
国際特許分類[B23P19/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | ある程度の変形を伴うかどうかに関わらず,金属部品または金属対象物,または金属と非金属とによりなる部品を単に一体に結合または分離するための機械 (1,498) | プレスばめによる対象物結合用,またはプレスばめ取外し用 (303)
国際特許分類[B23P19/02]の下位に属する分類
油圧または空圧による手段を使うもの
振動を使うもの
国際特許分類[B23P19/02]に分類される特許
101 - 110 / 303
組み立て作業ロボットの制御方法
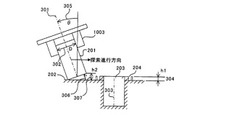
【課題】探索動作中のワークの引っかかりを防止し、挿入位置の縁に凹凸部があってもワークを対象物上の挿入位置へ挿入することができる組み立て作業ロボットの制御方法を提供する。
【解決手段】ロボット1002が把持したワーク201を対象物202に押し当てた状態で対象物202上を移動させ、対象物202に設けられた挿入位置203を探索し、ワーク201を挿入位置203へ挿入する組み立て作業ロボットの制御方法において、
挿入位置203を探索する際に、探索進行方向のワーク端を持上げ、ワーク201を対象物202に対して予め設定された傾斜角306で傾斜させる。
(もっと読む)
組付装置

【課題】ワークを被組付部材に組み付ける機構が複雑でなく、ワークを被組付部材に組み付ける際にもワークの湾曲面に傷が生じない、組付装置を提供する。
【解決手段】ワーク2の一端部2aに当接しつつワーク2の中央部2bを吸着しながら、被組付部材3の湾曲部3bにワーク2を挿入するワーク吸着手段10と、アクチュエータ5に取り付けられ、傾斜面21aを有する押圧部21でワーク2の他端部2cを押圧するワーク押圧手段20と、ワーク2の一端部2a及び中央部2bが被組付部材3の湾曲部3bに挿入しかつワーク2の他端部2cがその湾曲部3bに入り込んでいない状態において、被組付部材3の湾曲部3bに入り込んでいないワーク2の他端部2cをワーク押圧手段20が押圧可能に、ワーク吸着手段10をワーク押圧手段20に連結する連結手段30と、を備える。
(もっと読む)
部品組付装置
【課題】エネルギー資源を消費せず、設備全体がより小型で済む部品組付装置を提供する。
【解決手段】ワークWを支持可能なワーク支持部12を組付位置に移動させるワーク供給機構6と、部品マガジン13から一つのリング状部品Pを組付位置Aに送り込む部品供給機構7と、組付位置AにおいてワークWにリング状部品Pを装着する部品装着機構8と、単一のハンドルHを変位させる操作に基づいて、ワーク供給機構6によるワーク支持部12の移動と、部品供給機構7によるリング状部品Pの送り込みと、部品装着機構8によるリング状部品Pの装着とを完結させる運動変換機構35,36,50とを設けた。
(もっと読む)
部品チャック装置
【課題】被組付け物内の空気を吸引しながら、チャックした部品を組み付ける部品チャック装置を提供する。
【解決手段】チャックベースと、チャックベースに垂下するように固定されたケーシングと、前記ケーシング内であって、前記チャックベースの中心部に固定されたノズルと、前記ケーシングの内周面と前記ノズルの外周面の間に形成された環状中空部に摺動可能に弾装されたガイドとを具備する部品チャック装置において、前記ガイドには、前記環状中空部に連通し、前記ガイドの下端部に開放口を有する連通部が設けられており、該連通部は、組付け時吸引用の吸引源に連通し、さらに、前記ノズルには、部品チャック用の吸引源と連通しノズル下面に開放口を有する吸引穴が貫通し、円筒状部品を前記ノズル下面に吸着保持可能としたことを特徴とする。
(もっと読む)
自動組立装置
【課題】磁性体部品の平面部の穴に対して組付部品を正確に位置合わせすることができる自動組立装置を提供する。
【解決手段】自動組立装置は、鉄板7と隙間を有して対向するように配置され、平面部に対して略垂直なリング穴を有し、かつリング穴の中心軸方向に磁化されたリング型磁石10と、ネジ26をリング穴の中心軸とを合わせて保持して上記中心軸方向に移動する自動ドライバと、リング型磁石10および自動ドライバを鉄板7に対して平行に移動可能に支持するスカラロボットとを備えている。これによって、リング型磁石10は、鉄板7の穴24に対して、ネジ26を位置合わせすることができる。
