
国際特許分類[B29C47/20]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 押出ノズルまたはダイ (1,291) | 管状開口を有するもの,例.管状物品のためのもの (323)
国際特許分類[B29C47/20]の下位に属する分類
調節可能なもの (11)
互いに回転するダイ部分を有するもの (6)
多層管状押出ノズル (21)
クロスヘッド管状押出ノズル (28)
国際特許分類[B29C47/20]に分類される特許
81 - 90 / 257
中空押出成形物の水冷装置
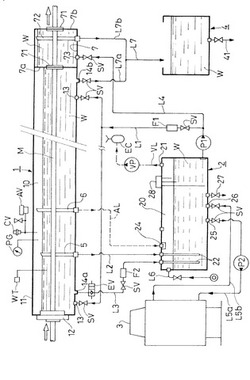
【課題】成形物の径変化や真円度の低下を防止でき、成形物の歪みも生じにくく、高い寸法精度の中空押出成形品が得られる水冷装置の提供。
【解決手段】押出機Eから押し出される中空押出成形物Mを水W中に通過させて冷却する減圧水冷槽1と、下位に配置した調整水槽2と、調整水槽2内の水Wを給水ポンプP1を介して減圧水冷槽1内へ底部側から供給する給水管路L1と、調整水槽2内の水Wを冷却する冷水器3とを備える。減圧水冷槽1と調整水槽2の間に、減圧水冷槽1の水Wをオーバーフローさせて調整水槽2に流下させる溢流管路L2と、減圧水冷槽1内の水Wをその底部側から調整水槽2へ自然流下させる自然流下管路L3とが接続され、給水手段による給水量が自然流下管路L3による調整水槽への排水量より多く、その差に相当する水Wが溢流管路L2より調整水槽2に流下する。
(もっと読む)
ステレオコンプレックス核形成剤を用いた医療機器の破壊靭性向上

破壊靭性を向上させたステント等のポリマー製埋込型機器をPLLA/PDLAブレンドから作製する方法を開示している。ブレンドを溶融加工して、結晶成長のための核形成部位であるステレオコンプレックス結晶子を形成できるようにする。溶融加工したブレンドからポリマー構造物を形成し、ポリマー構造物から機器を形成する。ステレオコンプレックス結晶子は、核形成密度の増大及び結晶サイズの縮小をもたらし、それによって、形成された機器の破壊靭性が増大される。 (もっと読む)
軟質シートの製造方法
【課題】効率的な軟質シートの製造方法、特に圧延工程が短縮化された軟質シートの製造方法を提供すること。
【解決手段】前記軟質シートの原料である混合物と、この溶融物が通過する断面穴を有するダイとを用意し、当該混合物を当該ダイの断面穴へ通過させることにより長尺物を成形する押出工程と、前記押出工程により成形された長尺物を切断して所定の切断物を得る切断工程と、前記切断工程により得られた所定の切断物を圧延して均一な性状のシートを成形する圧延工程とを有し、前記混合物の材料がフッ素樹脂に無機質充填材を配合した組成物であり、前記押出工程により成形された長尺物の断面形状が環状であることを特徴とする軟質シートの製造方法。
(もっと読む)
医療用チューブを成形するための押出成形用金型および押出成形方法
【課題】 樹脂からなる成形用材料を用いて複雑な形状の医療用チューブの成形が行える医療用チューブを成形するための押出成形用金型および押出成形方法を提供すること。
【解決手段】 隔壁部12を挟んで流路13a等が形成された医療用チューブ10を成形する押出成形用金型20を、凹部25b,27a,28aが形成された外形成形金型と、ランド部23を備えたピン22とで構成した。また、外形成形金型とピン22との間に形成される空間を、成形用材料を先細り円筒状に形成する後部側成形空間部と、医療用チューブ10を形成できる断面形状を備えた先端側成形空間部とで構成した。そして、先端側成形空間部の断面形状のうち、先端部の断面形状を医療用チューブ10の断面形状と同じにし、後部側部分の断面形状をランド部23における流路13a等を形成する部分のうちの流路13a,13cを形成する部分を除いた形状にした。
(もっと読む)
押出成型機、導電性ゴムローラーの製造方法、及び導電性ゴムローラー
【課題】スパイダーヘッドを有していても、合流痕の発生が抑制されたチューブを成形することができ、均一な膜厚のチューブを成型することができる押出成型機を提供することにある。そして、これを用いて成形することにより、電気抵抗ムラが抑制され均一な導電性を有し、電子写真装置用として好適な導電性ゴムローラーやその製造方法を提供する。
