
国際特許分類[B29C45/46]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 成形材料を可塑化,均質化または金型内に圧入するための手段 (1,200)
国際特許分類[B29C45/46]の下位に属する分類
スクリューを用いるもの (309)
射出ラムまたはピストンを用いるもの (163)
射出中または射出後に可動な金型部品を用いるもの,例.射出圧縮成形 (417)
成形材料へ後加工圧力を作用させるもの (49)
細部 (166)
国際特許分類[B29C45/46]に分類される特許
1 - 10 / 96
成形機における射出装置
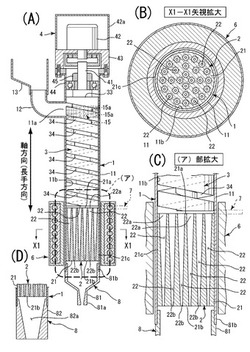
【目的】投入した大量のペレットが短時間に効率良く加熱且つ溶融され、品質の良い溶融樹脂を射出することができる成形機における射出装置とすること。
【構成】ペレット供給口を備えたシリンダー1と、スクリュー3と、駆動手段4と、器本体部21に錐体状の通路で且つ流入側大開口22aから流出側小開口22bに連通する多数の溶融孔22が形成されてなる溶融器2と、シリンダー1の射出側に設けられた出口部材8と、溶融器2を加熱する加熱手段6とからなること。溶融器2はスクリュー3と出口部材8との間に配置されると共に溶融孔器2の流入側大開口22a側の面をスクリュー3の先端と対面する流流入側面部21aとし、流入側面部21aと反対側で出口部材8と対面する面を流出側面部21bとし、且つスクリュー3の先端面の形状は、溶融器2の流入側面部21aと同一形状としてなること。
(もっと読む)
電子ビーム照射により表面改質した成形機、成形機用のスクリュ及び成形機用のプランジャ

【課題】成形材料との接触面に対して電子ビームを照射することでその表面を改質し、特に耐腐食性や耐摩耗性を高めた成形機、成形機用のスクリュ及び成形機用のプランジャを提供する。
【解決手段】成形材料を押し出して又は金型に充填して又は金型に供給して成形する成形機において、前記成形材料との接触面の一部又はその全部に電子ビームを照射して表面改質する。電子ビーム照射により高い耐食性や耐摩耗性を有する金属元素(例えばクロム、モリブデン、コバルト等)が表層に析出するので、当該表面の耐食性や耐摩耗性を向上させることができる。
(もっと読む)
射出成形機のノズルタッチ制御装置
【課題】ノズルタッチ力を正確に制御するとともに、万一ノズルタッチに異常が発生した場合には異常を的確に検出し、さらに異常による成形不具合や機械の故障を未然に防止することができる射出成形機のノズルタッチ制御装置を提供すること。
【解決手段】ノズル2の先端が金型(固定側金型46b)の当接する前の状態1から、ノズル前後進用サーボモータ214を駆動(モータ回転)することにより、射出ユニット39を金型46方向に前進させると共にノズル2の先端も金型46方向に前進し、ノズル2の先端が金型(固定側金型46b)の射出ユニット39側の面にノズルタッチし、ノズル2の先端が金型46にタッチすると弾性部材(バネ35)が縮み始め、近接スイッチ38は弾性部材であるバネ35が縮み始めると反応する位置に設置されていることから、近接スイッチ38の反応によってノズル2が固定側金型46bにタッチしたことを検出することができる。
(もっと読む)
射出装置、成形機、射出装置の制御方法
【課題】本発明は、駆動装置の寿命の低下や動作精度の低下を抑制することができる射出装置を提供する。
【解決手段】射出装置30は、射出部30aと、駆動装置50と、駆動装置50を冷却する、第1〜4の冷却通路91〜94と制御部1とポンプ100とタンク80とを備える。射出部30aは、可塑化された材料Mを収容する射出用バレル32と、射出用バレル32に形成されるノズル38と、射出用バレル32に収容されて可塑化された材料Mをノズル38を通して射出装置30の外部に押し出すプランジャ33とを備える。駆動装置50は、プランジャ33を駆動する。
(もっと読む)
ノズルタッチ力の調整方法と調整装置
【課題】所定のノズルタッチ力で金型を押圧した際に、ノズルタッチ位置が高さ方向に変化しても、基台へ支持される支持部材に掛かる曲げ応力値の安全性を確保しつつ、支持部材の曲げ歪や、繰返し使用による疲労破壊を防止するノズルタッチ力の調整方法と調整装置を提供することを目的する。
【解決手段】 基準位置で金型14,15を基準ノズルタッチ力F0で押圧した時に、基台上面位置で基台2へ支持される軸部材36に掛かる基準曲げ応力値σ0と、ノズルタッチ位置が高さ方向に変化した全ての高さ位置において基台上面位置で軸部材36に掛かる曲げ応力値σが、常に一定になるようにノズルタッチ力Fを調整することである。
