta、W、V、Zr、Nb、Hf、B、Ca、MgおよびREMの1種以上を含有してもよい。
{(Si-0.01)/30}+ 0.01Cu ≦ Ti ≦ 5 ・・・(1)
但し、(1)式中の元素記号は、その元素の含有量(質量%)を意味する。
(もっと読む)
水素用電磁バルブのガイドチューブ及びその製造方法
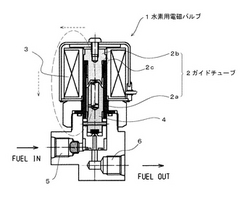
【課題】フェライト系ステンレス鋼とオーステナイト系ステンレス鋼との異材溶接構造を有する水素用電磁バルブのガイドチューブにおいて、高圧水素ガスとの接触による水素脆性亀裂の発生を防止する。
【解決手段】フェライト系ステンレス鋼とオーステナイト系ステンレス鋼との溶接金属の組織をオーステナイト量が50%以上(100%でも可)であって、残部がフェライト及び/又はマルテンサイト組織とすると共に、溶接金属の硬さが150〜320HVとなるようにする。
(もっと読む)
接合部の耐食性に優れた亜鉛系合金めっき鋼板の接合方法

【課題】 亜鉛系合金めっき鋼板を接合する際、接合部での異種金属接触腐食によるめっき成分の溶出を防止し、耐食性に優れた接合部を得る。
【解決手段】 めっき成分中のアルミ含有量Aが3質量%以上であり、かつ片面当たりのめっき付着量Bが150≧B≧300/Aを満足し、かつ板厚が3mmを超える亜鉛系合金めっき鋼板1を用い、ステンレス鋼または銅合金溶接材料を用いて溶接する。
(もっと読む)
溶接部の耐食性および耐亜鉛脆化割れ性に優れた亜鉛めっき鋼板の溶接方法
【課題】 亜鉛系合金めっき鋼板をステンレス系溶接ワイヤを用いてアーク溶接する際に、溶接部、特にステンレス系成分の溶接金属の液体金属脆化割れを抑制し、従来に比べ耐食性および耐液体金属脆化割れ性に優れた溶接部が得られる亜鉛系合金めっき鋼板のアーク溶接方法を提供する。
【解決手段】 合金成分として、ワイヤ全質量に対する質量%で、C:0.01〜0.05%、Si:0.1〜0.5%、Mn:0.5〜3%、Ni:7〜12%、Cr:24〜30%を含有し、さらに、Mo:1%以下、N:0.1%以下に制限したステンレス系溶接ワイヤを用いて前記亜鉛系合金めっき鋼板の接合部にフェライト相が面積率で25%以上含有し、かつ引張り強さ(TSW)が母材引張り強さ(TSB)に対する比(TSW/TSB)で1.8以下である溶接金属を形成する溶接部の耐食性および耐液体金属脆化割れ性に優れた亜鉛系合金めっき鋼板のアーク溶接方法。
(もっと読む)
ステンレス鋼溶接用シールドガス
【課題】 溶接金属の結晶組織が粗大化することを抑えることが出来ながらも、ランニングコストを軽減することのできるステンレス鋼溶接用のシールドガスを提供する。
【解決手段】 ステンレス鋼の溶接時に使用するシールドガスであって、アルゴンガスと窒素ガスと炭酸ガスとの三成分からなり、アルゴンガスをベースガスとし、10VOL%〜30VOL%の窒素ガスと、0.5VOL%〜20VOL%の炭酸ガスとを混合した混合ガス組成に構成したことを特徴としている。
(もっと読む)
靭性最適化溶接継手及びこの溶接継手を生成する方法
【課題】 最適化された靭性を有する溶接継手及びこの溶接継手を生成する方法を提供する。
【解決手段】 靭性最適化溶接継手(30)を生成する方法。溶接継手(30)の中央溶接部(33)に対して妥当な靭性を与えることになる溶接手順が作成されて用いられ、溶接継手(30)の表面溶接部(35)に妥当な靭性を与えることになる溶接手順が作成されて用いられる。
(もっと読む)
鉄系材料とアルミニウム系材料とを接合した異材接合継手および溶接接合方法
【課題】 高い強度を確保しつつ延性に優れた継手を安定して得ることのできる、鉄系材料とアルミニウム系材料とを接合した異材接合継手および溶接接合方法を提供することを目的とする。
【解決手段】 鉄系材料2とアルミニウム系材料3とを接合した異材接合継手1であって、鉄系材料2側に、溶接線6に沿って、予め一定の間隔で空間4aが設けられ、これらの空間4aをアルミニウム7が溶融充填するように、両材料が溶接接合されており、接合後の溶接線6長さ100mm当たりにおける、前記各空間4aに充填されたアルミニウム系溶接材料3の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲であることとする。
(もっと読む)
アルミニウムアキュームレータの溶接構造および溶接方法ならびに熱交換器
【課題】溶接不良を低減でき、冷凍機油の円滑な流れが可能となるアルミニウムアキュームレータ溶接構造および溶接方法ならびに熱交換器を提供する。
【解決手段】ビーディング加工部3を有したアルミニウムパイプ4と、アルミニウムアキュームレータ5と、ステンレススリーブ8とから構成され、アルミニウムパイプ4の端部にはステンレススリーブ8の端面がアルミニウムパイプ4の端面と一致するように挿入され、アルミニウムパイプ4はビーディング加工部3までアルミニウムアキュームレータ5へ挿入され、アルミニウムパイプ4とアルミニウムアキュームレータ5とステンレススリーブ8を重なり合うつなぎ部12で溶接することにより溶接不良を低減でき、冷凍機油の流れを円滑にできる。
(もっと読む)
自動周溶接方法
【課題】亀裂の発生しない、耐久性寿命の長い容器を製造可能とする、基材と取付環材との自動周溶接方法を提供する。
【解決手段】溶接始端部を所定の入熱量となる溶接初期条件で溶接し、本溶接部を溶接初期条件よりも高い入熱量となる本溶接条件で溶接し、溶接終端部を本溶接条件よりも低い入熱量となる溶接終端条件で溶接し、この溶接終端部の溶接工程の終了前に、溶接トーチを取付環材yに沿って基材から遠ざかる方向に退避させ、該退避位置である溶接終点をクレータ処理条件で溶接をすることにより、溶接終点に形成されるクレータ処理部22bが、従来の周溶接方法で形成されるクレータ処理部22aと比べて、取付環材y側に偏移して形成されるため、本溶接部の形状と比べて基材面上に延出している部分が縮小又は消失する。
(もっと読む)
ラップ部溶込み継手のガスメタル埋もれアーク溶接
【課題】
【解決手段】連続的又は断続的なラップ部溶込み継手を溶接する方法であって、ガスメタル埋もれアーク(GMBA)溶接工程を用いる。第1部材(22)は、その下にある第2金属部材(24)にGMBA溶接で接合されるもので、電極(26)から第1部材(22)へ金属を沈積させ、第1部材(22)から第2部材(24)まで広がる溶融金属池(10)を生成する。第1部材(22)と第2部材(24)の界面における溶接部の幅が、第1部材と第2部材のうち厚さが薄い方の部材の厚さ以上となるように、溶融池金属を凝固させて溶接部(30)を形成する。アーク(28)の少なくとも一部は第1部材の厚さ部分に埋め込まれ、所望の継手位置の方向に移動させられて、継手が形成される。
(もっと読む)
401 - 410 / 418
[ Back to top ]