
ガス導入機構を備えた長尺基板処理装置および処理方法
【課題】キャンロールの外周面と長尺基板との間に形成されるギャップ部にガスを導入して長尺基板を均一かつ効率的に冷却する方法を提供する。
【解決手段】真空チャンバー内でロールツーロールで搬送される長尺基板Fに対して、内部に冷媒が循環し外周面にガス導入孔15a,15bを備えたキャンロールの当該外周面に部分的に長尺基板Fを巻き付けながら熱負荷の掛かる処理を行う長尺基板Fの処理方法であって、キャンロールの外周面上に画定される長尺基板Fの搬送経路の上流および下流にそれぞれ隣接して設けられたフィードロールの周速度とキャンロールの周速度とに差をつけながらキャンロールの外周面とそこに巻き付けられる長尺基板Fとの間に形成されるギャップ部にガス導入孔からガスを導入する。
【解決手段】真空チャンバー内でロールツーロールで搬送される長尺基板Fに対して、内部に冷媒が循環し外周面にガス導入孔15a,15bを備えたキャンロールの当該外周面に部分的に長尺基板Fを巻き付けながら熱負荷の掛かる処理を行う長尺基板Fの処理方法であって、キャンロールの外周面上に画定される長尺基板Fの搬送経路の上流および下流にそれぞれ隣接して設けられたフィードロールの周速度とキャンロールの周速度とに差をつけながらキャンロールの外周面とそこに巻き付けられる長尺基板Fとの間に形成されるギャップ部にガス導入孔からガスを導入する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、連続して搬送される長尺基板に対してキャンロールで冷却しながらスパッタリング等の熱負荷のかかる処理を施す長尺基板の処理装置に関し、特にキャンロールの外周面とそこに巻き付けられる長尺基板との間に形成されるギャップ部にキャンロール側からガスを導入する機構を備えた長尺基板の処理装置および処理方法に関する。
【背景技術】
【0002】
液晶パネル、ノートパソコン、デジタルカメラ、携帯電話等には、耐熱性樹脂フィルムの上に金属膜を被覆して得られる多種類のフレキシブル配線基板が用いられている。このフレキシブル配線基板の材料には、耐熱性樹脂フィルムの片面若しくは両面に金属膜を成膜した金属膜付耐熱性樹脂フィルムが用いられており、この金属膜付耐熱性樹脂フィルムにフォトリソグラフィーやエッチング等の薄膜技術を適用することにより所定の配線パターンを有するフレキシブル配線基板を得ることができる。フレキシブル配線基板の配線パターンは近年ますます微細化、高密度化しており、従って金属膜付耐熱性樹脂フィルムは平坦でシワのないことがより一層重要になってきている。
【0003】
この種の金属膜付耐熱性樹脂フィルムの製造方法としては、従来から金属箔を接着剤により耐熱性樹脂フィルムに貼り付けて製造する方法(3層基板の製造方法)、金属箔に耐熱性樹脂溶液をコーティングした後、乾燥させて製造する方法(キャスティング法)、あるいは耐熱性樹脂フィルムに真空成膜法により、もしくは真空成膜法と湿式めっき法との組み合わせにより金属膜を成膜して製造する方法(メタライジング法)等が知られている。また、メタライジング法における真空成膜法には、真空蒸着法、スパッタリング法、イオンプレーティング法、イオンビームスパッタリング法等がある。
【0004】
メタライジング法については、特許文献1に、ポリイミド絶縁層上にクロムをスパッタリングした後、銅をスパッタリングしてポリイミド絶縁層上に導体層を形成する方法が開示されている。また、特許文献2に、銅ニッケル合金をターゲットとするスパッタリングにより形成された第一の金属薄膜と、銅をターゲットとするスパッタリングにより形成された第二の金属薄膜とを、この順でポリイミドフィルム上に積層することによって得られるフレキシブル回路基板用材料が開示されている。なお、基板にポリイミドフィルムの様な耐熱性樹脂フィルムを用い、これに真空成膜を行う場合はスパッタリングウェブコータを用いることが一般的である。
【0005】
ところで、上述した真空成膜法において、一般にスパッタリング法は密着力に優れる反面、真空蒸着法に比べて耐熱性樹脂フィルムに与える熱負荷が大きいといわれている。そして、成膜の際に耐熱性樹脂フィルムに大きな熱負荷がかかると、フィルムにシワが発生し易くなることも知られている。このシワの発生を防ぐため、金属膜付耐熱性樹脂フィルムの製造装置であるスパッタリングウェブコータでは、冷却機能を備えた回転駆動されるキャンロールにロールツーロールで搬送される耐熱性樹脂フィルムを巻き付けることによってスパッタリング処理中の耐熱性樹脂フィルムをその裏面側から冷却する方式が採用されている。
【0006】
例えば特許文献3には、スパッタリングウェブコータの一例である巻出巻取式(ロールツーロール方式)真空スパッタリング装置が開示されている。この巻出巻取式真空スパッタリング装置は、真空チャンバー内に上記キャンロールの役割を担うクーリングロールが具備されており、さらにクーリングロールの少なくともフィルム送入れ側若しくは送出し側に設けたサブロールによってフィルムをクーリングロールに密着する制御が行われている。
【0007】
しかしながら、非特許文献1に記載されているように、キャンロールの外周面はミクロ的に見て平坦ではないため、キャンロールとその外周面に密着して搬送されるフィルムとの間には真空空間を介して離間するギャップ部(間隙)が存在している。このため、スパッタリングや蒸着の際に生じるフィルムの熱は、実際にはフィルムからキャンロールに効率よく伝熱されているとはいえず、これがフィルムのシワ発生の原因となっていた。この問題を解決するため、上記キャンロール外周面とフィルムとの間のギャップ部にキャンロール側からガスを導入して、当該ギャップ部の熱伝導率を真空に比べて高くする技術が提案されている。
