
国際特許分類[D06H7/00]の内容
繊維;紙 (81,477) | 繊維または類似のものの処理;洗濯;他に分類されない可とう性材料 (34,192) | 繊維材料のマーク付け,検査,接合,切断 (329) | 特に繊維材料の切断またはその他の分離に適した切断またはその他の分離のための装置または方法 (121)
国際特許分類[D06H7/00]の下位に属する分類
幅方向に切断するもの (12)
長手方向に切断するもの (12)
斜め切断 (3)
切断線に隣接するたて糸またはよこ糸を切断しないようにしてよこ糸またはたて糸を切断する布帛の切断
レースまたは刺しゅう布に適した切断 (1)
ロール状に巻いた材料を巻きもどさずに切断するもの (1)
引裂き (2)
熱または化学作用による分離 (11)
特に見本の切り取りに適した装置
国際特許分類[D06H7/00]に分類される特許
21 - 30 / 79
生地の搬送積層方法及び切断積層装置
【課題】生地の切断や積層時に、生地が搬送シートに対して滑るように移動すると、生地に摩擦による静電気が発生し、この静電気は生地を変形させたり、生地を正確な位置に搬送できないといった問題が生じる。
【解決手段】先端ローラ26で折り返した上側シート30と下側シート31の基端部をそれぞれ1対の巻取りローラ34、35に巻回し、前記先端ローラを水平移動により、前記上側シート及び下側シートを該1対の巻取りローラから送り出し、かつ該1対の巻取りローラに巻き取られる。これにより切断及び積層される生地が上側シートと同期走行し上側シート面を滑りながら移動しないため、生地に摩擦による静電気が発生することが殆どなくなる。
(もっと読む)
パイル織物またはパイル編物もしくはフェルトからなる粉体流出防止用のシール部材の製作方法および該方法により製作の粉体流出防止用のシール部材

【課題】 パイル織物からなる原反の切断時にパイル織物の繊維が切断刃の刃間に入り込まなくしてシール部材を切断して形成する方法およびこの方法により製作のシール部材を提供する。
【解決手段】 パイル織物3からなる原反2を切断して粉体流出防止用のシール部材1の製作方法において、パイル織物3の原反2を断続的に順送りし、異なる形状に形状化した複数の切断刃7および切断刃8を有する図1の(a)に示す基台5により複数の切断工程で所定形状のシール部材1に形成する方法から形成の形状化した支持層4とパイル3aを有するパイル織物3からなる粉体流出防止用のシール部材1である。
(もっと読む)
短繊維の製造方法
【課題】 繊維同士が融着していない短繊維を、作業性良く製造することのできる、短繊維の製造方法を提供すること。
【解決手段】 本発明の短繊維の製造方法は、長繊維束に油剤を付与する油剤付与工程、長繊維束を加圧する加圧工程、長繊維束をシートに載置する載置工程、前記シートに由来する切断片を発生しないように前記長繊維束を切断する切断工程、及び前記シートを取り除く除去工程、を含んでいる。本発明によれば、平均繊維径が4μm以下の長繊維を融着させることなく、繊維長3mm以下に切断することができる。
(もっと読む)
内側を覆った穿孔を有する穿孔不織布
穿孔不織布が開示される。ここで上記布中の穿孔は、上記穿孔の内表面が、上記穿孔に隣り合う布の表面とは、特性、特徴もしくは外見において異なるように、活性物質で処理される。別の実施形態において、本開示は、第1の表面および第2の表面を有する不織布を提供し、上記布は、上記布の上記第1の表面において生じ、上記布の上記第1のおよび第2の表面の両方から間隔が空いた平面において終わる複数の穿孔を含み、ここで少なくとも1つの穿孔は、上記穿孔に隣り合う上記布の表面とは、特性、外見もしくは特徴において異なる内表面を有する。 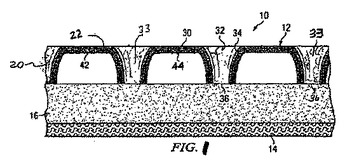 (もっと読む)
(もっと読む)
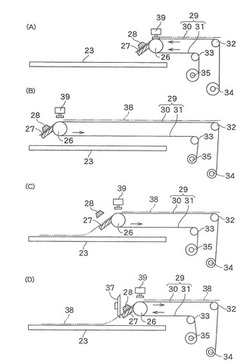
自動的なファイバ配置用のトウ切断の検証
【課題】フォーム上に複合材料のトウを自動的に配置する装置において、トウの配置の不一致の発生がトウの切断に使用される自動化カッターの動作に関連するか否かを判定する方法と装置に関する。
【解決手段】自動化ファイバ配置マシン20のトウカッター34の動作はファイバ配置の不一致がカッターの動作に関連するか否かを決定するために監視される。マシン可視システム39はトウ配置における不一致を検出し、カッターの付勢を表すタイミング信号が発生される。タイミング信号はトウ22の配置における不一致がカッターの動作に関連するか否かを決定するため配置されたトウの記録された画像に相関される。
(もっと読む)
チョップド繊維束および成形材料の製造方法、成形材料、繊維強化プラスチック
