
国際特許分類[B29C47/20]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 押出ノズルまたはダイ (1,291) | 管状開口を有するもの,例.管状物品のためのもの (323)
国際特許分類[B29C47/20]の下位に属する分類
調節可能なもの (11)
互いに回転するダイ部分を有するもの (6)
多層管状押出ノズル (21)
クロスヘッド管状押出ノズル (28)
国際特許分類[B29C47/20]に分類される特許
71 - 80 / 257
ポリテトラフルオロエチレン樹脂製チューブの製造装置及びその製造方法並びにポリテトラフルオロエチレン樹脂製チューブ
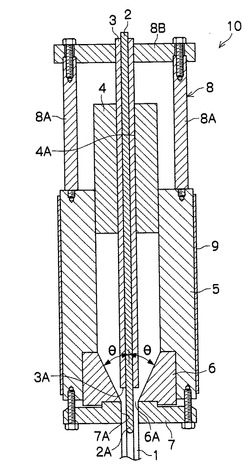
【課題】本発明は、極細のPTFE樹脂製チューブを煩雑な工程を経ることなく製造することができるPTFE樹脂製チューブの製造装置及びその製造方法並びにPTFE樹脂製チューブを提供する。
【解決手段】押出成形装置10のマンドレルを、マンドレル芯材2とマンドレル補強管3とからなる二重軸構造とする。マンドレル補強管3の下端部から突出されたマンドレル芯材2の下端部2Aを、ダイ6の開口部6Aを介してトップダイ7の形成用開口部7Aに貫通配置する。マンドレル芯材2の外径は、0.05〜1.0mmであり、マンドレル補強管3の内径はマンドレル心材2の外径と同寸法である。トップダイ7の形成用開口部7Aの直径は0.11〜1.4mmである。押出成形装置10によって製造されるPTFE樹脂製チューブの内径は0.05〜1.0mmであり、厚さは、0.03〜0.2mmである。
(もっと読む)
樹脂シート製造方法、スタンディングバッグ製造方法、インフレーション成形用ダイ及びスタンディングバッグ

【課題】本発明は、医療用輸液バッグ等の用途に適した自立型のスタンディングバッグに関し、密閉型の菌・塵埃混入の恐れを解消することを目的とする。
【解決手段】ダイ10は同芯二重のリング状吐出口を備えており、二重のリング状吐出口から溶融樹脂が空気圧下で押し出され、外側及び内側の筒状フィルムFa, Fbがインフレーション成形される。インフレーション成形された筒状フィルムFa, Fbは外側及び内側が冷却水により冷却され、シート状に圧潰しつつロールRとして巻き取られる。ロールRからのシートSは真ん中で二つ割りにされ、筒状フィルムFa, Fbは切断線にそって両側に開かれ、二つ割りにされた各々が切断縁にそって筒状フィルムFa, Fb対向面が溶着され、バッグのボトムとなる部位が成形され、シートの長手方向でバッグ幅の間隔毎にサイドシールの二倍幅でシート幅方向に溶着され、二倍幅の中間での裁断により個々のバッグとする。
(もっと読む)
ポリエチレン系樹脂発泡シートおよび発泡成形品
【課題】表面の光沢度が低く、つや消し状で紙(和紙)のような風合いを持ち意匠性に優れていると共に、その表面が高い撥水性を有し、洗浄容易性、防汚性にも優れたポリエチレン系樹脂発泡シートと発泡成形品の提供。
【解決手段】少なくとも一方の面の光沢度(但し、該光沢度はJIS K7105に記載の方法に従って測定された光沢度である。)が10以下であり、且つ水の接触角が85度以上であることを特徴とするポリエチレン系樹脂発泡シート。
(もっと読む)
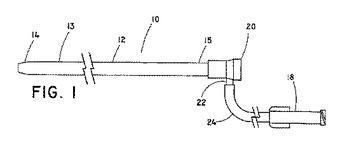
補強されたチューブを形成する方法
連続工程で補強されたチューブ状の医療装置を形成する方法、及び、該連続形成方法で形成される医療装置を提供する。線状に移動可能な細長いコアを準備する。官能化ポリマーとポリマー製のアウタージャケットの間が結合されるように、コアの移動した部分の周りに官能化ポリマーのコーティングを押出成形し、移動した部分に沿って官能化ポリマーコーティングの外側表面に補強材を形成し、移動した部分に沿って官能化ポリマー及び補強部材を覆うようにポリマー製のアウタージャケットを押出成形することによって、コアの移動した部分の周りに細長いチューブ状部材が形成される。細長いチューブ状部材はチューブ状の医療装置を形成するために所望の長さに切断され、コアが装置から取り除かれる。
 (もっと読む)
(もっと読む)
硬質塩化ビニル系樹脂管の製造方法
