
国際特許分類[B24C1/10]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 粒状物質を用いた研削性のまたはこれに類以のブラスト加工 (1,863) | 特殊な効果を生ぜしめるために砥粒の吹き付けを用いる方法;そのような方法に関係ある補助装置の使用方法 (683) | 表面を引き締める方法,例.ショット・ピーニング (235)
国際特許分類[B24C1/10]に分類される特許
11 - 20 / 235
回転軸装置における転がり軸受の取付け構造
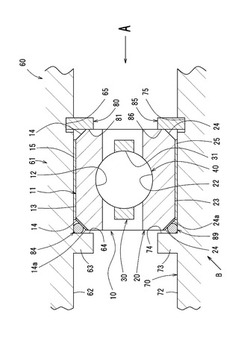
【課題】内輪、外輪の軌道面および転動体の転動面の摩耗を無くすとともに、フレッチングおよびクリープの発生を無くした転がり軸受の取付け構造を提供する。
【解決手段】内輪20の一側端面および外輪11の一側端面の少なくともどちらか一方に当接可能な第1の突出部63、73を、回転軸70およびハウジング61の少なくともどちらか一方に形成し、内輪20の他側端面および外輪11の他側端面の少なくともどちらか一方に当接可能な第2の突出部80、85を、回転軸70およびハウジング61の少なくともどちらか一方に設け、内輪20の一側端面の内縁および外輪11の一側端面の外縁の少なくともどちらか一方に面取り14、24を形成し、第1の突出部63、73および面取り14、24間にゴム製のリング状の弾性部材84、89を介挿するとともに回転軸70およびハウジング61に当接させ、一対の係合テーパ24に加工硬化層24aを設けた。
(もっと読む)
ウォータージェットピーニング方法及びその装置

【課題】WJPで施工対象物を全面施工する場合に、噴射溶液中の貴金属イオンにより施工対象物表面に酸化皮膜を形成し、耐食性を向上させる。
【解決手段】白金属イオン(Pt,Pd,Ru,Ir,Rh及びOsから選ばれる少なくとも1種)を噴射水に溶解して、この噴射水を施工対象物の表面に噴射し、白金属を含む酸化皮膜を形成する。なお、施工対象物が配置された水中に貴金属イオンを溶解しておき、純水によるWJP施工をしてもよい。
(もっと読む)
チタン合金部材およびその製造方法
【課題】α−β型チタン合金の部材において、表面のみならず部材内部全体に亘って高強度かつ高耐力を得るとともに表面近傍に大きく深い圧縮残留応力を付与した、耐疲労性に優れた高強度チタン合金部材およびその製造方法を提供する。
【解決手段】チタン合金からなる原材料の準備工程と、窒化処理により原材料の表層に窒素化合物層および/または窒素固溶層を形成して窒素含有原材料を作製する窒化工程と、原材料と窒素含有原材料とを混合して窒素含有混合材料を得る混合工程と、窒素含有混合材料の材料同士を接合するとともに窒素含有原材料に含まれる窒素を内部全体に亘って固溶した状態で均一に分散させて焼結チタン合金部材を得る焼結工程と、焼結チタン合金部材に熱間塑性加工を施して処理部材を得る熱間塑性加工工程および/または焼結チタン合金部材に熱処理を施して処理部材を得る熱処理工程と、処理部材に圧縮残留応力を付与する表面処理工程を備える。
(もっと読む)
クランクシャフト及びその表面改質方法
【課題】黒鉛鋳鉄製のクランクジャーナル部を支持する滑り軸受の摩耗を抑制する。
【解決手段】クランクシャフトは、自動停止及び自動始動が行なわれる内燃機関の出力軸として用いられるものであり、クランクジャーナル部31において滑り軸受により回転可能に支持される。クランクシャフトでは、少なくともクランクジャーナル部31が黒鉛鋳鉄により形成されている。クランクジャーナル部31は表層部35に改質層41を有する(図3(B))。この改質層41は、研磨及びラップ処理の施されたクランクジャーナル部31の表層部35(図3(A))に対し、1μm〜100μmの粒径を有する硬質粒子からなるショットを、100m/s〜300m/sの流速で衝突させてなるショットピーニング処理を行なうことにより形成されるものである。
(もっと読む)
ころ軸受
【課題】内輪や外輪のつば面及びころの端面のうちの一方が他方に対して剥離等の悪影響を与えない程度の表面粗さとして低速回転域のトルクを小さくする。
