
国際特許分類[B29C65/34]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 予備成形品の接合;そのための装置 (2,914) | 加圧下または非加圧下での加熱によるもの (1,788) | 接合部に残留する加熱部材を用いるもの (83)
国際特許分類[B29C65/34]の下位に属する分類
誘導加熱 (21)
国際特許分類[B29C65/34]に分類される特許
1 - 10 / 62
電気融着継手、それを用いた接合方法、および電気融着継手と合成樹脂管との接合構造
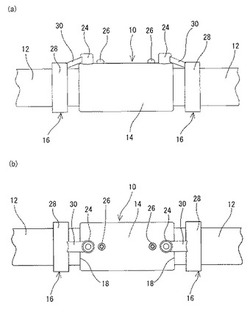
【構成】 電気融着継手10は、合成樹脂管12どうしを融着接合するためのものであり、継手本体14および仮固定部16を備えている。継手本体14の両端開口部の受口18には、合成樹脂管12の管端が受容される。継手本体14の外面には、電源接続端子22が突出して形成されている。また、仮固定部16は、継手本体14の軸方向外側に配置され、合成樹脂管12の外面上に固定的に取り付けられるとともに、電源接続端子22に引っ掛けられて係止される。
【効果】 狭い場所でも簡単な作業で合成樹脂管どうしを融着接合させることが可能である。
(もっと読む)
加湿および流体加温のための特定の適用による電気ヒーター

【課題】低コスト、製造の容易さ、重量の減少、および効率の向上を図る。
【解決手段】加熱部材72は導電回路を有する第一ポリマーフィルムを含み、導電回路は導電インク、第二ポリマーフィルム、及び/又は抵抗性又は導電性オーバーモールド材料を含み、第一ポリマーフィルムは成型品46の表面に成型され、成型品46は加湿器又は加湿器の構成品となり、インモールド加熱部材41は第一ポリマーフィルム表面に導電回路を設けるステップと、ポリマーフィルムの非プリント面が金型に隣接するよう第一ポリマーフィルムを金型に置くステップと、第一ポリマーフィルムが成型品の少なくとも1つの表面に組み込まれるよう成型樹脂を挿入するステップとを含む。
(もっと読む)
樹脂成形品を熱溶着するための発熱体
【課題】複雑な形状を有した樹脂成形品に対しても確実に追従させ配置可能であり、所望の溶着強度を得る。
【解決手段】発熱体30を、ニクロム線等からなる熱線32と、複数の熱線32が撚り合わされた熱線束34と、複数の前記熱線束34がさらに撚り合わされた集合体36とから構成すると共に、前記熱線束34を、中央に設けられた第1熱線32aを中心とし、その外周側に複数の第2熱線32bが螺旋状に撚り合わされた断面対称形状で形成し、前記集合体36も同様に、中央に設けられた第1熱線束34aを中心とし、その外周側に複数の第2熱線束34bが螺旋状に撚り合わされた断面対称形状で形成している。そして、吸気マニホールド10を構成する分岐管12a〜12dの本体部22と分岐管カバー24との間に発熱体30を配置し、その第1接合部26と第2接合部28とを溶融させることによって溶着する。
(もっと読む)
エレクトロフュージョン継手用クランプ装置
【課題】 持ち運びが容易なうえ保管スペースを縮小でき、取り外しや組み立て等の段取りが不要となり、作業能率を向上させることができるエレクトロフュージョン継手用クランプ装置を目的とするものである。
【解決手段】 関節部2を一方のアーム5の連結体3と他方のアーム6の連結体4とを角度調整自在に枢着したものとするとともに、前記各アーム5,6にチェンバイス9,9を取り付けたクランプ本体7,7をスライド固定自在に取り付けた折り畳み自在なエレクトロフュージョン継手用クランプ装置であって、各クランプ本体7,7に折り畳んだ各アーム5,6を介入させる切欠部11,11を形成したものであり、各クランプ本体7,7に折り畳んだ各アーム5,6を介入させる切欠部11,11を形成することにより、折り畳んだ時、アーム5,6に取り付けられているクランプ本体7,7同士が干渉しないように位置をずらすことができる。
(もっと読む)
電気融着継手の製造方法
