
国際特許分類[B25B23/14]の内容
処理操作;運輸 (1,245,546) | 手工具;可搬型動力工具;手工具用の柄;作業場設備;マニプレータ (16,135) | 締め具,連結具,外し具,保持具のような他に分類されない工具,または卓上器具 (2,830) | スパナ,レンチ,ドライバの細部またはそれらの付属具 (798) | レンチまたはドライバにおけるトルク規制装置またはトルク指示装置 (544)
国際特許分類[B25B23/14]の下位に属する分類
特に手動のレンチまたはドライバーに適用されるもの (38)
特に流体作動のレンチまたはドライバーに適用されるもの (46)
特に電動のレンチまたはドライバーに適用されるもの (8)
設定トルクが工作物に適用されたとき,工作物にマーク付けする機構を有するもの (29)
工作物接触要素を駆動するモータの動力出力を調整する条件応答装置を有するモータ駆動装置 (7)
過度のトルクの適用により永久変形する力伝達要素を有するもの (12)
設定トルクを越えたとき,工作物接触装置が工作物とのトルク伝達係合から解放されるもの (9)
トルク制御されるクラッチ型装置を有するもの (40)
設定トルクを超過するまでは剛性でかつ力の伝達を完全に維持するかまたは超過トルクの信号を発する弾性構造部材からなるかまたは連結された工作物接触要素を有するもの (1)
国際特許分類[B25B23/14]に分類される特許
1 - 10 / 354
作業監視システム
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
インパクト回転工具
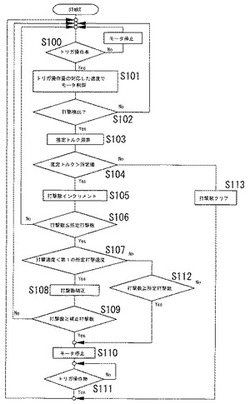
【課題】より正確なトルクでの締め付けを行うことができるものとする。
【解決手段】モータ出力によって出力軸に打撃衝撃を加えるインパクト機構と、該インパクト機構による打撃を検出する打撃検出手段21と、モータの回転数を検出する回転角検出手段22と、打撃検出手段で得られる打撃のタイミングと回転角検出手段によるモータ回転角とから打撃速度を算出する打撃検出手段24と、前記打撃検出手段で検出された打撃数をカウントして所定打撃数になればモータを停止させる制御手段10とを備え、制御手段は打撃速度検出手段で得られた打撃速度が所定打撃速度以下であるときに不足打撃数を補正する。さらに不足打撃数の補正量を調整するための調整部15を備える。
(もっと読む)
ねじ締め装置および制御方法

【課題】 ステッピングモータを用いて高精度のねじ締めを実現できるねじ締め装置およびその制御方法を提供する。
【解決手段】 この装置は、ビット10と、ステッピングモータ11と、入力されるPWM信号によりステッピングモータ11を駆動させる駆動回路12と、ステッピングモータ11の回転方向の位置または回転角度を検出する位置検出器13と、検出された情報から得られる回転速度が、設定された回転速度になるようにPWM信号を調整し、PWM信号により与えられる電流値から得られたステッピングモータ11のトルクが、設定されたトルクに達したか否かを判断し、達した場合に、設定されたトルクを超えないトルクを発生させる一定のPWM信号を駆動回路12に入力する制御回路14とを含む。
(もっと読む)
ネジ締め装置
【課題】着座までは高速回転させ短時間で効率的にネジ締めができると共に、着座後のオーバーシュートを被締結物の硬さに関わらず防止でき、トルク制御および角度制御の信頼性が高くかつコンパクトなネジ締め装置を提供する。
【解決手段】本発明のネジ締め装置1は、第1出力軸3と第2出力軸5との間に介在され第1出力軸3の第1係合部2と第2出力軸5の第2係合部4とを所要回転角度離間させると共に回転に伴う第1係合部2と第2係合部4との係合を遅延させるトーションばね6を有した係合遅延機構7を備えており、トルク検知部8が被締結物の着座に伴うトーションばね6の荷重増加によるトルク上昇を検知するとモーター9の回転速度を高速から低速に切り替えると共に、第1出力軸3の第1係合部2と第2出力軸5の第2係合部4とが係合する前にモーター9の回転速度が低速になるよう制御されている。
(もっと読む)
トルクレンチ及びこれを備えた締め付け装置
【目的】 本発明の目的は、締め付け作業時に締め付けトルク値を得ることが可能なトルクレンチ及びこれを備えた締め付け装置を提供する。
