
国際特許分類[B29D29/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックまたは可塑状態の物質からの特定物品の製造 (3,594) | ベルトまたはバンドの製造 (302) | 有歯駆動ベルト (82)
国際特許分類[B29D29/08]に分類される特許
71 - 80 / 82
動力伝達ベルトと方法
100℃で行われる高温度ベルト伸び評価の48時間後において、元の長さを基準に、その伸びが0.1%以下を示し、1以上の炭素繊維心線から構成される長手に延びる抗張部材(18)を有する動力伝達ベルト(10)、特に歯付き動力伝達ベルト、ベルト伸びの抑制を示すベルトの製造方法、並びに内燃機関におけるクランクシャフトに関係し、タイミングベルトで駆動させられるカムシャフトの角振動を減少させるための方法。 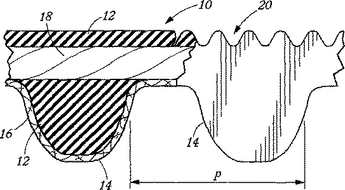 (もっと読む)
(もっと読む)
伝動ベルトの製造方法

【課題】伝動ベルトの製造時において、離型剤が補強布に浸漬することなく、補強布がゴムシートと剥離しない伝動ベルトの製造方法を提供する。
【解決手段】溝状部4と突状部5を交互に有し、内面に補強布30が位置するように型付けた補強布入り伸張ゴムシート53を溝付モールドに装着し、その上から心線50及び補強布30を積層する伝動ベルトの製造方法であって、該伸張ゴムシート53上で補強布30の巻き始め部に該伸張ゴムシート53と補強布30の間にゴム板70を挟む伝動ベルトの製造方法にある。
(もっと読む)
摩擦伝動ベルト及び摩擦伝動ベルトの製造方法

【課題】注水時にも伝達性能の低下が少なく、また注水時と通常時との伝達性能の差が少なく、しかも優れた耐磨耗性、耐粘着磨耗性を備えたVリブドベルトを提供する。
【解決手段】Vリブドベルト1は、カバー帆布5からなる伸張部2と、コードよりなる心線3を埋設した接着層4と、その下側に弾性体層である圧縮部6からなっている。この圧縮部6は、ベルト長手方向に延びる断面略三角形である台形の複数のリブを有している。そして少なくともリブ側面9を、表面処理が施されていない短繊維を配合したゴム組成物で構成し、しかも該表面に、短繊維の脱落による空孔及び/又は短繊維とゴムとの間隙などの穴8が存在することを特徴とする。
(もっと読む)
高負荷伝動ベルトおよびその製造方法
【課題】ブロックの走行方向の揺動を抑えて、ベルトの振動、騒音、発熱を防止することができると共に製造も容易にすることができる高負荷伝動ベルトおよびその製造方法を提供する。
【解決手段】センターベルト3の長手方向に沿って複数のブロック2を装着してなる高負荷伝動ベルトであって、表面に接着剤6を被覆したセンターベルト3をセットした状態でセンターベルト3を金型で取り囲み樹脂材料を送り込んでブロック2を成形すると同時にセンターベルト3にブロック2を取り付けることによって得られる高負荷伝動ベルト1とする。
(もっと読む)
高負荷用歯付ベルト及びその製造方法
【課題】歯部剛性の適正化と、歯布の耐摩耗性の向上とを図る。
【解決手段】歯部ゴム層2と歯布層3との間に接着性改善剤(N,N’−m−フェニレンジマレイミド)が添加された内側糊ゴム層5を、歯布層3の歯表面側に低摩擦剤(PTFE)が添加された外側糊ゴム層6をそれぞれ設ける。歯部ゴム層2と内側及び外側糊ゴム層5,6との糊ゴムは、水素化ニトリルゴムからなる第1のゴム成分と、水素化ニトリルゴムにメタクリル酸亜鉛を添加した第2のゴム成分(パーオキサイド架橋)とをブレンドしたものである。内側糊ゴム層5の糊ゴムは、外側糊ゴム層6のよりも第2のゴム成分の占める割合が大きい。
(もっと読む)
高負荷伝動ベルトおよびその製造方法
