
国際特許分類[B29B11/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 予備成形品の製造 (502) | 構造または組成に特徴があるもの (236) | 充填材または補強材を有するもの (188)
国際特許分類[B29B11/16]に分類される特許
11 - 20 / 188
プリプレグ及びそれを用いた積層板並びにプリント配線板
【課題】優れた加工性及び絶縁性を維持し、かつ、熱伝導性に優れたプリプレグ及びそれを用いた積層板並びにプリント配線板を提供すること。
【解決手段】(A)熱硬化性樹脂及び(B)酸化アルミニウムを含む樹脂組成物を、(C)フェニルアミノ基を有するシラン化合物によって処理されたガラス繊維基材に含浸又は塗工してなるプリプレグ、該プリプレグを用いて積層形成した積層板、及び該積層板を配線形成したプリント配線板である。
(もっと読む)
ロボットフォーク用プリプレグおよびその製造方法、ならびにロボットフォークの製造方法
【課題】軽量でありながら、高強度を有し、かつ低コストであるロボットフォークを得るための強化繊維プリプレグを提供すること。
【解決手段】強化繊維および熱硬化性樹脂を有してなるシート状プリプレグであって、前記強化繊維は、350GPa以上の引張弾性率、かつ200〜1000texの繊度を有する炭素繊維であって、単位面積当たりの炭素繊維質量が250〜450g/m2となるように一方向に配向されており、前記熱硬化性樹脂の前記シート状プリプレグに占める質量含有率が15〜30質量%であり、前記シート状プリプレグの含浸部の長さの和が該シート状プリプレグ全体の長さの5%以上であり、前記シート状プリプレグの少なくとも片面に離型紙が配されていて、該シート状プリプレグと該離型紙の剥離抵抗が150〜6000mN/25mmであり、かつ、コンポジット圧縮強度が700MPa以上であることを特徴とするロボットフォーク用プリプレグ。
(もっと読む)
プリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法
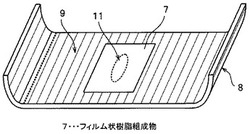
【課題】ハイサイクルプレス成形で成形した成形品の表面に凸凹部分が発生するのを抑制することができるプリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法を提供する。
【解決手段】予め本発明の裏面にフィルム状樹脂組成物(7) を貼り付けたプリフォーム(6) を用いずに成形した成形品から、成形品の表面に発生する樹脂枯れや凸凹部分の発生箇所(欠陥箇所)を特定しておき、一以上積層した原プリフォーム裏面側の前記欠陥箇所に対応する特定部位に、前記凸凹部分を覆う面積のフィルム状樹脂組成物(7) を貼り付ける。この裏面にフィルム状樹脂組成物を貼り付けたプリフォームを用いて成形品を製造する。
(もっと読む)
炭素繊維強化プラスチック成形体

【課題】振動減衰率の向上及び曲げ弾性率低下の抑制を図りつつ表面に歪みが発生することを防止可能なCFRP成形体を提供する。
【解決手段】CFRP成形体1は、CFRP層2とCFRP層3との間に制振層4を有しているので振動減衰率が向上される。CFRP成形体1においては、CFRP層2を相対的に厚くすると共にCFRP層3を相対的に薄くすることによって、制振層4をCFRP成形体1の中心よりも表面1a側に配置しているので、曲げ弾性率低下が抑制される。CFRP成形体1においては、CFRP層3に含まれる炭素繊維の配向方向に交差する方向に延びる空隙4aを制振層4に設けているので、CFRP層3を薄くしても、CFRP成形体1の成型時において、表面1aに歪みが発生することが防止される。
(もっと読む)
繊維強化樹脂複合材料
【課題】優れた強度及び耐衝撃性、振動減衰特性を兼ね備えた繊維強化樹脂複合材料を提供することにある。
