
国際特許分類[B65G15/30]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 運搬または貯蔵装置,例.荷積みまたは荷あげ用コンベヤ;工場コンベヤシステム;空気管コンベヤ (20,388) | エンドレスな荷運び面,すなわちベルトまたはこれに類似した連続する部材,を有するコンベヤであり,類似形状のエンドレス駆動要素以外の装置によって牽引力が伝達されるもの (1,036) | ベルトまたは類似のエンドレス荷運搬帯 (618)
国際特許分類[B65G15/30]の下位に属する分類
ゴムまたはプラスチックよりできたもの (364)
金属性のもの (17)
エンドレス荷運搬帯が一連の平行ロープまたはベルト状のものよりなるもの (1)
エンドレス荷運搬帯が織り合わされたロープまたはワイヤーよりできているもの (21)
縁に保護または補強手段をもつもの (2)
固定位置に荷を保持または止めておく手段をもつもの,例.磁石 (43)
国際特許分類[B65G15/30]に分類される特許
11 - 20 / 170
コンベヤベルトの製造方法およびコンベヤベルト
【課題】作業環境を改善し、均一な外観のコンベヤベルトを製造する。
【解決手段】未加硫のベルト成形体の表裏面と加硫機4の熱盤2,3との間に、シート状中間材5,6を介在させた状態でプレスし、加硫後のコンベヤベルト1からシート状中間材5,6を剥離する。シート状中間材5,6は、織物若しくは編物からなる芯体シートを含む低摩擦係数樹脂で構成されたものである。
(もっと読む)
コンベヤベルト

【課題】梱包及び開梱作業を繁雑にすることなく、ロール状に巻いたときに上下のカバーゴム層間における配合物の移行を抑えることができるコンベヤベルトを提供する。
【解決手段】上カバーゴム層2と下カバーゴム層3の少なくとも一方の表面に、この表面から突出する高さ1.0mm以下の突条8を一体化して設けると共に、コンベヤベルト1Aを平坦な状態にして上カバーゴム層2と下カバーゴム層3とを重ねた際に、重なった全面積に対する互いの表面同士が接触する面積の割合が30%以下となるようにする。
(もっと読む)
ゴム−金属複合体の製造方法、ゴム−金属複合体、タイヤ、免震用のゴム支承体、工業用ベルト、及びクローラー
【課題】ゴムと金属材料との初期接着性、耐湿熱接着性、及び接着耐久性に優れたゴム−金属複合体の製造方法、前記ゴム−金属複合体の製造方法により製造されたゴム−金属複合体、前記ゴム−金属複合体を備えたタイヤ及び免震用のゴム支承体、並びに前記ゴム−金属複合体を適用した工業用ベルト及びクローラーを提供する。
【解決手段】金属材料とpH5以上pH7.2以下の緩衝液とを接触させる工程と、前記接触後の金属材料とゴムとを接着させる工程と、を有するゴム−金属複合体の製造方法である。
(もっと読む)
ベルト搬送システム用コンベヤ・ベルト
【課題】相互連結された各部分の端部の領域における弾性が向上したコンベヤ・ベルト。
【解決手段】コンベヤ・ベルトは、ゴムまたはゴム状のプラスチック材料で形成され、長手方向に互いに平行に延びるスチール・ケーブル2によって補強される。相互連結される部分から組み立てられる。スチール・ケーブル2は、ケーブル・コア21と、それを螺旋状に取り囲む撚り線22とを有し、各部分の端部領域において、一方で互いに突き合わせられ、他方で互いに重なり合うように配置される。上記スチール・ケーブルの各グループに属する端部は、コンベヤ・ベルトの長手方向で互いから隔置される。少なくとも過半数のスチール・ケーブルにおいて、各スチール・ケーブルのケーブル・コアを取り囲む撚り線はケーブル・コアの端部から様々な隔置距離で終端し、スチール・ケーブルの断面がその端部の方向に向かって小さくなる。
(もっと読む)
桟付きベルトの製造方法
【課題】工程を増やすことなく簡単な方法で、無端状の桟付き平ベルトを得る。
【解決手段】長尺のベルト材料10は熱可塑性樹脂層を有する。ベルト材料10の両端部17、18を突き合わせて、その突き合わせ部分19を下型21の上に載置する。ベルト材料10の上に、さらに離型性シート25、上型22を載置する。離型性シート25は切り欠き26、26を有する。ベルト表面10A上に離型性シート25が配置された突き合わせ部分19を、下型21及び上型22で挟み込んで加熱加圧する。この加熱加圧により、両端部17、18を熱可塑性樹脂層の樹脂で融着するとともに、その樹脂を切り欠き26、26内部に充填させて、ベルト表面10A上に桟部を成形する。