【課題】より短い時間で効率よく製造することができ、しかもブロックとセンターベルトとの間が強固に固定されており、ブロックとセンターベルトとの摩擦の発生やセンターベルトの切断などの問題を防止した寿命の長い高負荷伝動ベルトおよびその製造方法を提供する。
【解決手段】センターベルト3と、該センターベルト3の長手方向に沿って複数のブロック2を設けた高負荷伝動ベルト1において、センターベルト3はエラストマー4中に心線5をスパイラル状に埋設すると共に上下面の少なくとも片面に補強布6を有し、一方ブロック2は樹脂からなっており、ブロック2を構成する樹脂が前記補強布6の布目に食い込むことによってブロック2とセンターベルト3をアンカー固定してなる。
(もっと読む)
伝動ベルトの製造方法と伝動ベルト
【課題】 ベルト伝動面に短繊維を植毛して露出し、抜けにくくしてベルト走行時の騒音を軽減し、そしてベルト伸びを低減した伝動ベルトの製造方法と伝動ベルトを提供する。
【解決手段】ゴムスリーブ24を焼付け処理して得られた表面層23に短繊維26を植毛する工程、ゴムスリーブ24を可撓性ジャケット42を装着した内型41と、内周面にリブ型からなる型部45を刻印した外型46との間に配置する工程、可撓性ジャケット42を膨張させてゴムスリーブ24を型部45に密着するように予備成型体21を作製する工程、外型46から離脱した内型41の可撓性ジャケット42面に少なくとも心線を巻き付けた別のスリーブ25を作製する工程、上記内型41を外型45内に設置し、可撓性ジャケット42を膨張させて別のスリーブ25を予備成型体21と一体的に加硫する工程、そして脱型して型付部を形成したベルトスリーブ51を作製する工程らなる。
(もっと読む)
伝動ベルトの製造方法
【課題】 ベルト伝動面に短繊維を均一に付着して表面に露出することでベルト走行時の騒音を軽減し、製造工数を低減した伝動ベルトの製造方法を提供する。
【解決手段】 ベルト長手方向に沿って心線を埋設したゴム層と、該ゴム層に隣接してベルトの長手方向に延びるリブ部もしくはベルト長手方向に所定間隔で設けたコグ部からなる型付部を有する圧縮ゴム層とを積層した伝動ベルトの製造方法である。その方法は内型41の可撓性ジャケット面42に少なくとも心線48を巻き付け、その上に焼付け処理した表面層23に短繊維26を植毛した未加硫のゴムスリーブ24を積層してベルト成形体25に仕上げる工程と、上記内型41を、内周面に型部45を刻印した外型46との間に配置し、可撓性ジャケット42を膨張させて上記ベルト成形体25を外型の刻印した型部に密着して加硫したベルトスリーブ51を作製する工程からなる。
(もっと読む)
ローエッジベルト及びその製造方法、並びにベルト式無段変速機
【課題】ベルト底面に糊ゴムなどが塗布されていないローエッジベルトを製造する。
【解決手段】ベルト成形体に対しタック性を有しかつ接着性を有しない特性を有する液状のポリマーアロイ11を成形金型101の成形面101aに塗布し、そのポリマーアロイ11を成形金型101側に付着させる。このとき、ポリマーアロイ11は、水素化ニトリルゴム(H−NBR)をメタクリル酸亜鉛により補強した材料であり、パーオキサイド架橋により成形金型101の成形面101aに付着させる。成形金型101の成形面101aに対し、白生地帆布102を巻き付け、その上に、他のベルト成形体の材料を順次巻き付け、加硫成形する。
(もっと読む)
ハス歯ベルトの製造方法及びハス歯ベルト
【課題】位置決め不良や往復動に伴う振動、また、プーリ側面のフランジに接触して側面コスレにより耐久性の低下を防止するために、ハス歯の影響による片寄りの発生しないキャリッジ駆動用ハス歯ベルトを開発する
【解決手段】芯線の撚り角度をハス歯角度を相反する角度とし、ハス歯角を5〜15°とし、芯線の撚り角度を15〜3°とする。
(もっと読む)
71 - 80 / 82
[ Back to top ]