【0008】
例えば特許文献4や特許文献6には、上記ギャップ部にキャンロール側からガスを導入する具体的な方法として、キャンロールの外周面にガスの導入孔となる多数の微細な孔を設ける技術が開示されている。また、特許文献5には、キャンロールの外周面にガスの導入孔となる溝を設ける技術が開示されている。さらに、キャンロール自体を多孔質体で構成し、その多孔質体自身の微細孔をガス導入孔とする方法も知られている。
【0009】
また、キャンロールの外周面から出没するバルブをガス導入孔に設け、このバルブをフィルム面で押さえつけたり(特許文献5)、キャンロールの外周面のうちフィルムを送り出してから送り入れるまでに該当するフィルムの巻き付けられない領域にカバーを取り付けることにより(特許文献6)、キャンロールの外周面においてフィルムが巻き付けられていない領域からチャンバーにガスが放出されるのを防止し、よってキャンロール外周面とフィルム表面とのギャップ部に良好にガスを導入する方法も提案されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平2−98994号公報
【特許文献2】特許第3447070号公報
【特許文献3】特開昭62−247073号公報
【特許文献4】国際公開第2005/001157号パンフレット
【特許文献5】米国特許第3414048号明細書
【特許文献6】国際公開第2002/070778号パンフレット
【非特許文献】
【0011】
【非特許文献1】"Vacuum Heat Transfer Models for Web Substrates: Review of Theory and Experimental Heat Transfer Data," 2000 Society of Vacuum Coaters, 43rd. Annual Technical Conference Proceeding, Denver, April 15-20, 2000, p.335
【非特許文献2】"Improvement of Web Condition by the Deposition Drum Design," 2000 Society of Vacuum Coaters, 50th. Annual Technical Conference Proceeding (2007), p.749
【発明の概要】
【発明が解決しようとする課題】
【0012】
ところで、非特許文献2によれば、キャンロールの外周面と長尺耐熱性樹脂フィルムとの間に形成されるギャップ部に導入する導入ガスにアルゴンガスを用いた場合、分子流領域において当該ギャップ部の距離d(すなわち、キャンロールの外周面とこれに対向する長尺耐熱性樹脂フィルム面との間の距離)とそのギャップ部内の圧力Pの関係は、下記の式1で表すことが出来ると記載されている。
【0013】
[式1]
P(Pa)<20000/d(μm)
【0014】
したがって、導入ガスがアルゴンガスの場合、分子流領域として取り扱える範囲は、ギャップ部内の圧力が500Paのとき、ギャップ部の距離は40μm未満となる。なお、ギャップ部内の圧力は、キャンロールからのガス導入量と真空チャンバーに設けられている真空ポンプの排気能力と長尺耐熱性樹脂フィルムの張力とにより決まる。
【0015】
また、非特許文献2によれば、導入ガスにアルゴンガスを用いた場合、キャンロールの外周面と長尺耐熱性樹脂フィルムとの間に形成されるギャップ部の熱伝導係数αとそのギャップ部内の圧力Pの関係は、下記の式2で表すことが出来ると記載されている。
【0016】
[式2]
α(W/m2・K)=0.5P(Pa)
【0017】
したがって、導入ガスがアルゴンガスの場合、導入ガス圧力が500Paでギャップ間距離が約40μmの時、ギャップ間の熱伝導率は250(W/m2・K)となる。これら式1と式2から、ギャップ部の距離が小さい場合の方が、熱伝導係数が大きくなることが分かる。
【0018】
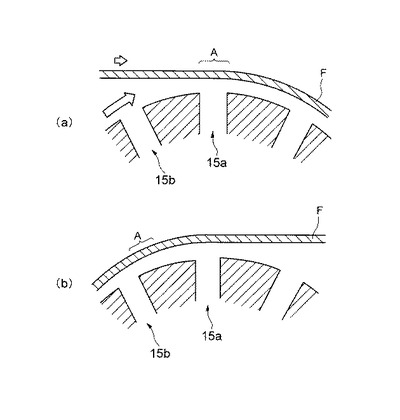
ここで、上記ガス導入機構付キャンロールのガス導入孔の出口開口部におけるガス導入孔と長尺耐熱性樹脂フィルムとの位置関係を図1(a)〜(c)を参照しながら説明する。図1(a)〜(c)は、キャンロール1の外周面1aに設けられたガス導入孔2をキャンロール1の回転軸に直交する面で切断したときの模式的な断面図であり、長尺耐熱性樹脂フィルムFがギャップ部Gを介してキャンロール1の外周面1aに設けられたガス導入孔2の開口部2aに対向している状態が示されている。
【0019】
前述したように、スパッタリングによる熱を受けた長尺耐熱性樹脂フィルムFの熱は、ギャップGのガスの熱伝導により、水冷されたキャンロール1に伝導されている。その際、この図1(a)に示すように、ガス導入孔2の内径DがギャップGの距離dの2倍程度であれば、長尺耐熱性樹脂フィルムFのどの箇所を選んでも冷却されたキャンロール1までの最短距離がほぼ等しく、よって長尺耐熱性樹脂フィルムFのは全ての箇所においてほぼ均一に冷却され得ると考えられる。
【0020】