(もっと読む)
コンベヤベルト及びコンベヤベルトの製造方法
【課題】周長の短いベルトコンベヤベルトに適用可能な、一定の強度を保ち、かつ、剛性を抑えたコンベヤベルト及びコンベヤベルトの製造方法を提供する。
【解決手段】ベルトの一方端部が、上側フィンガー部11aと下側フィンガー部12aとに分かれて、上側フィンガー部11aと下側フィンガー部12aのフィンガー部が横にずれて形成される。そして他方端部が一方端部と相補形状となるように、上側フィンガー部11bと下側フィンガー部12bとが形成される。これら両端部の上側フィンガー部同士(11aと11b),下側フィンガー部同士(12aと12b)が突き合わせて接合され、無端状のコンベヤベルト1となる。
(もっと読む)
歯付ベルトセットの製造方法
【課題】凸部等からなるプロファイルを有する複数の歯付ベルトにおいて、各歯付ベルトにおける各プロファイルの相対的な位置関係、並びに、凸部と各歯付ベルトに設けられたベルト歯の相対的な位置関係を精度良く位置決めすることができる一組の歯付ベルトセットの製造方法を提供することにある。
【解決手段】第1歯付ベルト1のプロファイル9を形成するプロファイル形成部31aと、第2歯付ベルト2のプロファイル19を形成するプロファイル形成部31bとが所定の相対的な位置関係で内周面に形成された外型31と内型32とを有する注型エラストマーベルト製造用金型装置30に、溶融して液状にした熱硬化性ポリウレタンエラストマーを注型した後に固化させて、ベルト成形体40を作製し、このベルト成形体40を切断して、第1歯付ベルト1及び第2歯付ベルト2からなる歯付ベルトセット3を製造する
(もっと読む)
コンベヤベルト用繊維補強層の製造方法およびコンベヤベルト用繊維補強層
【課題】優れたトラフ性と耐座屈性を確保し、縦糸方向の強度向上を図り、横糸の乱れを防止するコンベヤベルト用繊維補強層の製造方法およびその繊維補強層を提供する。
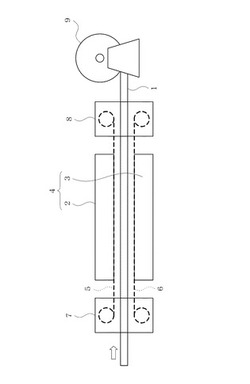
【解決手段】繊維補強層1の縦糸2にポリケトン繊維を使用して諸撚り構造とし、縦糸2の繊度D1(dtex)、上撚り数T(回/10cm)として上撚り係数K=T×D11/2を1000〜2400とし、横糸3を5〜15本/5cmの密度で配置し、繊維補強層1の横糸方向強度を150〜350N/cmにし、接着液にディッピングさせた繊維補強層1の熱処理では、縦糸方向に0.035cN/dtex以下のテンションを負荷し、幅方向両端部をクランプ8で保持して横糸方向は動きを拘束するだけの状態にすることにより熱処理後の布目曲がりを0〜0.5%にする。
(もっと読む)
コンベヤベルト用繊維補強層の製造方法およびコンベヤベルト用繊維補強層
【課題】横糸の配置密度を小さくして適度なトラフ性を確保しながら、エンドレス加工性の向上と製造時の横糸の乱れおよび耳割れを抑制できるコンベヤベルト用繊維補強層の製造方法およびその繊維補強層を提供する。
【解決手段】横糸3の配置密度を5〜15本/5cm、横糸3のカバーファクタを300〜450、繊維補強層1のカバーファクタを3300以下、横糸3の繊度を400〜1400dtex、繊維補強層1の幅方向両端部をタックイン構造にして、繊維補強層1を接着液にディッピングさせた後に縦糸方向に送りながら熱処理を行なう際に、タックイン構造にした繊維補強層1の幅方向両端部をクランプ8で保持して、縦糸方向に0.035cN/dtex以下のテンションを負荷して、横糸方向は繊維補強層1の動きを拘束するだけの状態にして熱処理後の布目曲がりを0〜0.5%にする。
(もっと読む)
簡易スチール製コンベヤベルト
【課題】スチール製の無端ベルトの接合が極めて簡単にでき、かつ、強度及びある程度の耐久性のある簡易スチール製コンベヤベルトを提供する。
【解決手段】一定幅のスチール製の帯状の板体8aを丸めてその両端縁を突き合わせて接合した無端状のコンベヤベルト8において、前記ベルト8の両端縁をベルトの長手方向に対して直角でなく、相互に平行に傾斜させて切断し、これらの両端の傾斜端縁8b、8bを突き合わせて、これらの端縁の両側面に接着テープ10を渡して貼り付けた。
(もっと読む)
11 - 20 / 170
[ Back to top ]