
国際特許分類[F16F1/32]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | ばね;緩衝装置;振動減衰手段 (22,334) | ばね (2,766) | 低内部摩擦の鋼鉄またはその他の材料よりなるもの;つる巻きばね,ねじりばね,板ばね,皿ばね,輪ばねまたは類似のばねで,ばねの材料に関連しないもの (1,198) | カップ状ばね;皿ばね (80)
国際特許分類[F16F1/32]に分類される特許
21 - 30 / 80
ばね
【課題】部品点数を増加することなく、荷重特性でのヒステリシスの発生を防止することができるとともに、高さの調整を行うことができるばねを提供する。
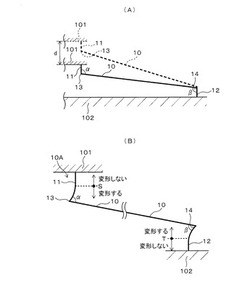
【解決手段】本体部10の内周部に第1円筒部11が設けられ、本体部10の外周部に第2円筒部12が設けられている。本体部10は、第1部材101および第2部材102からの押圧力の方向に交差する方向に延在している。本体部10と第1円筒部11の境界部に形成した第1角部13は、押圧力が加えられた時、本体部10の延在方向の内側(図の左側)に移動するようにして弾性変形する。本体部10と第2円筒部12との境界部に形成した第2角部14は、第1角部13と同様な機能を有し、本体部10の延在方向の内側(図の右側)に移動するようにして弾性変形する。
(もっと読む)
スタンプ部材の製造方法及び製造装置

【課題】波状形状を有するスタンプ部材の経済的な製造を可能にするような、スタンプ部材の製造方法を提供する。
【解決手段】本発明は、第1工程において、ワーク(1)がスタンプ加工ないし微細切削加工され、第1工程と第2工程との間に、前記ワークが搬送され、前記ワーク(1’)は、第2工程において、波状形状が付与されると同時に、「ばり」の除去もなされることを特徴とする、二つの製造工程を備えたスタンプ部材の製造方法である。
(もっと読む)
ばね
【課題】高さを低く設定することができ、これにより設置スペースが小さな箇所に対応することができるばねを提供する。
【解決手段】第1筒状部11の当接部は、孔部10Aの径方向の内側に向かって突出する補強部21を有しているから、第1筒状部11における第1部材101側の端部の剛性を高くすることができる。第2筒状部12の当接部は、孔部10Aの径方向の外側に向かって突出する補強部22を有しているから、第2筒状部12における第2部材102側の端部の剛性を高くすることができる。これにより、筒状部11,12の高さを低くした場合でも、荷重印加時の角部13,14の弾性変形の際、筒状部11,12における相手部材側101,102の端部の変形を防止することができる。
(もっと読む)
ばね
【課題】低周波数帯域でも、対象物の振幅を小さくすることができるばねを提供する。
【解決手段】ばね1には、弾性特性を有するとともに液体103が満たされている閉空間16が形成され、閉空間16には、その内外部を連通して液体103を通過可能とする孔部15が形成されている。基台102Aから振動が伝達された場合、孔部15の形態を適宜設計することにより、孔部内の液体に共鳴周波数fdでヘルムホルツ共鳴を発生させることができる。ヘルムホルツ共鳴は、対象物101とばね1からなる主振動系である振動系に対する動吸振器(ダイナミックダンパ)として機能することができるので、孔部15の形状や、流路方向長さ、個数等を設計して孔部の面積や流路長さを適宜設定して、ヘルムホルツ共鳴の共鳴周波数fdを所定値に設定すると、着目する共振周波数での対象物101の振幅を制御することができる。
(もっと読む)
スタビライザ装置
【課題】 電気系統のフェイル時にも最低限必要な捩り剛性を確保できるようにする。