しかし、実際のギャップ部Gの距離dは前述したように40μm未満になるため、その2倍の約100μm以下がガス導入孔2の内径として理想的となるが、現実的にはこのサイズの孔を多数開けることは困難であり、通常はガス導入孔2の内径を150〜300μm程度より小さくすることはできない。現実的には内径150μm〜500μmの小穴を5〜10mmピッチで加工するならば可能である。その結果、ガス導入孔2の出口開口部とこれに対向する長尺耐熱性樹脂フィルムFとの位置関係は、図1(b)のようになってしまい、長尺耐熱性樹脂フィルムFにおいてガス導入孔2の開口部に対向する領域は、その他の領域に比べてキャンロール1までの最短距離が長くなり、均一な冷却が行われなくなる。
【0021】
均一な冷却を行うべく図1(c)に示すように、ガス導入孔2の内径の半分程度となるようにギャップ部Gの距離dを大きくすると、今度は前述したように熱伝導係数αが低下して長尺耐熱性樹脂フィルムFの冷却効率が低下してしまう。したがって、ガス導入孔の内径がある程度大きくても長尺耐熱性樹脂フィルムの冷却を均一かつ効率的に行える方法が望まれていた。
【0022】
本発明はこのような従来の問題点に着目してなされたものであり、その課題とするところは、ロールツーロールで搬送される長尺基板(フィルム)を、キャンロールの外周面に部分的に巻き付けて冷却しながら当該長尺基板にスパッタリング成膜などの熱負荷の掛かる処理を施す場合において、キャンロールの外周面と長尺基板との間に形成されるギャップ部(隙間)にガスを導入して長尺基板を均一かつ効率的に冷却することにある。
【課題を解決するための手段】
【0023】
上記課題を解決するため、本発明者は、減圧下にある真空チャンバー内においてロールツーロールで長尺基板を搬送し、内部に冷媒が循環するキャンロールの外周面に部分的に長尺基板を巻き付けて冷却しながら当該長尺基板に熱負荷の掛かる処理を施す装置において、熱伝導率を向上させて効率的に長尺基板の冷却を行うべくキャンロール外周面とそこに巻き付けられる長尺基板との間に形成されるギャップ部にキャンロール側からガスを導入するガス導入機構を備えたキャンロールについて鋭意研究を重ねた結果、キャンロールの外周面上に画定される長尺基板の搬送経路の前後にそれぞれフィードロールを設け、これらフィードロールの周速度(フィルム搬送速度)とキャンロールの周速度とに差をつけることによって効果的に長尺基板を冷却し得ることを見出し本発明に至った。
【0024】
すなわち、本発明が提供する長尺基板処理方法は、真空チャンバー内でロールツーロールで搬送される長尺基板に対して、内部に冷媒が循環し外周面にガス導入孔を備えたキャンロールの当該外周面に部分的に長尺基板を巻き付けながら熱負荷の掛かる処理を行うものであって、前記キャンロールの外周面上に画定される長尺基板の搬送経路の上流および下流にそれぞれ隣接して設けられたフィードロールの周速度とキャンロールの周速度とに差をつけながらキャンロールの外周面とそこに巻き付けられる長尺基板との間に形成されるギャップ部にガス導入孔からガスを導入することを特徴としている。
【0025】
また、本発明が提供する長尺基板の処理装置は、真空チャンバー内でロールツーロールで搬送される長尺基板に対して外周面にガス導入孔を備えたキャンロールに巻き付けながら熱負荷の掛かる処理を施すものであって、前記キャンロールの外周面上に画定される長尺基板の搬送経路の上流および下流にそれぞれ隣接して設けられたフィードロールの周速度と前記キャンロールの周速度との差がキャンロールの周方向におけるガス導入孔のピッチ以下、ガス導入孔の内径以上であり、前記キャンロールの外周面のガス導入孔は、内径150〜1000μmであることを特徴としている。
【発明の効果】
【0026】
本発明によれば、キャンロールの周速度とフィードロールの周速度(フィルム搬送速度)に差をつけることにより、キャンロールの外周面に設けられたガス導入孔の開口部と長尺基板のうちの当該開口部に対向する領域とを常に相対的に移動させることが可能となり、よってこれらを互いに同じ位置関係のまま留まらせることがないため、キャンロールの外周面に巻き付けられている長尺基板のうち、ガス導入孔の開口部に対向する冷却効率の悪い領域におけるスパッタリング等による熱の悪影響を緩和することができる。
【図面の簡単な説明】
【0027】
【図1】従来の処理装置のキャンロール外周面に設けられたガス導入孔の開口部と長尺基板との位置関係を示す模式的断面図である。
【図2】本発明に係る長尺基板処理装置の一具体例を示す模式図である。
【図3】図2の長尺基板処理装置が具備するガス導入機構付きキャンロールの一具体例を示す斜視図である。
【図4】本発明の処理装置のキャンロール外周面に設けられたガス導入孔の開口部と長尺基板との位置関係を示す模式的断面図である。
【発明を実施するための形態】
【0028】
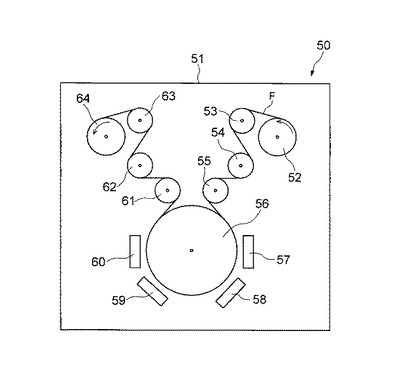
以下、本発明の長尺基板の処理装置の一具体例について図面を参照しながら詳細に説明する。先ず、図2を参照しながら、長尺基板の処理装置の一例である長尺基板の真空成膜装置について説明する。なお、長尺基板には、一例として長尺耐熱性樹脂フィルムを用いる場合について説明する。また、長尺基板に対して施される熱負荷の掛かる処理として、スパッタリング処理を例にとって説明する。この図2に示す長尺耐熱性樹脂フィルムの処理装置50はスパッタリングウェブコータと称される装置であり、ロールツーロール方式で搬送される長尺状耐熱樹脂フィルムの表面に連続的に効率よく成膜処理を施す場合に好適に用いられる。
【0029】
具体的に説明すると、ロールツーロール方式で搬送される長尺耐熱性樹脂フィルムの成膜装置(スパッタリングウェブコータ)50は、真空チャンバー51内に設けられており、巻き出しロール52から巻き出された長尺耐熱性樹脂フィルムFをキャンロール56に巻き付けて冷却しながら所定の成膜処理を行った後、巻き取りロール64で巻き取るようになっている。
