
国際特許分類[B29C43/34]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859) | 型または圧縮装置への成形材料の供給 (405)
国際特許分類[B29C43/34]に分類される特許
41 - 50 / 405
プレス成形機への成形材料供給装置
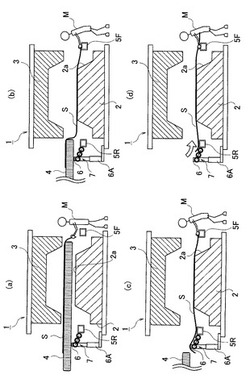
【課題】成形材料の下型へのセット時に、テーブル端から自重落下する成形材料の端部が反動により捲れ上がって2重に折り重なるのを回避できるプレス成形機への成形材料供給装置の提供を図る。
【解決手段】成形材料Sを下型2の型面2a上に投入した際に、テーブル4の端部上から最終的にずれ落ちる成形材料Sの端部を、一方のシワ取りバー5Rと、投入ガイド部材7と、緩衝用バー6とに順次に連続して受け止めて、これら両バー5R,6間に略平坦状に橋渡し可能となり、端部の自重落下による反動を小さく抑制してその捲れ上がりを回避する。
(もっと読む)
樹脂成形装置

【課題】樹脂成形装置において、ノズルまたはダイあるいはTダイの吐出口の開口面での溶融樹脂の固化を防ぐ。
【解決手段】本発明の樹脂成形装置は、射出装置からノズルまたはダイあるいはTダイを介して金型上に溶融樹脂を吐出し、次いで型締めを行うことにより樹脂製品を成形する樹脂成形装置において、吐出口2の開口面の溶融樹脂を保温または加熱するための赤外線ヒータ4を、吐出口2に向けて吐出口2の斜め前方に配置したことを特徴とする。また、赤外線ヒータを使用して吐出口2の開口面の溶融樹脂を保温または加熱する代わりに、吐出口2を閉鎖するためのシャッタ8を設け、このシャッタ8をヒータ9で加熱しても良い。
(もっと読む)
圧縮成形システム
【課題】溶融樹脂塊搬送装置から成形金型へ溶融樹脂塊を受け渡す際に、受け渡し不良を安価な装置で検出するとともに、材料の無駄を省き装置の停止後素早く生産を復帰すること。
【解決手段】溶融樹脂塊供給装置3から圧縮成形機4の成形雌型20に溶融樹脂塊を受け渡す際に、溶融樹脂塊の受け渡し不良を検出する赤外線温度計13を備え、成形雌型20の溶融樹脂塊が供給される箇所の許容範囲よりも外側における成形雌型20の部位の温度を測定するようにした。溶融樹脂塊が存在すれば温度が高く、存在しなければ温度が低いので、前記部位の溶融樹脂塊の有無を判定し、受け渡し位置不良を検出できる。
(もっと読む)
車両用内装部材の成形方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で、熱可塑性樹脂が押し潰されて強化繊維との接触面積が増加するように加熱状態で圧縮することで、スタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼合部材3を製造する。その後ホットプレス機21を開き、加熱された貼合部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼合部材4を形成する。その後膨張貼合部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
精密成形装置及びその成形方法
【課題】成形体の成形において精度良く材料を計量供給し、微細パターンを持つ成形体の成形装置及び成形方法を提供する。
【解決手段】材料を貯蔵する材料貯蔵手段2と、材料貯蔵手段2から前記材料の適宜量を取り出す材料供給手段3aと、材料供給手段3aにより取り出された適宜量の材料から、所定量の材料を計量する材料計量手段4aと、材料計量手段4aにより計量された計量済み材料を、所定のパターンを有する成形12版上に搬送して載置する搬送手段9と、成形版上に載置された計量済み材料を加熱溶融する加熱溶融手段14と、加熱溶融手段14により加熱溶融された材料を成形する成形手段18と、成形手段18により成形された成形体23を冷却する冷却手段21と、冷却手段21による冷却後に成形版から成形体を剥離する剥離手段22と、剥離手段22により剥離された成形体を取り出す成形体取出手段24と、を備えたことを特徴とする成形装置。
