
国際特許分類[B65B35/54]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 包装される物品の繰出し,供給,整列または方向づけ (821) | グループに物品を整列したり,物品をグループで供給したりすること (437) | 多数の軌道に沿って一つの包装位置に物品を供給すること (19)
国際特許分類[B65B35/54]に分類される特許
1 - 10 / 19
物品移送装置
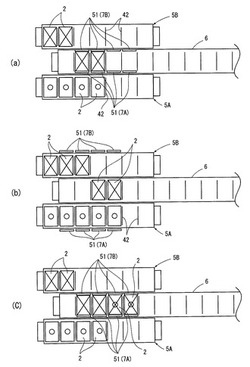
【解決手段】 物品移送装置1は、物品2を搬送する平行に配置された2本の第1、第2中間コンベヤ5A,5Bと、第1、第2中間コンベヤの間に配置された合流コンベヤ6と、第1、第2中間コンベヤ上の物品2を押圧して合流コンベヤ6上に移載する第1、第2移載手段7A,7Bとを備えている。
上記第1中間コンベヤを、上記合流コンベヤおよび第2中間コンベヤよりも搬送面が上方に位置するように設けて、上記第2中間コンベヤに設けた第2移載手段が上記合流コンベヤ上に物品を移載すると、上記第1中間コンベヤに設けた第1移載手段が第2移載手段によって合流コンベヤ上に移載された物品の上段に物品を移載するようになっている。
【効果】 合流コンベヤにおいて中間コンベヤより移送された物品を積層させることができる。
(もっと読む)
封書作成装置

【課題】簡易かつコンパクトな構成でありながら、封入ミスが発生しにくく、1to1ダイレクトメールの作成に適した封書作成装置を提供する。
【解決手段】封書作成装置1は、封筒と内容物の用紙を交互に印刷する印刷部2と、封入封緘部3を有する。封入封緘部では、印刷された封筒を第1の搬送経路10で搬送し、印刷された内容物の用紙を第2の搬送経路20で搬送し、両経路が交差する位置で封筒開封封入手段60によって封筒に内容物を封入し、さらに封緘手段70によって封筒を封緘して排出ストッカ44に排出する。
(もっと読む)
教材用自動丁合装置
【課題】毎月大量に発送する教材を丁合するに紙製教材には自動投入機が開発されてきたが、近年多くなりつつあるブリスター成型品で成る教具については、手作業による丁合作業しかできなかった。それを紙製投入機と同様に自動投入できるように特別な自動投入機を開発して、それらを有機的に設置した全自動の教材用丁合装置を提供する。
【解決手段】包装機や封入封緘機の上流位置に配置され、一連の搬送路に臨んで紙教材用自動投入機とブリスター成型教具の自動投入機を配置し、更に前記ブリスター成型教具の自動投入機は、重ね合わせた教具の底面側縁部を支持する支持部材と、側縁部をして位置決めするガイド部材と、最下の底面を吸着して支持を解くとともに、突撃板の進入で完全離脱させ、搬送ベルトで搬出して投入動作をするように構成したことを特徴とする。
(もっと読む)
ワーク処理装置
【課題】連続して搬送されてきた複数のワークをシート上にひとまとめにして切り出すことができる新規なワーク処理装置の提供。
【解決手段】複数のワークWを搬送する第1コンベヤ10と、第1コンベヤ10で搬送されてきたワークWを受け取って搬送する第2コンベヤ20と、第2コンベヤ20の表面にシートSを連続供給するシート供給手段30と、第2コンベヤ20上のワークWを所定数単位ごとのブロックに纏めて切り出すワーク切出手段40と、第1コンベヤ10から第2コンベヤ20に搬送される複数のワークWを整列する整列ガイド60とを備える。これによって、第2コンベヤ20側に搬送される複数のワークWをひとまとまりとしてブロック状に切り出すことができる。
(もっと読む)
箱詰装置
【課題】包装物の厚みが変化した場合であっても、安定して包装物を一部重ねて搬送し、箱詰することができる箱詰装置を提供することである。
【解決手段】本発明に係る箱詰装置100においては、シールチェッカ700により包装物110の厚みが検出され、第1搬送部200により包装物110が搬送される。第2搬送装置400に集積部AR1が設けられ、集積部AR1において重ねあわされた包装物110が第2搬送装置400により搬送される。制御部301は、シールチェッカ700からの包装物110の厚みに基づいて第2搬送装置400の移動を調整する。
