
国際特許分類[B29C43/34]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859) | 型または圧縮装置への成形材料の供給 (405)
国際特許分類[B29C43/34]に分類される特許
21 - 30 / 405
樹脂成形体の製造方法
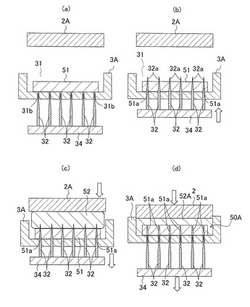
【課題】成形された樹脂成形体に圧着痕など無く、樹脂基材に対して所望の位置に繊維強化樹脂材を配置し、樹脂基材と繊維強化樹脂材との密着強度を確保することができる樹脂成形体の製造方法を提供する。
【解決手段】第1の熱可塑性樹脂52を少なくとも含む樹脂基材52Aに、強化繊維に第2の熱可塑性樹脂が含浸された繊維強化樹脂材51を補強材として配置した樹脂成形体50の製造方法であって、下型3Aに対して入れ子式に配置された可動ピン32を前進させることにより、下型3A内において繊維強化樹脂材51に可動ピン32を貫通させ、可動ピン32が貫通した繊維強化樹脂材51から可動ピン32を引き抜く際に、可動ピン32により成形された繊維強化樹脂材51の貫通孔51aに、溶融した第1の熱可塑性樹脂を導入しながら、前記樹脂基材を成形する。
(もっと読む)
繊維強化樹脂と軽量化コアとの複合材ならびにそれを製造する方法および装置

【課題】 繊維強化樹脂とそれに隣接する軽量化コアとを備える複合材を製造する際、複合材の重量が増加することなく、軽量化コアの表面の孔内に樹脂が流入するのを防ぐことができるとともに、高い成型精度の複合材を高レートで生産する。
【解決手段】 軽量化コアと、この軽量化コアの表面の少なくとも一部に隣接する繊維強化樹脂とを備える複合材を製造するため、先ず、成形型内に、軽量化コアが繊維強化樹脂と隣接する部分と実質的に同一の形状を有する部分を具備する中子と、この中子に隣接して繊維基材を配置するステップ100と、成形型内に樹脂材を注入して、繊維基材に樹脂材を含浸するステップ110と、樹脂材を硬化するステップ120と、成形型から中子と繊維基材を含む硬化樹脂を取り出すステップ130と、この繊維基材を含む硬化樹脂と軽量化コアとを一体化するステップ150を行う。
(もっと読む)
ガスタービンエンジン用ブレードの製造方法
【課題】ガスタービンエンジン用ブレードの製造方法の生産性を向上させる。
【解決手段】熱可塑性樹脂をマトリックスとする複数の複合材シート10を、互いに積層して積層体11を形成する積層工程S1と、積層体11のうち、該積層体11を構成する全ての複合材シート10が積層方向に重なり合っている部位11aに3次元曲面形状を付与し、当該部位11aの中の少なくとも一部から3次元曲面形状を有する翼片12を成形する翼片成形工程S2と、複数の翼片12を、互いに重ね合わせた状態で加熱および加圧して一体化し、所定の翼面形状に成形する一体化工程S3と、を備えているガスタービンエンジン用ブレードの製造方法である。
(もっと読む)
ポリカーボネート樹脂組成物および成形品
【課題】 線膨張係数が小さく、高い成形性を有するポリカーボネート樹脂組成物およびその成形品を提供する。
【解決手段】 ポリカーボネート樹脂と、一次粒子の個数平均粒子径が0.5nm以上30nm以下のシリカ微粒子を含有し、前記シリカ微粒子の含有量が前記ポリカーボネート樹脂と前記シリカ微粒子の合計に対して40vol%以上80vol%以下であるポリカーボネート樹脂組成物を成形してなる成形品であり、前記成形品の20℃から60℃の範囲の線膨張係数が20×10−6/℃以下(但し、負の線膨張係数を含む。)であることを特徴とする成形品。
(もっと読む)
基材成形装置
【課題】基材の搬送不具合の発生を防止ないし抑制できる基材成形装置を提供すること。