(もっと読む)
圧入式スペーサナット
【課題】基板に対して容易に、確実に固定された圧入式スペーサナット。
【解決手段】圧入式スペーサナット(10)は、内側に雌ネジ(16)を有する円筒形の胴部(15)を備える。胴部の端部に胴部より外径が大きく上面が平坦なフランジ(11)を備える。フランジの下で、胴部の円周上に設けられた複数のリブ(12)を備える。金属基板(20)の孔にスペーサナットの胴部を挿入し、スペーサナットの上面をプレス(40)で加圧して、スペーサナットを金属基板に押し込み、スペーサナットのリブとフランジが、金属基板の一部を塑性変形させて、リブの間と溝(13)の中に充填し、スペーサナットの端面が金属基板と同一平面になってスペーサナットが金属基板に固定される。
(もっと読む)
かしめ加工装置
【課題】かしめパンチの交換が容易で、効率化、生産性の向上を図った、かしめパンチ着脱機構を備えたかしめ加工装置を提供する。
【解決手段】かしめ加工装置1は、かしめパンチ2と、かしめパンチ着脱機構3とを備える。かしめパンチ着脱機構3では、シリンダロッド4末端の取付部5にセンタ穴9を設ける一方、かしめパンチ2のフランジ部2fに、位置決め嵌合するための突部10を設ける。また、シリンダロッド4末端の取付部5には、抜け止め部材11を設ける。一方、かしめパンチ2のフランジ部2f側には、抜け止め部材11の大径頭部11aが挿通可能な大径部12aと、大径頭部11aが挿通不能な小径部12bとを有する長穴12を設ける。さらに、かしめパンチ2におけるフランジ部2f側には、磁石部材13を植設する。
(もっと読む)
圧入装置
【課題】圧入及び抜き出しを確実にするため、構造をより簡便にして操作性とメンテナンス性を容易にし且つ、低コスト化した装置を提供する。
【解決手段】駆動部10上に水平に固定してなる第一の半割り状フランジベース19Aと、駆動部の連結部15の軸心側に工具ホルダ係止部22Aaを有する第一の半割り状枠体24Aと、連結部の軸心側に工具ホルダ係止溝22Baを有すると共に、水平方向外側に回動自在な第二の半割り状フランジベース19Bと、第二の半割り状フランジベースを装着する支柱18bに回動自在に連結する連結部材25とを有し、連結部材を介して支柱を中心にして水平方向外側に回動自在とされ、工具ホルダ装着時に下側フランジ23A、23Bを連結部に連結させるように第一の半割り状枠体と対向して第一の半割り状枠体と同じ高さで設けられる第二の半割り状枠体24Bとを備えてなる。
(もっと読む)
ワーク圧入装置
【課題】環状ワークをシャフトに的確に圧入でき、その際の圧入荷重の経緯を的確に検知できるワーク圧入装置を提供する。
【解決手段】外周面に環状凹部301を形成されたシャフト状のワーク3の軸方向での所定の組付け位置e1まで環状ワーク5を圧入する圧入ユニット14を具備する。圧入ユニット14は、環状凹部301を第1駆動手段35に駆動される挟持部材で挟持するシャフト挟持手段39と、サーボプレス19からなり第1駆動手段35とは独立した第2駆動手段が圧入力伝達部材31を介して圧入力を環状ワーク5に加える圧入手段と、を有し、シャフト挟持手段39によりシャフト3の環状凹部301をずれなく挟持した上で、圧入手段が環状ワーク5を組付け位置e1に圧入する。
(もっと読む)
Oリング取付け装置およびOリング取付け方法
【課題】Oリング取付け溝よりも周径の長いOリングを自動取付けする。
【解決手段】
ワークに設けられた環状のOリング取付け溝に自転ローラでOリングを押し込みながら、取付け溝と自転ローラとを相対移動させ、自転ローラでOリングを押込んでいく押込み点を移動させることによって、Oリング取付け溝の径よりも径の大きいOリングを押し縮めながら取付け溝に取付ける作業を自動化する。押込み点において、自転ローラの外周の自転方向と、押込み点が取付け溝に沿って相対移動する方向とは互いに逆方向であり、かつ、押込み点が取付け溝に沿って移動する速度よりも、自転ローラの自転する自転速度の方が大きいので、Oリングを押し縮めながら取付けることができ、取付け溝よりも周径の長いOリングを均一に自動取付けできる。
(もっと読む)
101 - 110 / 303
[ Back to top ]