【0030】
真空チャンバー51内では、スパッタリング成膜のため、到達圧力10−4Pa程度までの減圧と、その後のスパッタリングガスの導入による0.1〜10Pa程度の圧力調整が行われる。スパッタリングガスにはアルゴンなど公知のガスが使用され、目的に応じてさらに酸素などのガスが添加される。真空チャンバー51の形状や材質は、このような減圧状態に耐え得るものであれば特に限定はなく、種々のものを使用することができる。上記したように真空チャンバー51内を減圧してその状態を維持するため、真空チャンバー51には図示しないドライポンプ、ターボ分子ポンプ、クライオコイル等の種々の装置が具備されている。
【0031】
巻き出しロール52からキャンロール56までの搬送経路には、長尺耐熱性樹脂フィルムFを案内するフリーロール53と、長尺耐熱性樹脂フィルムFの張力の測定を行う張力センサロール54とがこの順で配置されている。また、張力センサロール54からキャンロール56までの搬送経路には、ガス導入機構によるガス導入で長尺耐熱性樹脂フィルムFの摩擦係数が低下した(搬送能力が低下した)キャンロール56とともに、あるいはキャンロール56に代わって長尺耐熱性樹脂フィルムFを搬送するためのモータ駆動のフィードロール55が配置されている。
【0032】
キャンロール56から巻き取りロール64までの搬送経路も、上記同様に長尺耐熱性樹脂フィルムFを搬送するためのモータ駆動のフィードロール61、長尺耐熱性樹脂フィルムFの張力の測定を行う張力センサロール62、および長尺耐熱性樹脂フィルムFを案内するフリーロール63がこの順に配置されている。上記巻き出しロール52と巻き取りロール64はサーボモータにより張力バランスが調整され、キャンロール56の回転とこれに連動して回転するモータ駆動のフィードロール55、61により、巻き出しロール52から長尺耐熱性樹脂フィルムFが巻き出されて巻き取りロール64で巻き取られるようになっている。
【0033】
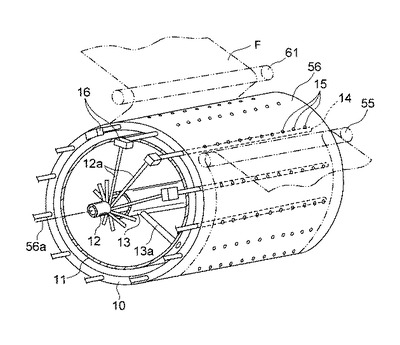
キャンロール56は、図3に示すようにジャケットロール構造の円筒部材10で構成されており、その外面側には長尺耐熱性樹脂フィルムFの巻き付く搬送経路が、内面側には冷却水などの冷媒が流通するジャケット11が形成されている(説明のため、キャンロール56の側面に設けられている円板状部材が取り除かれている)。キャンロール56内部の回転軸56aの位置は二重配管構造になっており、その内側配管12の内側に流通する導入ガスが、ガス連絡配管12aを経て後述するガス導入路14に供給される。一方、外側配管13と内側配管12との間に流通する冷却水などの冷媒は冷媒連絡配管13aを経てジャケット11に供給される。
【0034】
このキャンロール56の円筒部材10には、周方向に略均等な間隔をあけて全周に亘って複数のガス導入路14が配設されている。これら複数のガス導入路14の各々は、キャンロール56の回転軸56a方向に沿って円筒部材10の肉厚部内に穿設されている。各ガス導入路14は、キャンロール56の回転軸56a方向に沿って略均等な間隔をおいて円筒部材10の外表面側に開口する複数のガス導入孔15を有している。これにより、キャンロール56の外周面とそこに巻き付けられる長尺耐熱性樹脂フィルムFとの間に形成されるギャップ部(間隙)にガスを導入することができる。
【0035】
ガス導入路14は円筒部材10の端部において開口しており、ここに前述したガス連通配管12aがそれぞれ接続している。各ガス連通配管12aには電磁弁や圧空弁で作動するガス導入バルブ16が取り付けられており、キャンロール56の外周面に長尺耐熱性樹脂フィルムFが巻き付けられている領域にガス導入路14が存在しているときは、ガス導入バルブ16を開いて内側配管12内のガスを供給する。
【0036】
一方、キャンロール56が回転してキャンロール56の外周面に長尺耐熱性樹脂フィルムFが巻き付いていない領域にガス導入路14がきたときは、ガス導入バルブ16を閉じてガスの供給を遮断する。これにより、ガス導入孔15から真空チャンバー51に無駄にガスを放出させることなくキャンロール56の外周面と長尺耐熱性樹脂フィルムFとによって形成される隙間にガスを導入して当該隙間の熱伝導率を向上させることができる。なお、ガス導入バルブ16は隣接する複数のガス導入路14を連結する分岐管に設けてもよい。
【0037】
分岐管を使用する場合は、キャンロール56の外周面のうちの長尺耐熱性樹脂フィルムFが巻き付けられない領域に同時に存在するガス導入路14の本数を各分岐管によって分岐する配管の本数に一致させることが好ましい。但し、ガスの導入をよりきめ細かく制御することが望まれる場合は、長尺耐熱性樹脂フィルムFが巻き付けられていない領域に同時に存在するガス導入路14の本数を2もしくは3以上の整数で等分した数に各分岐管によって分岐される配管の本数を一致させることがより好ましい。
【0038】
キャンロール56の近傍には、キャンロール56の外周面上に画定される搬送経路に対向する位置に、成膜手段としてのマグネトロンスパッタリングカソード57、58、59および60が設けられている。金属膜のスパッタリング成膜の場合は、この図1に示すように板状のターゲットを使用することができるが、板状ターゲットを用いた場合、ターゲット上にノジュール(異物の成長)が発生することがある。これが問題になる場合は、ノジュールの発生がなく、ターゲットの使用効率も高い円筒形のロータリーターゲットを使用することが好ましい。