【解決手段】有機繊維からなる繊維構造体と、無機繊維からなる繊維構造体とが積層され、これらに樹脂が含浸されてなる繊維強化樹脂複合材料であって、該繊維強化樹脂複合材料全体における有機繊維:無機繊維の体積比が10:90〜50:50であり、該繊維強化樹脂複合材料の少なくとも一方の表面から、該繊維強化樹脂複合材料の厚みの1/3に相当する外層部分には、有機繊維からなる繊維構造体のみ、もしくは、無機繊維からなる繊維構造体および有機繊維からなる繊維構造体が配されており、該外層部分に含まれる有機繊維の体積比率が、該外層部分に含まれる有機繊維および無機繊維の全体積を基準として10%以上であることを特徴とする繊維強化樹脂複合材料とする。
(もっと読む)
繊維強化樹脂シートの製造装置及びその製造方法
【課題】熱可塑性樹脂を強化繊維基材に良好に含浸することができる繊維強化樹脂シートの製造方法及びその製造装置を提供する。
【解決手段】シート状の強化繊維基材Fと、熱可塑性樹脂Pとを、一対のロール10,20間に導入し、一対のロールを回転させながら強化繊維基材Fに前記熱可塑性樹脂Pを含浸することにより、繊維強化樹脂シートSを製造する方法であって、一対のロール10,20として、金属製の主ロール10と金属製の押さえロール20とを用い、主ロール10に対して押さえロール20を押圧することにより、押さえロール20の周面が主ロール10の周面形状に倣うように押さえロール20の周面21を変形させながら、熱可塑性樹脂Pを強化繊維基材Fに含浸させる。
(もっと読む)
複合材組成物
【課題】未硬化複合材組成物、硬化複合材料及び硬化複合材料の製造方法を提供する。
【解決手段】未硬化複合材組成物は未硬化樹脂及び三軸ブレイド10を含有する。三軸ブレイドは、長手方向軸11を有し、長手方向軸に対して第1バイアス角度22で第1バイアス方向21に延在する第1バイアス繊維20、長手方向軸に対して第2バイアス角度32で第2バイアス方向31に延在する第2バイアス繊維30及び長手方向軸に平行な方向に延在する軸繊維14を含み、第1バイアス繊維、第2バイアス繊維及び軸繊維のトウサイズが実質的に同じであり、トウサイズが約1k〜約11kの範囲である。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
シート状プリプレグの製造方法および装置
【課題】溶融粘度が高い熱可塑性樹脂を使用して、高品位のシート状プリプレグを高い生産性で製造できる、方法を提供する。
【解決手段】帯状強化繊維束2をダイ4内を通過させ、溶融した熱可塑性樹脂に含浸させてシート状のプリプレグを製造する。ダイ4の直上流に、温度制御可能な連結部8を介して、通路内を所定の真空度に減圧可能なシール部7を接続し、帯状強化繊維束2を、シール部7の所定の真空度に減圧された通路内を通過させた後、通路内温度を上流側ではより低く下流側ではより高くなる状態として、該連結部8を通過した帯状強化繊維束2をダイ4内に導入することを特徴とするシート状プリプレグの製造方法および装置1。
(もっと読む)
繊維強化複合材
【課題】熱可塑性樹脂を用いた繊維強化複合材の機械的強度を向上する。
【解決手段】本発明の筐体用繊維強化複合材は、重量平均による繊維長さが10〜30mmであり、不織布に由来する強化繊維と、強化繊維を保持する熱可塑性樹脂からなるマトリクス材と、を備えることを特徴とする。この繊維強化複合材100,200は、厚み方向の中央部に配置される内層101,201と、内層101,201の厚み方向の両側に配置される外層103,203とを備える場合、外層103よりも内層101に多く強化繊維が存在する形態(a)と、内層201よりも外層203に多く強化繊維が存在する形態(b)とを包含する。また、厚み方向に強化繊維が断続的に存在する形態(c)も包含する。
(もっと読む)
11 - 20 / 188
[ Back to top ]