【課題】本発明は、成形材料として用いた場合、良好な含浸性、流動性、成形追従性を有し、繊維強化プラスチックとした場合、優れた力学物性を発現するチョップド繊維束および成形材料の製造方法、ならびにそのチョップド繊維束を用いて得られる成形材料、繊維強化プラスチックを提供せんとするものである。
【解決手段】少なくとも一方のローラーが、該ローラーの回転軸平行方向であり、かつ、該ローラーの周方向に等間隔に配列して取り付けたローラーである一対のローラーの間に、所定の角度で前記繊維束を連続的に供給し、前記ローラーに取り付けた刃と、前記ローラーの他方のローラーの受け部とを接触させて前記繊維束を所定の繊維長に裁断する、チョップド繊維束および成形材料の製造方法、ならびにそのチョップド繊維束を用いて得られる成形材料、繊維強化プラスチックである。
(もっと読む)
チョップド繊維束および成形材料の製造方法、成形材料、繊維強化プラスチック
【課題】本発明は、成形材料として用いた場合、良好な含浸性、流動性、成形追従性を有し、繊維強化プラスチックとした場合、優れた力学物性を発現するチョップド繊維束および成形材料の製造方法、ならびにそのチョップド繊維束を用いて得られる成形材料、繊維強化プラスチックを提供せんとするものである。
【解決手段】少なくとも一方のローラーが該ローラーの周方向に刃を等間隔に配列して取り付けたローラーである一対のローラー間に、繊維束をローラーの回転軸垂直方向に連続的に糸道を固定して供給し、ローラーに取り付けた刃と、ローラーの他方のローラーの受け部とを接触させて繊維束を裁断し、該繊維束を所定の繊維長、かつ、繊維配向方向に単位長さあたり所定の総断面積の変化量で裁断する、チョップド繊維束および成形材料の製造方法、ならびにそのチョップド繊維束を用いて得られる成形材料、繊維強化プラスチックである。
(もっと読む)
ファイバー・オン・エンド材料の製造方法
【課題】 ファイバー・オン・エンド材料を作る方法が提供される。この材料は、多様な仕上げ物品を作るために使用することができる。
大きな寸法の平面状のファイバー・オン・エンド材料、例えば1メートル又はそれ以上の幅のものを少なくとも1部連続方式で又は自動化した方式で作成することが可能な方法の提供。
【解決手段】 互いに平行に配列しかつ融合した複数の繊維を含むビレットから所望の厚みの材料をスカイビングすることにより製造されるファイバー・オン・エンド材料であって、製造又はビレットのスカイビングにおける少なくとも1つの工程が連続方式で行なわれ、かつスカイビングされた材料を場合により繊維の成分を溶解させるために溶剤と接触させる、上記材料、ならびに上記ファイバー・オン・エンド材料を含む製品、ファイバー・オン・エンドのキャピラリーアレイを利用するアフィニティ分離方法、およびキャピラリーアレイを含む物品。
(もっと読む)
切断ロービングを提供する為の装置及び方法、並びに、半完成状の織物製品を補強する為の設備
本発明は、特に航空や航空宇宙の分野において、エンドレス・ロービング(63)から所定長さの切断ロービング(69)を得る装置(11)及び方法並びに前記装置(11)を備えた設備(10)に関する。前記装置(11)は、ループ形状設定構造(23),ループ押し付け構造(24)及び切断構造(60)を有する。エンドレス・ロービング(63)はループ押し付け構造(23)によってループ形状設定構造に押し付けられ、所定長さの切断ロービング(69)を製造するために切断構造(60)によって切断され得るループ(67)が形成される。前記装置(11)及び前記方法は、針(15)によって拾い上げられ、半完成状の織物製品(13)の貫通孔(17)の中に繊維層に対して垂直(z)に引き込まれる所定長さの切断ロービング(69)を簡単に供給できる。 (もっと読む)
敷物の製造方法
【課題】既に着色済みで、あるいは着色しないで所定形状に裁断した後から染色することで、安価で、しかも余分な染料が不要で無駄がない。
【解決手段】敷物の製造方法は、 敷物織りを染色する染色工程Aと、敷物織りに裏地を貼り合わせる裏地貼り合せ工程Bと、所定の敷物本体の形状に裁断する裁断工程Cと、裁断した敷物本体に縁取り処理を行う縁取り工程Dと、縁取り処理した敷物本体に部品を取り付ける部品取付工程Eとを有し、裁断工程C、縁取り工程D、部品取付工程Eのいずれかの工程の後に、敷物織りを再染色する再染色工程Fを有する。また、裁断工程C、縁取り工程Dのいずれかの工程の後に、敷物織りを再染色する再染色工程Fを有する。また、裁断工程C、縁取り工程D、部品取付工程Eのいずれかの工程の後に、敷物織りを染色する染色工程Gを有する。また、裁断工程C、縁取り工程Dのいずれかの工程の後に、敷物織りを染色する染色工程Gを有する。
(もっと読む)
21 - 30 / 79
[ Back to top ]