【0039】
なお、図2の長尺耐熱性樹脂フィルムFの成膜装置50は、熱負荷の掛かる処理としてスパッタリング処理を想定したものであるため、マグネトロンスパッタリングカソードが図示されているが、熱負荷の掛かる処理が蒸着処理などの他のものである場合は、板状ターゲットに代えて他の真空成膜手段が設けられる。
【0040】
上記説明したガス導入機構付のキャンロール56では、前述したようにガス導入孔15からのガスの導入によりキャンロール56の外周面とそこに巻き付けられる耐熱性樹脂フィルムFとの間に大きなギャップが生じ、その結果、キャンロール56の外周面と耐熱性樹脂フィルムFとの間の摩擦係数が低減してキャンロール56の回転駆動力が耐熱性樹脂フィルムFに伝わりにくくなることがある。従来の長尺耐熱性樹脂フィルムFの成膜装置ではキャンロールがフィルム搬送を主に担うため問題となるが、本発明の一具体例の成膜装置50では、フィードロール55、61と巻き取りロール64がフィルム搬送を分担している。
【0041】
これにより、キャンロール56の周速度と耐熱性樹脂フィルムFの搬送速度に若干の速度差を持たせることができ、よってガス導入孔15の開口部と耐熱性樹脂フィルムFのうち当該開口部に対向する領域とを常に相対的に移動させることが可能となる。その結果、これら開口部とそれに対向する領域とが互いに同じ位置関係のまま留まることがないので、キャンロール56の外周面に巻き付けられている耐熱性樹脂フィルムFのうち、ガス導入孔15の開口部に対向する冷却効率の悪い領域におけるスパッタリング等による熱の悪影響を緩和することができる。
【0042】
なお、ガス導入機構付キャンロール56では、前述したようにキャンロール56の外周面から放出されるガスによりキャンロール56の外周面と耐熱性樹脂フィルムFとの間の摩擦係数が低減しているため、若干の速度差を持たせても、耐熱性樹脂フィルムにスリ傷が入り難いことを確認している。但し、ガス導入機構付キャンロール56の周速度と耐熱性樹脂フィルムFの搬送速度との差を極端に大きく設定すると、耐熱性樹脂フィルムFとキャンロール56の間には前述したようにギャップ部が存在しているものの、圧力分布やフィードロール付近の張力差、スパッタリングによる熱の影響により、ギャップ部が常に均一に保たれている訳ではないので、若干のスリ傷が発生する可能性がある。
【0043】
一方、キャンロール56と耐熱性樹脂フィルムFとの周速度差を極端に小さく設定すると、耐熱性樹脂フィルムFのうちガス導入孔15の開口部に対向する領域が当該開口部に対向したまま留まる時間が長くなり、冷却効率が低い開口部の悪影響を受けかねない。したがって、キャンロール56の外周面とそこに沿って搬送される耐熱性樹脂フィルムFとの周速度差は、キャンロール56の1周当たりガス導入孔15の内径の数倍以上、ガス導入孔15の周方向のピッチ以下が望ましい。
【0044】
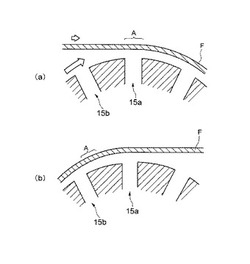
例えば図4には、フィードロール55から送られてきた耐熱性樹脂フィルムFがキャンロール56に巻き付いた時に当該耐熱性樹脂フィルムFのうちガス導入孔15aの開口部に対向する領域Aが、キャンロール56がほぼ1回転してフィードロール61に向けて送り出される直前には周方向においてガス導入孔15aに隣接するガス導入孔15bの近傍まで相対的に移動している例が示されている。
【0045】
前述したように、キャンロール56の外周面のガス導入孔15が内径100μm以下であれば、キャンロール外周面と耐熱性樹脂フィルムFとの間に形成されるギャップ部の距離を考慮すると比較的均一な冷却が期待できるため、キャンロール56の周速度と耐熱性樹脂フィルムFの搬送速度との差を設定する必要はなく、ガス導入孔15の内径が1000μmを越えるとキャンロール56の周速度と耐熱性樹脂フィルムFの搬送速度との差を設定しても効果は期待できない。ガス導入孔15の内径の加工の困難さと本発明の長尺基板処理方法の効果を考慮すれば、ガス導入孔15の内径は150μm以上1000μm未満となる。
【0046】
また、キャンロール外周面と耐熱性樹脂フィルムFとの間に形成されるギャップ部の距離は、前述したように短い方が冷却の効果を期待できるので、ガス導入孔の内径の1/2以下が望ましく、1/3以下がより望ましいが、最も開いたギャップの距離が10μm未満となることはない。さらに、耐熱性樹脂フィルムFの厚さが20μm未満であるとフィルムの伸びが大きくなり、キャンロール56の周速度と耐熱性樹脂フィルムFの搬送速度との差を設定しても効果は期待できない。耐熱性樹脂フィルムFの厚さが100μmを越えるとかなりの熱負荷に耐えることができるためにガス導入機構付キャンロール56を使用する必要性がなくなる。
【0047】
以上、長尺基板として耐熱性樹脂フィルムを例にとって本発明の一具体例の長尺基板処理装置の説明を行ったが、本発明の長尺基板処理装置で使用する長尺基板には、他の樹脂フィルムはもちろんのこと、金属箔や金属ストリップなどの金属フィルムを用いることができる。樹脂フィルムの例としては、ポリエチレンテレフタレート(PET)フィルムのような比較的耐熱性に劣る樹脂フィルムやポリイミドフィルムのような耐熱性樹脂フィルムを挙げることができる。
【0048】
金属膜付耐熱性樹脂フィルムを作製する場合は、ポリイミド系フィルム、ポリアミド系フィルム、ポリエステル系フィルム、ポリテトラフルオロエチレン系フィルム、ポリフェニレンサルファイド系フィルム、ポリエチレンナフタレート系フィルムまたは液晶ポリマー系フィルムから選ばれる耐熱性樹脂フィルムが好適に用いられる。なぜなら、これらを用いて得られる金属膜付耐熱性樹脂フィルムは、金属膜付フレキシブル基板に要求される柔軟性、実用上必要な強度、配線材料として好適な電気絶縁性に優れているからである。