【構成】 トルクレンチWは、締め付け部10が着脱自在であるヘッド部21を有するレンチボディと、前記レンチボディ内に設けられており且つ締め付け部10に係合可能な第1端部と、前記第1端部の反対側の第2端部とを有するトルク伝達部と、前記トルク伝達部の第2端部に当接しており且つ当該トルク伝達部を通じて前記締め付け部にかかる荷重を受け、電気信号に変換して出力可能なロードセルとを備えている。
(もっと読む)
ボルト締付機
【課題】インナーソケット内に残った剪断用チップが意図せず排出されてしまうことを防止することのできるボルト締付機を提供する。
【解決手段】ボルト9先端に配備された剪断用チップ91に係合可能なソケット4と、該ソケット内に突出し、締め付けにより剪断された剪断用チップを排出する排出ピン5と、排出ピンをインナーソケット内に突出する方向に付勢する付勢手段50と、該付勢手段に抗して前記排出ピンを後方へ退避させた位置で排出ピンと係合し、排出ピンを退避位置に保持する係合部材6と、該係合部材と排出ピンの係合を解除する解除レバー8と、解除レバーの解除方向の動きを阻止するロックレバー25と、を具える。
(もっと読む)
ボルト締め付け監視装置、システム、方法及びプログラム
【課題】手間をかけずに簡易な構成でボルトの締め付けが適正に行われるように監視できるようにする。
【解決手段】ボルト締め付け監視装置100は、照明装置1を識別する機器番号、照明装置1毎に定められたボルトの本数、及びボルトを締め付けるトルク値の適正範囲が登録された登録部101を備え、音声入力部102に照明装置1の機器番号が入力された後、測定トルク値受信部103でトルクレンチ200からの測定トルク値を受信すると、その測定トルク値が登録部101に登録された適性範囲内にあるか否かを判定し、適正範囲内にあると判定されたボルトの本数が、登録部101に登録された当該識別情報で識別される対象物について定められたボルトの本数に達する前に音声入力部102に別の識別情報が入力された場合、音声出力部105を介して通知する。
(もっと読む)
油圧式トルクレンチの締付力の制御装置
【課題】超音波探触子を用いて締結部材の締付力の測定を行うようにするとともに、そのための電気的な接続機構を簡易に構成し、かつ、メンテナンスを容易に行うことができるようにした油圧式トルクレンチの締付力の制御装置を提供すること。
【解決手段】主軸Sの先端部に着脱可能に配設したソケットSoに超音波探触子Seを配設し、この超音波探触子Seから導出したケーブルCa1をソケットSoに配設したピン形状の電極E1に接続し、この電極E1と、ソケットSoの外周部に配設したソケットSoを回転可能に支持する支持体Suに配設した円環状の電極E2とを摺接させることにより電気的に接続し、支持体Suに配設した電極E1をケーブルCa2を介して外部のコントローラCon1、Con2、Con3に接続する。
(もっと読む)
電動工具
【課題】電子クラッチ式の電動工具において、モータを双方向に回転させて対象物の締め付け及び取り外しを行うときの回転トルクの上限値を、簡単な操作で適性に設定できるようにする。
【解決手段】使用者が設定切替スイッチを介してトルク設定値の設定指令を入力すると(S210:YES)、トルク設定値を更新し(S220)、その更新されたトルク設定値に基づき、モータの回転トルクの上限値に相当するモータ電流であるクラッチ閾値を設定する。そして、そのクラッチ閾値の設定は、まず、モータの駆動方向が対象物を締め付ける正転駆動方向であるか否かを判断し(S230)、正転駆動方向であれば、正転時のクラッチ閾値を設定し(S240)、逆転駆動方向であれば、トルク正転時のクラッチ閾値よりも大きい、逆転時のクラッチ閾値を設定する(S250)、といった手順で行う。
(もっと読む)
回転工具支持装置
【課題】回転工具に発生する瞬間的な反力が操作側に伝達されることを抑制できる回転工具支持装置を提供する。
【解決手段】回転工具支持装置1は、一端に工具が着脱可能に連結される回転軸51及び回転軸51に駆動力を発生させる本体部52を有する回転工具50を支持する回転工具支持装置1であって、本体部52を保持する本体保持部18と、本体部52を回転方向及び回転軸方向に移動可能に支持する本体支持部20と、本体支持部20に連結されて回転工具50を任意の位置に移動させるための操作が加えられる操作入力部28と、を備える。
(もっと読む)
1 - 10 / 354
[ Back to top ]