(もっと読む)
制御された大気圧樹脂注入プロセス
【課題】プリホームにおける、繊維層が圧縮されたままであり、注入が停止されたときに、プリホームが完全に充填され、複合材料における所望の厚みと繊維体積分率が達成される制御された大気圧樹脂注入プロセスを提供する。
【解決手段】樹脂供給タンクを大気圧よりも低い圧力まで排気し、循環圧縮を用い、かつ正味の成形圧力を制御することにとよって、樹脂注入プロセス、特に真空補助樹脂トランスファ成形プロセスをより適切に制御し、かつオートクレーブを用いて製造されたものに匹敵する、またはそれを超える繊維体積分率およびツール側表面の仕上げを有する航空宇宙級の繊維強化樹脂複合材料を生成することができる。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下である。
(もっと読む)
ビルドアップ用プリプレグ
【課題】内層回路の埋め込み性の向上と、厚み精度の向上との両立を図る。
【解決手段】ビルドアップ用プリプレグ1は、繊維基材2と、繊維基材2の両面に設けられた樹脂層3、4とを備え、IPC−TM−650 Method 2.3.17に準拠し、171±3℃、1380±70kPaの条件で5分間加熱加圧して測定された樹脂流れが、15重量%以上50重量%以下であり、対向する一対のゴム板によりプリプレグ1を挟んだ状態で、120℃、2.5MPaの条件下に加熱及び加圧したとき、平面視で繊維基材2の外縁からはみ出る樹脂層3、4の重量が、樹脂層3、4の全体に対して、5重量%以下である。
(もっと読む)
成形品の製造方法
【課題】熱可塑性樹脂をマトリックス樹脂とした繊維強化基材よりなり、加熱溶融した際に弾性回復性を有するプリプレグを用いたプレス成形で、熱可塑性樹脂の分解によるガスの発生を抑えた成形方法を提供する。
【解決手段】以下の工程A〜Eを順に経て成形品を得る。工程A:プリプレグを、そこに含浸された熱可塑性樹脂の融点よりも50℃高い温度で溶融しない樹脂フィルムでプリプレグ表面が露出しないように挟み込む工程。工程B:樹脂フィルムで挟まれたプリプレグを、ヒーター炉内に搬送し、プリプレグに含浸された熱可塑性樹脂を、その融点以上であって、かつ樹脂フィルムが溶融しない温度に加熱し、溶融させる工程。工程C:樹脂フィルムで挟まれたプリプレグから樹脂フィルムを除去したプリプレグを金型内に搬送、配置する工程。工程D:プリプレグを金型内で加圧冷却して成形品となす工程。工程E:金型から成形品を取り出す工程。
(もっと読む)
マイクロレンズアレイ、マイクロレンズアレイの作製方法、発光装置および照明装置
【課題】発光素子からより効率よく光を取り出すことのできるマイクロレンズアレイを、簡便な工程で成型する。
【解決手段】両面に異なる大きさの凹凸を有するマイクロレンズアレイを成型することとした。また樹脂シートおよび樹脂ペレットを併用して、両面で異なる大きさの凹凸を有するマイクロレンズアレイを成型することとした。具体的には第1のレンズ面を形成する第1の凹凸構造が複数設けられた第1の金型と、第1の金型の該凹凸構造の10万分の1以上5分の1以下のピッチを有する第2のレンズ面を形成する第2の凹凸構造を複数有する第2の金型との間に、レンズ成形材として、第1の金型側から、樹脂ペレット及び樹脂シートをこの順に配置し、加熱プレス処理により樹脂ペレットと樹脂シートとを融合させ、第1のレンズ面と、該第1のレンズ面の裏面側に第2のレンズ面とを有する樹脂構造体を成形する。
(もっと読む)
41 - 50 / 405
[ Back to top ]