【0049】
金属膜付耐熱性樹脂フィルムの製造は、上述したような長尺基板真空成膜装置に長尺基板として上記の耐熱性樹脂フィルムを用い、その表面に金属膜をスパッタリング成膜すれば得られる。例えば、上述したような成膜装置(スパッタリングウェブコータ)50を用いて耐熱性樹脂フィルムをメタライジング法で処理することにより耐熱性樹脂フィルムの表面にNi系合金等から成る膜とCu膜とが積層された構造体を有する金属膜付長尺耐熱性樹脂フィルムを得ることができる。
【0050】
このような構造体を有する金属膜付耐熱性樹脂フィルムは成膜処理後は別工程に送られ、そこでサブトラクティブ法により所定の配線パターンを有するフレキシブル配線基板に加工される。ここで、サブトラクティブ法とは、レジストで覆われていない金属膜(例えば、上記Cu膜)をエッチングにより除去してフレキシブル配線基板を製造する方法のことである。
【0051】
上記したNi系合金等から成る膜はシード層と呼ばれ、金属膜付耐熱性樹脂フィルムに必要とされる電気絶縁性や耐マイグレーション性等の特性により適宜その組成が選択されるが、一般的にはNi−Cr合金、インコネル、コンスタンタン、モネル等の公知の合金で形成される。なお、金属膜付長尺耐熱性樹脂フィルムの金属膜(Cu膜)をより厚くしたい場合は、湿式めっき法を用いることがある。この場合は、電気めっき処理のみで金属膜を形成する方法か、あるいは一次めっきとしての無電解めっき処理と、二次めっきとしての電解めっき処理等の湿式めっき処理とを組み合わせて行う方法で処理される。この湿式めっき処理には、一般的な湿式めっき条件を採用することができる。
【0052】
上記本発明の具体例では、金属膜付耐熱性樹脂フィルムとして長尺耐熱性樹脂フィルムにNi-Cr合金やCu等の金属膜を積層した構造体を例にとって説明したが、上記金属膜のほか、目的に応じて酸化物膜、窒化物膜、炭化物膜等の成膜に本発明の成膜方法を用いることもできる。
【0053】
また、上記本発明の具体例では長尺基板真空成膜装置に関して説明してきたが、本発明の長尺基板処理装置には、減圧雰囲気下の真空チャンバー内で長尺基板にスパッタリング等の真空成膜を施す処理以外に、プラズマ処理やイオンビーム処理等の熱負荷の掛かる処理が行われることがある。これらプラズマ処理やイオンビーム処理により長尺基板の表面が改質され、その際、長尺基板に熱負荷が掛かる。このような場合においても、本発明の長尺基板の成膜装置を用いることによって、均一かつ効率的に冷却を行って長尺基板のシワ発生を抑制することができる。
【0054】
ここでプラズマ処理とは、公知のプラズマ処理方法、例えばアルゴンと酸素の混合ガスまたはアルゴンと窒素の混合ガスによる減圧雰囲気下において放電を行うことにより、酸素プラズマまたは窒素プラズマを発生させて長尺基板を処理する方法のことである。また、イオンビーム処理とは、強い磁場を印加した磁場ギャップでプラズマ放電を発生させて、プラズマ中の陽イオンを陽極による電解でイオンビームとして目的物(長尺基板)へ照射する処理である。このイオンビーム処理には、公知のイオンビーム源を用いることができる。なお、これらプラズマ処理やイオンビーム処理は、ともに減圧雰囲気下で行われる。
【実施例】
【0055】
[実施例1]
図2に示す成膜装置(スパッタリングウェブコータ)50を用いて金属膜付長尺耐熱性樹脂フィルムを作製した。長尺の耐熱性樹脂フィルム(以下、フィルムFと称する)には、幅500mm、長さ800m、厚さ25μmの宇部興産株式会社製の耐熱性ポリイミドフィルム「ユーピレックス(登録商標)」を使用した。
【0056】
キャンロール56には、図3に示すようなジャケットロール構造のガス導入機構付きキャンロールを使用した。このキャンロール56の円筒部材10には、直径900mm、幅750mm、厚み15mmのアルミ製のものを使用し、その外周面にハードクロムめっきを施した。この厚み15mmの肉厚部内に、キャンロール56の回転軸方向に平行に延在する内径4mmのガス導入路14を周方向に均等な間隔をあけて全周に亘って360本穿設した。なお、ガス導入路14の両端のうち先端側は有底にして円筒部材10を貫通しないようにした。
【0057】
各ガス導入路14には、円筒部材10の外表面側(すなわちキャンロール56の外周面側)に開口する内径0.2mmのガス導入孔15を47個設けた。これら47個のガス導入孔15は、円筒部材10の外表面に画定されるフィルムFの搬送経路の両端部からそれぞれ20mm内側の線の間の領域に、フィルムFの進行方向に対して直交する方向において10mmのピッチで配設した。つまり、キャンロール56の外周面のうち両端部からそれぞれ145mmまでの領域にはガス導入孔15を設けなかった。なお、このときのキャンロール56の周方向のガス導入孔15のピッチは約7.9mmであった。
【0058】
キャンロール56の外周面のうちフィルムFが巻き付けられない領域がキャンロール56の回転中心に対して占める角度、すなわち、キャンロール56の回転軸56aを中心としてフィードロール61に向けて送り出されるフィルムFがキャンロール56から離れる位置からフィードロール55から送り出されるフィルムFがキャンロール56に接する位置までの角度は約30°であった。
【0059】