【解決手段】植物性繊維と熱可塑性樹脂を含む材料からなる板状体をその表裏側から挟持して保持するハンガー30によって吊り下げた状態で搬送しながら基材に成形する基材成形装置であって、板状体を加熱する加熱装置と、加熱装置内において、ハンガー30を板状体の表裏側から支持した状態で板状体の板面に沿った方向に搬送する第1スライドレール58a、第3スライドレール58c及び水平方向搬送機構とを備える。加熱装置内において板状体が表裏側から支持された状態で搬送されるので、加熱装置内において板状体を保持した保持装置の落下等の搬送不具合が発生することを防止ないし抑制することができる。
(もっと読む)
成形体の製造方法
【課題】 強化繊維と熱可塑性樹脂を用いて、軽量性と高い剛性を有した成形体の製造方法を提供することを目的とする。
【解決手段】 熱可塑性樹脂と平均繊維長5mm超100mm以下の強化繊維とを含む成形用前駆体材料を、線膨張率が異なる中子と母型からなる金型を用いて、当該材料を中子に配するようにしてプレスし加熱した後、母型を冷却する。
(もっと読む)
立上部を有する軽量な成形体とその製造方法
【課題】熱可塑性樹脂を含む繊維強化複合材料からなり、水平部に対して縦方向に伸びた立上部を有する軽量な成形体を提供する。
【解決手段】平均繊維長10〜100mmで特定の開繊条件を満たす繊維束を含む強化繊維と熱可塑性樹脂とから構成されるランダムマットについて、金型形状に対しチャージ率が5%以上100%以下のランダムマットまたは成形前駆体を用いてプレス成形を行ってリブおよび/またはボスといった水平部に対して縦方向に伸びた立上部を有する成形体を製造する。立上部においても繊維の等方性の維持が可能であり、さらに各部位で一定の繊維長および繊維含有率を維持できる成形体を提供する。
(もっと読む)
成形装置及び成形方法
【課題】成形の形状精度や離型性の低下を抑えることができる成型装置及び成型方法を提供する。
【解決手段】熱硬化性樹脂を使用して成形物を成形する成形装置および成形方法であって、熱硬化性樹脂が流動性を維持している該熱硬化性樹脂の粘度の状態を第1の状態とし、加熱による熱硬化性樹脂の硬化が進行し、粘度が前記第1の状態に戻らない状態を第2の状態とし、熱硬化性樹脂が第1の状態から第2の状態に移行する間、熱硬化性樹脂を加熱する温度を一定に制御する温度制御と、熱硬化性樹脂にかかる圧力を徐々に高くする圧力制御と、を行う。
(もっと読む)
温度調節用ダイ
【課題】所望の温度の熱可塑性樹脂を短時間で得ることができる温度調節用ダイ及び温度調節用ダイを用いた樹脂成形体の製造方法を提供する。
【解決手段】本発明は、金型と金型に溶融状の熱可塑性樹脂を供給するための樹脂供給装置との間に配置され、金型に供給される溶融状の熱可塑性樹脂の温度を調節するための温度調節用ダイ1であって、溶融状の熱可塑性樹脂が流れる複数の流路Bを有するランド部4と、ランド部4に設けられ、流路Bを流れる熱可塑性樹脂の温度を変化させるカートリッジヒータ9及び/又は冷却水配管8と、を備え、ランド部4内の流路Bを形成する壁部11,4d、4eの少なくとも一部は、熱伝導率が180W/m・K以上の材料からなる。この温度調節用ダイ1によれば、効率良く熱可塑性樹脂の温度調節を行うことができ、処理能力が大きく向上するので、所望の温度の熱可塑性樹脂を短時間で得ることができる。
(もっと読む)
樹脂注入のための自動樹脂及び繊維配置
【課題】大規模な複合構造体を樹脂注入プロセスを用いて製造する方法において、自動化によってコスト削減すると共に高速化を可能とし、且つ、品質向上させる為の樹脂フィルムの自動敷設方法と装置を提供する。
【解決手段】少なくとも一つの繊維強化材のプライと、少なくとも一つの樹脂層とをツール上に積み上げることにより、複合構造体が作製される。樹脂フィルムの層は、樹脂フィルムのストリップを配置することにより形成される。繊維強化材には、樹脂層から樹脂が注入される。
(もっと読む)
21 - 30 / 405
[ Back to top ]