【解決手段】押出成型機は、内壁との間に円筒状の流路を形成するマンドレル6及びマンドレル6を内壁に固定する固定部材7を有するスパイダー8と、円筒状に形成されたゴム材料を送出する口金1とを備えたスパイダーヘッドHを有する。そして、前記口金1は、ゴム材料に対流を生じさせる空間を有する。
(もっと読む)
ホース製造用のマンドレル線及びその製造方法
【課題】特に、ホースの製造後に、ホース本体からマンドレル線を効率よく抜き出すことを可能にしたホース製造用のマンドレル線及びその製造方法を提供すること。
【解決手段】芯線2と、該芯線2の外周に被覆された樹脂被覆3と、からなり、上記樹脂被覆3の表面には、不連続な凹部が設けられているホース製造用のマンドレル線1。上記樹脂被覆3の凹部の深さが60μm〜150μmであり、上記樹脂被覆3がフッ素樹脂であり、上記芯線2が硬質ステンレス鋼線の撚線であるホース製造用のマンドレル線1。芯線2の外周に樹脂被覆3を被覆しマンドレル線1とし、上記樹脂被覆3の溶融温度付近に上記マンドレル線1を保持した後、連続して、JIS R6001による#240〜#600の研磨剤を表面に備えた少なくとも一対のロール14間に上記マンドレル線1を通過させるホース製造用のマンドレル線の製造方法。
(もっと読む)
インフレーションフィルムの製造装置及びインフレーションフィルムの製造方法
【課題】極めて清浄度が高いインフレーションフィルムを所望の大きさで製造することが可能なインフレーションフィルムの製造装置を提供する。
【解決手段】インフレーションフィルムの製造装置10は、環状ダイ12と、入口側フィルタ14と、出口側フィルタ16とを備える。環状ダイ12は、環状流路12cと、ガス導入流路12dと、ガス排出流路12eとを有する。環状流路12cは、その出口から円筒状の溶融樹脂R(バブルB)を排出する。ガス導入流路12dは、バブルB内にガスを導入するためのものである。ガス導入流路12dは、その出口が環状流路12cの出口の内側に位置しており、その入口が環状流路12cの出口の外側に位置している。出口側フィルタ16は、ガス導入流路12dの出口側に設けられており、ガス導入流路12dと連通している。
(もっと読む)
インフレーション成形機
【課題】外周側に接着剤などのタック層を設けた円筒状フィルムであってもシワの発生を防ぐことが可能なインフレーション成形機を提供する。
【解決手段】インフレート成形した円筒状フィルムFを搬送しながら扁平状に変形させるガイド手段5の搬送側に、扁平状に変形した円筒状フィルムFをシート状に折り畳むための一対のピンチロール6,7を配置したインフレーション成形機である。一対のピンチロール6,7は、直径が20〜50mmのピンチロールから構成されている。
(もっと読む)
筒状プラスチックの押出成形機
【課題】押出成形機により、偏肉がない2層の筒状プラスチックを製造する。
【解決手段】押出シリンダ7と、外周に第1スクリュー8aが形成された押出スクリュー8と、外周に第2スクリュー9aが形成されたマンドレル9と、押出シリンダの先端に設置したノズルダイ11と、マンドレルの先端に取り付けられたコアダイ12を備える。押出シリンダと押出スクリューの間に供給された第1プラスチック材料、及び押出スクリューとマンドレルの間に供給された第2プラスチック材料を,押出スクリューの回転により溶融し、続いて2層の筒状プラスチックとして押し出す。押出スクリューの内周に第2スクリューを形成してもよい。押出スクリューとマンドレルの間で溶融した第2プラスチックがあたかも潤滑剤のように介在し、押出スクリューとマンドレルの間でかじりや焼き付きが発生しない。
(もっと読む)
樹脂製燃料タンク用燃料ホースおよびその製法
【課題】ジョイントを介することなく、樹脂製燃料タンクに直接溶着することができる樹脂製燃料タンク用燃料ホースおよびその製法を提供する。
【解決手段】ポリアミド6と変性HDPEとHDPEとを主成分するアロイ材料からなるバリア層1の内周面および外周面に、HDPEからなる溶着層2が形成された3層構造を有し、その一端開口部が、拡径部に形成されているとともに肉厚部に形成されている。その拡径部(肉厚部)は、押出成形において、金型の型面の拡径部分にホース基体を押し出す際に、金型の移動速度を低下させることにより、形成することができる。
(もっと読む)
81 - 90 / 257
[ Back to top ]