
国際特許分類[C03B33/02]の内容
化学;冶金 (1,075,549) | ガラス;鉱物またはスラグウール (20,277) | ガラス、鉱物またはスラグウールの製造または成形;または、ガラス、鉱物またはスラグウールの製造または成形における補助プロセス (8,207) | 冷えたガラスの切断 (1,450) | 板ガラスの切断または欠き;そのための装置あるいは機械 (732)
国際特許分類[C03B33/02]の下位に属する分類
水平位置にある板ガラス (547)
曲線に沿って切断または欠くこと;特にメガネレンズの製作 (52)
国際特許分類[C03B33/02]に分類される特許
81 - 90 / 133
携帯端末用カバーガラス及びその製造方法、並びに携帯端末装置

【課題】板厚が薄い状態で高い強度を示し、機器に装着した際に機器の薄型化を図ることが可能である携帯端末用カバーガラスを提供すること。
【解決手段】本発明の携帯端末用カバーガラス1は、板状のガラス基板の主表面にレジストパターンを形成した後、前記レジストパターンをマスクとして、エッチャントで前記ガラス基板をエッチングすることにより所望の形状に切り抜かれてなる、携帯端末の表示画面を保護するカバーガラス1であって、前記カバーガラス1の端面は、溶解ガラス面で構成されてなり、且つ、前記端面の表面粗さは、算術平均粗さRaが10nm以下であることを特徴とする。
(もっと読む)
板材の分断ユニット

【課題】大型化、薄型化した板ガラス等の板材をその品質の低下を招くことなくスクライブおよび分断を行うことができる分断設備を提供すること。
【解決手段】分断ユニットは、立てられた状態の板材の下端を支持する支持装置2と、板材の面に流体圧を作用させて板材を立った状態で非接触で支持する流体ガイド8とを備え、更に、例えば、板材に形成された分断用のけがき線の面方向一方側の部分を把持するクランプ部、および、けがき線の面方向他方側の部分を押圧する押圧部材を有する分断機とを備えており、流体ガイド8は、枠部材13と、枠部材13に取り付けられる、板材のけがき線が形成される面とは反対側の略全面に向けて支持用の流体圧を作用させる多数個の流体噴出孔15が形成されたガイド板14を備えている。
(もっと読む)
石英ガラス板の高精度微細径穴加工方法
【課題】石英ガラス板へ微細穴を高精度、高速で加工すると共に、研削ツールの長寿命化を図る。
【解決の手段】被加工物である石英ガラス板2に、所望の穴1の直径より小さな元穴10をレーザーを使用して穴あけ加工し、次に、この元穴10に研削ツールを使用して研削することによって所望の直径の穴1を形成する。レーザー加工によって生じたバリ(ドロス)3が研削ツールによって除去されて平坦面とすることができ、更に、研削ツールに負担をかけることなく正確な円形の穴の加工ができ、研削ツールの寿命を研削ツール単独加工による場合よりも数倍長くすることができ、加工時間の短縮、コストの低減が達成される。
(もっと読む)
ガラス板の製造方法およびその装置
【課題】ガラス板の穿孔工程において、孔精度および表面性状が良好な貫通孔の形成を可能にする。
【解決手段】ガラス板3の上面から切削を伴い先行ドリル1を厚み方向中間まで侵入させた後に先行ドリル1を後退させ、然る後、ガラス板3の下面から切削を伴い後行ドリル2を侵入させてガラス板3に貫通孔4を形成する。この際、後行ドリル2の先端部は、ドリル胴部側からドリル先端側に向けて縮径する形状をなしている。また、先行ドリル1のガラス板3の上面からの侵入深さは、後行ドリル2の最先端から最大外径部までの軸方向距離Lと、先行ドリル1の最大侵入時における最先端位置からガラス板3の下面までの距離Hとが、L>Hの関係を満たすように設定されると共に、後行ドリル2の最大外径部における外径D2が、先行ドリル1の最大外径部における外径D1よりも大きく設定されている。
(もっと読む)
フラットパネルディスプレイ用のガラス基板
【課題】フラットパネルディスプレイの製造工程に含まれる熱処理工程で端面部又は排気孔形成部を起点とした破損を可及的に低減し得る破損強度を有するガラス基板を提供する。