従って、この領域には30本のガス導入路14が同時に存在することになる。これら30本のガス導入路14からのガスの導入をきめ細かく制御するため、30本を3分割した10本に分岐する分岐管を使用し、各分岐管に対してガス導入バルブ16を1つ取り付けた。すなわち、ガス導入バルブ16は全部で36個になる。
【0060】
フィルムFに成膜する金属膜としては、シード層であるNi−Cr膜の上にCu膜を成膜するものとし、そのため、マグネトロンスパッタターゲット57にはNi−Crターゲットを用い、マグネトロンスパッタターゲット58、59、60にはCuターゲットを用いた。
【0061】
巻き出しロール52と巻き取りロール64の張力は80Nとした。また、上流側モータ駆動フィードロール55と下流側モータ駆動フィードロール61の周速度はフィルム搬送速度3m/分となるようにするとともに、キャンロール56の周速度は、フィルム搬送速度3m/分より0.1%速くなるようにサーボモータを制御した。したがって、キャンロール56の1周当たりフィルムFに比べて約2.8mm(=直径900mm×3.14×0.1%)速く回っていることになる。
【0062】
この成膜装置50の巻き出しロール52側に、巻回されたフィルムFをセットし、その一端をキャンロール56を経由させて巻き取りロール64に取り付けた。この状態で、真空チャンバー51内の空気を複数台のドライポンプを用いて5Paまで排気した後、更に、複数台のターボ分子ポンプとクライオコイルを用いて3×10−3Paまで排気した。キャンロール56のジャケット11内には冷却水を循環させて20℃に温度制御した。
【0063】
次に回転駆動装置を起動してフィルムFを搬送速度3m/分で搬送させながら、アルゴンガスを300sccmで導入するとともにマグネトロンスパッタカソード57、58、59、60に10kWの電力を印加して電力制御した。更にキャンロール56の内側配管12に500sccmでアルゴンガスを導入した。このようにしてロールツーロールで搬送されるフィルムFに対してその片面にNi−Cr膜からなるシード層及びその上に成膜されるCu膜を連続して成膜する処理を開始した。
【0064】
上記成膜処理を開始してから、フィルムFの処理長さが300mになった時点で、各マグネトロンスパッタカソードへの電力供給を停止し、それぞれのガス導入も停止した。最後に、フィルムFの搬送を停止するとともに各ポンプの運転を停止してから大気ベントを開放し、巻き出しロール52からフィルムFの終端部を外して全てのフィルムFを巻き取りロール64に巻き取ってから取り外した。
【0065】
この取り外されたフィルムFを大気中にて展開して60倍の実体顕微鏡で観察したところ、ガス導入機構付キャンロール外周面のガス導入孔の内径200μmに起因すると思われる表面の形状変化は見つからなかった。
【0066】
[実施例2]
キャンロール56の周速度をフィルム搬送速度3m/分より0.1%遅くなるようにサーボモータを制御した以外は実施例1と同様にして成膜を行った。したがって、キャンロール56の1周あたりフィルムFより約2.8mm(=直径900mm×3.14×0.1%)遅く回っていることになる。
【0067】
成膜が完了して取り外されたフィルムFを大気中にて展開して60倍の実体顕微鏡で観察したところ、ガス導入機構付キャンロール外周面のガス導入孔の内径200μmに起因すると思われる表面の形状変化は見つからなかった。
【0068】
[比較例]
比較例のため、キャンロール56の周速度をフィルム搬送速度3m/分と同じになるようにサーボモータを制御した以外は実施例1と同様にして成膜を行った。成膜が完了して取り外されたフィルムFを大気中にて展開して60倍の実体顕微鏡で観察したところ、ガス導入機構付キャンロール外周面のガス導入孔の内径200μmに起因すると思われる表面の形状変化がキャンロールの外周面に配設されているガス導入孔の配置パターンに一致して生じているのが見つかった。
【符号の説明】
【0069】
10 円筒部材
11 ジャケット
12 内側配管
13 外側配管
14 ガス導入路
15 ガス導入孔
16 ガス導入バルブ
50 成膜装置(スパッタリングウェブコータ)
51 真空チャンバー
52 巻き出しロール
53、63 フリーロール
54、62 張力センサロール
55、61 フィードロール
56 キャンロール
57、58、59、60 マグネトロンスパッタリングカソード
64 巻き取りロール
F 長尺耐熱性樹脂フィルム(長尺基板)
G ギャップ部(隙間)
【技術分野】
【0001】
本発明は、連続して搬送される長尺基板に対してキャンロールで冷却しながらスパッタリング等の熱負荷のかかる処理を施す長尺基板の処理装置に関し、特にキャンロールの外周面とそこに巻き付けられる長尺基板との間に形成されるギャップ部にキャンロール側からガスを導入する機構を備えた長尺基板の処理装置および処理方法に関する。
【背景技術】
【0002】
液晶パネル、ノートパソコン、デジタルカメラ、携帯電話等には、耐熱性樹脂フィルムの上に金属膜を被覆して得られる多種類のフレキシブル配線基板が用いられている。このフレキシブル配線基板の材料には、耐熱性樹脂フィルムの片面若しくは両面に金属膜を成膜した金属膜付耐熱性樹脂フィルムが用いられており、この金属膜付耐熱性樹脂フィルムにフォトリソグラフィーやエッチング等の薄膜技術を適用することにより所定の配線パターンを有するフレキシブル配線基板を得ることができる。フレキシブル配線基板の配線パターンは近年ますます微細化、高密度化しており、従って金属膜付耐熱性樹脂フィルムは平坦でシワのないことがより一層重要になってきている。
【0003】