【課題】熱可塑性樹脂管の内周部に形成された凹溝に電熱線を嵌入した構造の電気融着継手において、保管環境下での温度変化で電熱線が凹溝から浮き上がることなく、かつプラスチック管との融着界面にボイドが生じないような電気融着継手の製造方法を提供する。
【解決手段】プラスチック管が挿入される熱可塑性の樹脂管の内周面を切削しU字状凹溝2を形成する工程と、凹溝2の壁面を押圧し凹溝開口部の両側に舌状部を形成する工程と、凹溝2に電熱線3を装入する工程と、前記舌状部を押圧して電熱線3を凹溝2の奥に押付ける工程を有する電気融着継手の製造方法であり、凹溝2を、螺旋ピッチが小さい部分と大きい部分からなる螺旋形に形成し、凹溝2の幅を、電熱線3の直径と同じかわずかに狭い寸法に形成し、凹溝2の深さを、電熱線3の直径より深い寸法にして、螺旋ピッチが小さい凹溝部分を、螺旋ピッチが大きい凹溝部分よりも浅い寸法に形成する。
(もっと読む)
熱溶着用抵抗発熱体
【技術課題】
熱可塑性樹脂の熱溶着において、被溶着物の剛性を向上できる抵抗発熱体を提供する。
【解決手段】
熱可塑性樹脂の熱溶着に用いられる抵抗発熱体1の長手方向に沿ってこの抵抗発熱体1に作用する曲げに対する応力を高めるための剛性補強手段を例えば断面L字型またはU字型等に一体形成する。このような断面形状にすると、抵抗発熱体1のたわみ強度が増し、これにより被溶着物を溶着したときに、この被溶着物の剛性が増す。
(もっと読む)
サドル形エレクトロフュージョン継手用のクランプ
【課題】外径60mm以上のエレクトロフュージョンサドル継手をプラスチック管にクランプによって固定する際、主管部でのプラスチック管との密着性を向上させて該部での融着不良を解消する。
【解決手段】サドル継手11とプラスチック管3を固定するクランプ14は、サドル継手11の主管部2aに通し、サドル部2bに上方より被せて装着され、凸状に湾曲した内周面で主管部両側の湾曲したサドル部2bを押える上締め金具15と、下向きに凸状の半円形をなしてプラスチック管3に下方より当てがわれる下締め金具7よりなり、両締め金具7、15を締結すると、上締め金具15の内周面でサドル部2bを押え締着する。
(もっと読む)
熱溶着用抵抗発熱体
【技術課題】
溶着強度とシール性を高めることの出来る熱溶着用抵抗発熱体を提供する。
【解決手段】
抵抗発熱体1の両エッジに沿って交互に切り込み2を形成する。
被溶着部材10の溶着面に形成した溶着溝11内に抵抗発熱体1を組み付け、被溶着部材12側の溶着リブ13を抵抗発熱体1に押圧しながら抵抗発熱体1の給電部3、3aに電圧を印加すると、抵抗発熱体1が発熱し、この熱でこの周囲の樹脂が溶融し、抵抗発熱体1の切り込み2内に溶融樹脂が入り込むことにより、固化した時に抵抗発熱体1は溶着部において強固に固定される。
この結果、抵抗発熱体1と樹脂との熱膨張率の差に起因して発生する抵抗発熱体1の伸縮にともなう応力により、溶着部に亀裂等が発生するのが防止され、これにより溶着強度及びシール性が高まる。
(もっと読む)
炭素繊維強化熱可塑性樹脂複合材の接合方法
【課題】少なくとも一方が炭素繊維強化熱可塑性樹脂複合材である一対の接合物11,12を、抵抗溶着を利用して接合する。
【解決手段】接合方法は、一対の接合物11,12の間に抵抗発熱体2を配置すると共に、当該一対の接合物11,12を密着する方向に加圧する工程と、抵抗発熱体2に通電することにより一対の接合物11,12を溶着する工程と、を含む。抵抗発熱体2は、金属製発熱体に対し化学的表面処理を施すことによって絶縁層を設けたものである。
(もっと読む)
樹脂製ケースの熱溶着装置
【課題】樹脂製下ケースと樹脂製上ケース間に抵抗発熱体を挟み込んで熱溶着する場合に、抵抗発熱体の線膨張による抵抗発熱体の膨らみ(反り)を防止して溶着強度が低下したり、樹脂製ケースの外観が損なわれたりするのを防止する熱溶着装置を提供する。
【解決手段】抵抗発熱体10の一部に水平方向に折り曲げた湾曲変形部11を形成すると共にこの抵抗発熱体10を組み付ける溝22とリブにも湾曲変形部11を形成し、この湾曲変形部11の変形作用により抵抗発熱体10の線膨張を吸収して抵抗発熱体10に膨らみ(反り)が発生しないようにする。
(もっと読む)
1 - 10 / 62
[ Back to top ]