【解決手段】端面部に研磨加工が施され、板厚が1.3〜4.0mmのフラットパネルディスプレイ用のガラス基板において、ガラス基板と同一条件で製造された複数枚のガラス基板の各々に対して、端面部から中央部に向かって26mm離間した位置に発熱体を密着させて、熱応力を生じさせて端面部を破損させ、破損した端面部を含むガラス片の破面を破面解析し、破面解析により求められた複数枚のガラス基板の各々の破損強度データをワイブルプロット処理したときに、そのワイブルプロットの近似線における破損確率10%に対応した破損強度が、500kgf/cm2以上となるようにした。
(もっと読む)
板ガラス管理方法
【課題】高温、高圧で処理される板ガラス製品の生産、出荷、回収工程において板ガラスを適切に管理することができる板ガラス管理方法を提供する。
【解決手段】ガラス素板から所定の大きさの板ガラス1を切り出す切断工程(ステップS1)と、切り出した板ガラス1に熱履歴を与える曲げ工程(ステップS4)とを有する板ガラス11の生産工程、生産した板ガラス製品を出荷する出荷工程及び使用済み板ガラスを回収する回収工程における板ガラス1を管理する方法であって、切断工程(ステップS1)後の板ガラス1の端面に耐熱性及び耐候性塗料を用いてカラーコード2を印刷し、カラーコード2に対応させて各板ガラス1に関する個別情報を管理し、個別情報に基づいて板ガラス1に所定の処理を施す。
(もっと読む)
硝子穴あけ方法、光学窓作製方法、光学窓縁面角度調整方法、硝子穴あけ装置及びイメージセンサモジュール
【課題】 硝子に微小な穴あけをする際、穴の周縁にギザギザが形成されない優れた方法及び装置を提供する。
【解決手段】 硝子より成る対象物1の表面を保護層4で覆い、保護層4の穴あけ箇所の部分に穴あけ用開口40を形成する。硝子を溶出することが可能な溶出液2をノズル3から噴射させ、穴あけ用開口40を通して対象物1の表面に当てて5×10−2N/cm2以上20×10−2N/cm2以下の圧力で衝撃する。ノズル3から噴射される溶出液2は、穴あけ用開口40よりも小さい直径20μm以上400μm以下の粒状である。溶出液2による衝撃を継続することで対象物1に貫通穴10が形成される。
(もっと読む)
ガラスを仕上げるための使い捨てエッジングホイール
使い捨て研削工具はホイール部分を含み、このホイール部分は、ホイール部分の周囲に沿って円周に延在するプロファイル加工されたリセス(例えば、U、Vまたはボウル形状)を有する。多層ボンド研磨材(例えば、砥粒とボンド材料の三次元マトリックス、または研磨テープの多層)は、プロファイル加工されたリセスに沿って均一な厚さでコンフォーマルにコーティングまたは他の方法で塗布されている。ある特定の場合、ボンド研磨材は、ダイヤモンドを備えた金属ボンドを含む。しかしながら、有機、樹脂状、ビトリファイドおよびハイブリッドボンド、ならびにその他研磨グリットタイプを用いることができる。ホイール部分は、ホイール部分に取り外し可能に結合された、またはホイール部分と一体形成されたアーバ部分により支持されている。工具は、例えば、シートガラス等のワークピースをエッジ研削するのに有用である。工具の使用方法および工具の製造方法も開示されている。 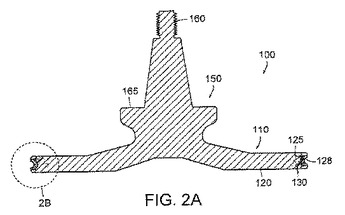 (もっと読む)
(もっと読む)
ガラス板の加工装置
【課題】 加工具によりガラス板の面に予め決められた押圧力を与えることができ、而して、ガラス板に対して皮膜層の除去、切り線形成等の加工を確実に施し得るガラス板の加工装置を提供すること。
【解決手段】 ガラス板の皮膜層除去装置1は、ガラス板2が載置される載置台4と、ガラス板2の皮膜層5を研削する研削ホイール6と、研削ホイール6を回転させるエアモータ7と、研削ホイール6をX方向及びY方向に移動させる移動手段9と、研削ホイール6を上下動させる移動手段10と、研削ホイール6を弾性的に支持する弾性支持手段11と、移動手段10に供給される電流を検出する電流検出手段15と、電流検出手段15による検出結果に基づいて移動手段10を制御する制御手段16とを具備している。
(もっと読む)
ガラスシートハンドリング装置
改善された非接触型吊上げツールを用いてガラス基板を搬送する方法。非接触型吊上げツールはガラス基板にかかる圧力差を生じさせるためにベルヌーイ効果を用いる。発明のベルヌーイツールは高められた保持能力すなわち吊上げ能力を有し、ツールがガラス基板面の平面に対して傾けられた場合の、ツールとガラス基板の間の接触の機会を減じる。  (もっと読む)
(もっと読む)
81 - 90 / 133
[ Back to top ]