(もっと読む)
コンベア式物品仕分け装置
【課題】スペースの利用効率が高くいと共に仕分け効率も高いコンベア式仕分け装置を提供する。
【手段】仕分け装置は、平行に延びる複数対の供給コンベア1と、これら供給コンベア1の群と立体交叉した複数本の排出コンベア2と、供給コンベア1から排除された物品Wを排出コンベア2に移載する傾斜状の中継コンベア6とを備えている。一対の供給コンベア1で1本の中継コンベア6を共用している。排出コンベア2には、複数の中継コンベア6から放出された物品Wを分散して搬送するためのガイド体12が設けられている。多数本の供給コンベア1から1本の排出コンベア2に物品Wを集合させることができる。
(もっと読む)
製品集積装置
【課題】対象製品の仕様が変更されても、一部構成だけの変更で対応可能な汎用性のある製品集積装置を提供する。
【解決手段】製品集積装置1の集積手段3は、製品供給手段2から供給される製品との製品接触面10を有する回転部材11と、該回転部材11に備えられ、製品を回転部材11の回転により製品接触面10から該製品接触面10に対して略垂直方向に移動させる案内部材12とを備えているので、対象製品の仕様が変更されても、一部構成だけの変更で対応可能になる。
(もっと読む)
2列式パッケージングラインおよび計量システム
2つの独立した経路(26,28)を備え、その上で、カートン(6)によって収容される物品(C)が、送込み端部(56)から一体的な三次パッケージング装置(12,24)まで運搬されるパッケージング機械。2つの独立した経路から直接排出されるカートンは、三次パッケージ(8)と合流し結合され、三次パッケージは、2つの独立した経路(26,28)の各々の速度と同じ速度で移動して、移送手段に沿って三次パッケージング装置から搬送される。 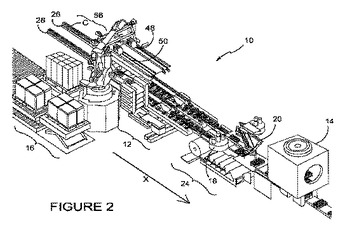 (もっと読む)
(もっと読む)
缶体の整列搬送用ガイド装置および整列搬送装置
【課題】缶体搬送コンベヤのガイド部材間に缶体を変形させることなく集積整列させることができる缶体の整列搬送装置を提供する。
【解決手段】缶体供給コンベヤの一側に缶体搬送コンベヤを並列し、その缶体供給コンベヤと缶体搬送コンベヤに跨るように配置された整列ガイドに缶体供給コンベヤによって搬送される複列の缶体Aの各列の缶体Aを缶体搬送コンベヤの搬送面上に搬送方向に等間隔に設けられたガイド部材間に誘導する複数の案内路を設け、各案内路の一側部に一方向に回転して必要数の缶体Aをガイド部材間に送り込む送りホィール30を設ける。送りホィール30を、上部送りホィール32と下部送りホィール33とで形成し、その上部送りホィール32により缶体Aの強度の高い上側折曲げ部bを受け止めて送り出すと共に、下部送りホィール33により缶体Aの強度の高い下側折曲げ部cを受け止めて送り出すようにして、缶体Aが変形するのを防止する。
(もっと読む)
真空包装機への肉部位の包装供給方法及びその装置
【課題】制御器による演算によって、肉部位の長さ数値(A)をやや大きめに設定し、同部位を、包袋の底面に押し付けないように調整して、押し付け圧による部位の捩れ包装を防止する。
【解決手段】配置した包袋10の長さ数値(B)は予め電子的にインプットすることで制御器が記憶する。そこでこの記録信号に基づき、嘴型ホッパーで拡張した包袋10を、その設置位置(C)から仮シーラ64の原点位置(E)まで移動(D)させ、ほぼ同時に押し込み盤21は部位40を追跡状態で包袋10に押し入れる。この場合、部位の長さ数値が制御器から発信されると、その発信信号を受けて押し込み盤21はその原点(F)から<G>に相当する距離を移動して部位を包袋に押し入れる。つまり<G>なる値は、前記の原点(F)から仮シーラの原点(E)までの距離(H)に、包袋の長さ(B)を加算し、その値から、部位の長さ(A)を減算した演算数値である。
(もっと読む)
1 - 10 / 19
[ Back to top ]