(もっと読む)
射出成形方法
【課題】インラインスクリュー型の射出成形装置を用い、ペレット等の粉体状材料と、粉体状材料とを十分に混ぜないまま加熱シリンダに直接供給しても、品質の安定した成形品が得られるようにする。
【解決手段】射出成形装置の加熱シリンダ13の先端部に圧力センサ27を組み込む。計量工程中に、投入口28に連なるホッパー40に、定量フィーダ52,54から粒体状のバイオマス樹脂45と粉体状の添加剤46とを少量ずつ供給する。投入口28直下では、加熱シリンダ内の空間に隙間を残しつつ材料が時間的に分散して供給される。コントローラ25は、圧力センサ27で検知した圧力値に基づいてスクリュー14の後退力PJを算出し、これに係数K(1.2〜2.0)を乗じた力がスクリュー14に加わる前進力PHとなるように駆動装置18を制御する。
(もっと読む)
成形機の射出装置
【課題】シリンダ装置と他の駆動装置とによって好適に射出を行うことができる成形機の射出装置を提供する。
【解決手段】射出装置1は、キャビティ105に溶湯を押し出すプランジャ5と、プランジャ5と連結された射出シリンダ装置7と、変換シリンダ装置29と、射出ヘッド側室21hと変換ヘッド側室33hとを連通するヘッド側連通路51と、変換ピストン35により変換ヘッド側室33hの作動液を射出ヘッド側室21hへ押し出す方向へ変換ロッド37を駆動可能な駆動装置31と、射出ヘッド側室21hに作動液を供給可能なアキュムレータ11と、射出ヘッド側室21hから変換ヘッド側室33hへの作動液の流れを禁止可能なヘッド側逆止弁55とを有している。
(もっと読む)
射出装置
【課題】単一の駆動手段では実現できない、高い射出速度と射出圧を実現可能し得る射出装置を提供すること。
【解決手段】作動油を射出シリンダ16に供給する作動用シリンダ23,24と、作動用シリンダ23,24のピストン23p,24pを駆動させるサーボモータM1,M2と、からなる作動機構を、複数組、射出シリンダ16に接続する。そして、成形材料を射出する低速工程及び高速工程時には、サーボ制御により、各作動用シリンダ23のピストン23pを前進動作させて作動油を射出シリンダ16のヘッド側室16hに供給する。また、増圧工程時には、サーボ制御により、作動用シリンダ24のピストン24pを前進動作させて作動油を射出シリンダ16のヘッド側室16hに供給する。このように複数組の作動機構を備えることで、サーボモータM1,M2に高い性能を要求せずに、射出シリンダ16の高速化及び高圧化を図ることが可能となる。
(もっと読む)
逐次射出成形プロセスにおけるポリマー材料の送出制御
【課題】逐次射出成形プロセスにおいてポリマー材料の送出を制御する方法と装置。
【解決手段】複数の金型キャビティ14a〜14iへ第1の材料の第1回ショットを同時に送出するステップと、第1回ショットの送出のステップ中に対応するキャビティ14a〜14iへ送出される材料の容積または流量を示す特性を、それぞれのキャビティ14a〜14iについて独自に検知するステップと、第1回ショットの送出中に対応するキャビティ14a〜14iについて検知された特性を示す信号を変数として使用するプログラムに従って、1個以上のキャビティ14a〜14iへ第1回ショットを送出するステップを独自に停止するステップと、および第1回ショットを送出するステップを停止するステップに引続いて、第2の材料の第2回ショットをキャビティ14a〜14iへ同時に送出するステップと、を有する方法を提供する。
(もっと読む)
射出成形機の表示装置
【課題】樹脂漏れが発生したタイミングと、そのタイミングでの樹脂圧力の値を確認することが可能な、射出成形機の表示装置を提供すること。
【解決手段】射出からの経過時間に対応させて、溶融樹脂の樹脂圧力とノズルの押し付け力を同一グラフ上に表示した例であり、樹脂圧力の曲線上の符合bはノズル2の押し付け力が上昇開始時の樹脂圧力,符号cは最大の樹脂圧力,符号dはノズル2の押し付け力が元に戻った時の樹脂圧力を示す。この例では射出中に樹脂圧力が(b)を迎えるタイミングでノズル押し付け力が上昇し始めているので、このタイミングで樹脂漏れが発生していると判断でき、グラフから樹脂漏れが発生したタイミングでの樹脂圧力がわかるため、射出中の樹脂圧力が、樹脂漏れが発生したタイミングの樹脂圧力以下となるように成形条件の変更を行えば樹脂漏れを防止できることがわかる。
(もっと読む)
1 - 10 / 96
[ Back to top ]