【解決手段】 ころ3の端面3a,3bが摺接する内輪3のつば5a,5bのつば面6a,6bに対してショットブラスト加工、或いはショットピーニング加工により表面仕上げを行なうことで、つば面の表面粗さ(Ra,ring)を、0.05μm以上0.30μm以下に設定する。また、つば面の表面粗さの分布曲線の中心線に対する上下のとがり程度を示すとがり度合い(Rku,ring)を、3以上7以下に設定する。さらに、つば面の表面粗さ(Ra,ring)及びつば面に摺接するころの端面の表面粗さ(Ra,roller)を、0.1≦Ra,ring/Ra,roller≦1.0の関係とした。
(もっと読む)
ショットピーニング装置
【課題】施工効率を維持しつつも均一なピーニングが可能なショットピーニング装置を提供する。
【解決手段】被施工体3に対して噴射されるショットの供給部に接続されているノズル1aと、ノズル1aの被施工体3側にノズル1aと一体となって設けられ、被施工体3側に向かって末広形状のディフューザ1bとを備え、ディフューザ1bの被施工体3と相対する断面が円形状であり、ディフューザ1b内部に、被施工体3に対して噴射される前記ショットの流れを制御するショット流制御手段1cが少なくとも1つ設けられているショットピーニング装置。
(もっと読む)
金型表面の仕上げ加工方法
【課題】金型表面の仕上げ加工を容易にする。
【解決手段】この金型表面の仕上げ加工方法は、切削加工により形成された金型表面に対して仕上げ加工を施す方法であって、面粗し処理と、面戻し処理と、を備えている。面粗し処理は、切削加工後の金型表面に第1処理条件で投射材を投射し、金型表面を、切削加工により形成された凹凸よりも粗い凹凸状にする。面戻し処理は、面粗し処理によって粗い凹凸が形成された金型表面に対して第2処理条件で投射材を投射して、金型表面の表面粗さを面粗し処理前の粗さに近づける。
(もっと読む)
耐水蒸気酸化性を有するオーステナイト系ステンレス鋼管及びその製造方法
【課題】管内面の表面粗さの測定によりショット加工の良否を判断し、耐水蒸気酸化性に優れたオーステナイト系ステンレス鋼管を得ること。
【解決手段】ボイラの伝熱管に使用されるオーステナイト系ステンレス鋼管1において、鋼管内面へのショット加工後の管内表面3,4の粗さを算術平均粗さ(Ra)が2μm以下である。鋼管の使用時に鋼管内側に生成する水蒸気酸化スケール層6のうち、(Cr,Fe)3O4から成る内層6aの厚さが10μm以下の鋼管であること。さらに、管内面へのショット加工後の管内表面の硬さが350Hv以上であること。
(もっと読む)
マグネシウム合金およびその製造方法
【課題】耐食性に優れるマグネシウム合金およびその製造方法を提供すること。
【解決手段】マグネシウム合金の表面を、ショット角30°以下でショットブラスト処理することで、マグネシウム合金の表面から可固溶元素が除去され、耐食性が向上する。この方法で製造したマグネシウム合金の表面には、Mg結晶粒を含む改質部と、改質部以外の部分であり改質部を構成するMg結晶粒よりも粒径の大きなMgを主成分とするMg相と少なくとも1種の可固溶元素を含む共晶相とを有する非改質部と、が形成され、改質部における可固溶元素/Mgの値は、非改質部における可固溶元素/Mgの値を1としたときに0.5以下となる。
(もっと読む)
熱伝導部材
【課題】筒状セラミックス体を金属管で被覆する場合において、金属管における引張残留応力が低減されている熱伝導部材を提供する。
【解決手段】一方の端面から他方の端面まで貫通し、加熱体である第一の流体が流通する流路を有する筒状セラミックス体11と、筒状セラミックス体11の外周面に嵌合するとともに、表面においては深さ0.01〜0.2mmまでピーニング処理が施されている金属管12と、筒状セラミックス体11と金属管12との間に挟み込まれた中間材と、を備え、筒状セラミックス体11の内部に第一の流体を、金属管12の外周面12h側に第一の流体よりも低温の第二の流体を流通させ、第一の流体と前記第二の流体との熱交換を行う熱伝導部材10。
(もっと読む)
11 - 20 / 235
[ Back to top ]