【課題】塩化ビニル系樹脂管として優れた表面平滑性と耐久性とを併せもつ硬質塩化ビニル樹脂管の製造方法を提供することを目的とする。
【解決手段】塩化ビニルモノマー100重量部と、式 CH2=CH−SiRnX3-n(式中、Rは水素原子又は炭素数1〜3のアルキル基、Xは炭素数1〜3のアルコキシ基、nは0〜2の整数である。)で表されるビニルシラン化合物0.1〜10重量部を共重合して得られる架橋性塩化ビニル共重合体に、錫メルカプト系化合物と錫マレート触媒とを含有してなる塩化ビニル系樹脂組成物を押出機に供給し、押出成形時にベント孔から減圧して管状成形体を成形し、その後、該管状成形体を架橋処理することを含む硬質塩化ビニル系樹脂管の製造方法。
(もっと読む)
筒状フィルム、およびその製造装置と製造方法
【課題】衛生面を確保し、品質の低下を抑制すると共に、フィルムにうねり癖を残すことなく平坦に巻き取ることができる筒状フィルム、およびその製造装置と製造方法を実現する。
【解決手段】扁平な筒状フィルム10において、屈曲部11のフィルムの厚さD11が、当該筒状フィルム10の肉厚よりも薄いことを特徴とする筒状フィルム10。
(もっと読む)
導電性ゴムローラの製造方法、導電性ゴムローラ及び転写ローラ
【課題】転写ローラや帯電ローラ等の導電性ゴムローラにおいて、発泡ムラ、内径ばらつきが少ない導電性ゴムローラの製造方法を提供すること。
【解決手段】少なくとも導電性芯材上に発泡ゴム層が形成されている導電性ゴムローラの製造方法において、該ゴム層の材料となるゴム組成物を円筒状に押出し成形する工程及び加硫発泡工程を有し、該ゴム組成物が、アクリロニトリルブタジエンゴムとエピクロルヒドリンゴムの混合物をゴム主成分とし、更に100℃において15度以上40度以下のムーニー粘度(ML1+4 100℃)を有し、該押出し工程において、該ゴム組成物を、押出し機にてニップル径を1としたときに押出された該円筒状のゴム成形物の内径が、1.0以上2.5以下となるように押し出すことを特徴とする導電性ゴムローラの製造方法。
(もっと読む)
半導電性ローラー及びその製造方法
【課題】極性ゴム材料を使用し,液状ゴム,フタル酸エステルやアジピン酸エステルなどの可塑剤をいずれも使用することなく,押出加工性,生産性が良好であると共にゴム肌も良好であり,しかも発泡やエアホールの不良のない半導電性ローラー並びにその製造方法を提供する。
【解決手段】シャフトと半導電性ゴムからなる弾性層を備え,半導電性ゴムは極性ゴム材料及び可塑剤として植物油を含有する半導電性ローラーとする。極性ゴム材料はエピクロルヒドリンゴムとニトリルゴム(NBR)からなり,エピクロルヒドリンゴム/NBRの配合比率は40/60〜95/5(重量比)であることが好ましい。
(もっと読む)
中空押出成形物の水冷装置
【課題】中空押出成形物が水冷槽の水中を進行して十分に冷却硬化するまでに不規則な径変化や真円度の低下、曲がり等を生じるのを防止でき、高い寸法精度の中空押出成形品が得られる水冷装置を提供する。
【解決手段】押出機Eから押し出される中空押出成形物Mを水中に通過させる減圧水冷槽1の成形物入口部にアウトサイジングユニット2が嵌装され、減圧水冷槽1に対する冷却水循環供給手段と、減圧水冷槽1内の空気層10を減圧する真空吸引手段とを備える。アウトサイジングユニット2は、各々サイジング孔を有する複数個のサイザー部材20A〜20Hが減圧水冷槽1内の水中においてサイジング孔中心を同一軸線上に位置させて所定間隔置きに配列し、中空押出成形物Mが中空内部の気圧によって張り切った状態を保ちつつ、サイザー部材20A〜20Hのサイジング孔を順次通過する過程で外径を絞られつつ冷却するように構成されてなる。
(もっと読む)
加熱発泡シートおよび発泡充填部材
【課題】全方向に均一に発泡する加熱発泡シート、さらには、その加熱発泡シートを備える発泡充填部材を提供すること。
【解決手段】ポリマーおよび発泡剤を含む加熱発泡材料を、略円弧形状の等方性部分を含む等方性含有形状に押し出す押出工程と、押出工程において押し出される加熱発泡材料を、シート形状に形成するシート形成工程とを備える加熱発泡シートの製造方法によって、160℃で20分加熱した場合の縦横比が1.5以下である加熱発泡シートを得る。
(もっと読む)
71 - 80 / 257
[ Back to top ]