【解決手段】 ボールアンドランプ機構12のランププレート14をランププレート13に向けて押付ける付勢機構17を、一端側がランププレート14に当接し他端側がプランジャ21のばね受部21Aに当接する主ばね18と、ばね受部21Aと蓋体8との間に設けられプランジャ21を主ばね18とは反対方向に付勢する対向ばね19とから構成する。主ばね18のばね特性が劣化したときにもスタビライザ装置1に最低限必要な捩り剛性を確保するため、制御装置によりプランジャ21の制御基準位置を予め求めておき、電気系統等のフェイル時にはプランジャ21を前記制御基準位置に保持することができるようにする。
(もっと読む)
緩衝器
【課題】省スペース化を可能とした緩衝器を提供する。
【解決手段】油圧緩衝器に備えた副減衰力発生機構30は、圧力室40を形成するハウジング34と、ハウジング34内をシリンダ上室2Aに連通してバイパス通路29の一部となる第1圧力室41とシリンダ下室2Bに連通する第2圧力室42とに画成すると共に該ハウジング34内に摺動可能に設けられ、バイパス通路29の通路面積を調整するシャッタ部材45と、シャッタ部材45の両側にそれぞれ設けられ、シャッタ部材45を摺動可能に弾性支持する第1及び第2付勢部材52a、52bとを備え、少なくとも一方の付勢部材52a、52bは、シャッタ部材45が摺動するときにハウジング34または該シャッタ部材45から離間する凸状ばねが採用されるので、省スペース化を可能にした。
(もっと読む)
皿ばねの製造方法
【課題】 帯材から皿ばねを成形する。
【解決手段】 帯材10を曲げ成形によってリング状に成形する。帯材10は、溶接部位に配される帯材の材料がそれ以外の部位に配される帯材の材料よりも多くなるようにする。リング状に成形した帯材10の両端部をビーム26によって溶接する。溶接後の溶接部位28の両面に凸部が形成される。
(もっと読む)
円周方向動作を有するプレストレス装置
本発明は、軸(A)を中心に、第1の平面と第2の平面との間を延びるプレストレス装置(10)であって、第1の平面は、第2の平面から所定の距離に位置しており、各々の平面は、軸に対して垂直であり、装置は、少なくとも3つの変形領域(11)を含む、プレストレス装置(10)に関する。変形領域(11)は、第1の平面内に延びる。装置は、各々の変形領域(11)の間に、第2の平面内に延びる平面的な接触表面(12)を含む。  (もっと読む)
(もっと読む)
皿ばね及びその製造方法
【課題】 帯材から皿ばねを成形する。
【解決手段】 帯材10をリング状に曲げ、端部12と端部14を突き合わせる。帯材10の短手方向に沿って、電子ビーム26をデフォーカスした状態で、溶接部位20に照射する。次に、電子ビーム26の焦点28を溶接溶融部25に合わせ、電子ビーム溶接を実行する。次いで、帯材10の短手方向に沿って、電子ビーム26をデフォーカスした状態で溶接部位20に照射し、さらに冷却する。これによって、溶接溶融部のデンドライト二次アーム間隔の平均値を7μm乃至30μmの範囲内とする。
(もっと読む)
皿バネ逆取付判定構造及び皿バネ逆取付判定方法
【課題】係止部材、スペーサ、皿バネを備えて、ベアリングにより回転可能に支持された回転体が回転することにより軸方向にシャフトを移動させるアクチュエータにて皿バネの逆取り付け状態を確実に判定できる皿バネ逆取付判定構造及び皿バネ逆取付判定方法。
【解決手段】皿バネ22を逆取り付けした場合には内周縁部22aはスペーサ20の溝20c内に落ち込むため、正常取り付け状態にある場合よりもスペーサ20がベアリング14側へ近づく。このためベアリング14の内輪14b側へのスペーサ20の移動位置と圧力との関係は移動位置の割には圧力が小さくなるので、皿バネ22の逆取り付け状態が判定できる。従来技術のごとく皿バネ22の逆取り付け時に干渉量が大きくなるものとは全く逆の現象を利用しているので、皿バネ22の逆取り付けの判定が困難となることはない。こうして課題が達成される。
(もっと読む)
21 - 30 / 80
[ Back to top ]