この種の金属膜付耐熱性樹脂フィルムの製造方法としては、従来から金属箔を接着剤により耐熱性樹脂フィルムに貼り付けて製造する方法(3層基板の製造方法)、金属箔に耐熱性樹脂溶液をコーティングした後、乾燥させて製造する方法(キャスティング法)、あるいは耐熱性樹脂フィルムに真空成膜法により、もしくは真空成膜法と湿式めっき法との組み合わせにより金属膜を成膜して製造する方法(メタライジング法)等が知られている。また、メタライジング法における真空成膜法には、真空蒸着法、スパッタリング法、イオンプレーティング法、イオンビームスパッタリング法等がある。
【0004】
メタライジング法については、特許文献1に、ポリイミド絶縁層上にクロムをスパッタリングした後、銅をスパッタリングしてポリイミド絶縁層上に導体層を形成する方法が開示されている。また、特許文献2に、銅ニッケル合金をターゲットとするスパッタリングにより形成された第一の金属薄膜と、銅をターゲットとするスパッタリングにより形成された第二の金属薄膜とを、この順でポリイミドフィルム上に積層することによって得られるフレキシブル回路基板用材料が開示されている。なお、基板にポリイミドフィルムの様な耐熱性樹脂フィルムを用い、これに真空成膜を行う場合はスパッタリングウェブコータを用いることが一般的である。
【0005】
ところで、上述した真空成膜法において、一般にスパッタリング法は密着力に優れる反面、真空蒸着法に比べて耐熱性樹脂フィルムに与える熱負荷が大きいといわれている。そして、成膜の際に耐熱性樹脂フィルムに大きな熱負荷がかかると、フィルムにシワが発生し易くなることも知られている。このシワの発生を防ぐため、金属膜付耐熱性樹脂フィルムの製造装置であるスパッタリングウェブコータでは、冷却機能を備えた回転駆動されるキャンロールにロールツーロールで搬送される耐熱性樹脂フィルムを巻き付けることによってスパッタリング処理中の耐熱性樹脂フィルムをその裏面側から冷却する方式が採用されている。
【0006】
例えば特許文献3には、スパッタリングウェブコータの一例である巻出巻取式(ロールツーロール方式)真空スパッタリング装置が開示されている。この巻出巻取式真空スパッタリング装置は、真空チャンバー内に上記キャンロールの役割を担うクーリングロールが具備されており、さらにクーリングロールの少なくともフィルム送入れ側若しくは送出し側に設けたサブロールによってフィルムをクーリングロールに密着する制御が行われている。
【0007】
しかしながら、非特許文献1に記載されているように、キャンロールの外周面はミクロ的に見て平坦ではないため、キャンロールとその外周面に密着して搬送されるフィルムとの間には真空空間を介して離間するギャップ部(間隙)が存在している。このため、スパッタリングや蒸着の際に生じるフィルムの熱は、実際にはフィルムからキャンロールに効率よく伝熱されているとはいえず、これがフィルムのシワ発生の原因となっていた。この問題を解決するため、上記キャンロール外周面とフィルムとの間のギャップ部にキャンロール側からガスを導入して、当該ギャップ部の熱伝導率を真空に比べて高くする技術が提案されている。
【0008】
例えば特許文献4や特許文献6には、上記ギャップ部にキャンロール側からガスを導入する具体的な方法として、キャンロールの外周面にガスの導入孔となる多数の微細な孔を設ける技術が開示されている。また、特許文献5には、キャンロールの外周面にガスの導入孔となる溝を設ける技術が開示されている。さらに、キャンロール自体を多孔質体で構成し、その多孔質体自身の微細孔をガス導入孔とする方法も知られている。
【0009】
また、キャンロールの外周面から出没するバルブをガス導入孔に設け、このバルブをフィルム面で押さえつけたり(特許文献5)、キャンロールの外周面のうちフィルムを送り出してから送り入れるまでに該当するフィルムの巻き付けられない領域にカバーを取り付けることにより(特許文献6)、キャンロールの外周面においてフィルムが巻き付けられていない領域からチャンバーにガスが放出されるのを防止し、よってキャンロール外周面とフィルム表面とのギャップ部に良好にガスを導入する方法も提案されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平2−98994号公報
【特許文献2】特許第3447070号公報
【特許文献3】特開昭62−247073号公報
【特許文献4】国際公開第2005/001157号パンフレット
【特許文献5】米国特許第3414048号明細書
【特許文献6】国際公開第2002/070778号パンフレット
【非特許文献】
【0011】
【非特許文献1】"Vacuum Heat Transfer Models for Web Substrates: Review of Theory and Experimental Heat Transfer Data," 2000 Society of Vacuum Coaters, 43rd. Annual Technical Conference Proceeding, Denver, April 15-20, 2000, p.335
【非特許文献2】"Improvement of Web Condition by the Deposition Drum Design," 2000 Society of Vacuum Coaters, 50th. Annual Technical Conference Proceeding (2007), p.749
【発明の概要】
【発明が解決しようとする課題】
【0012】
ところで、非特許文献2によれば、キャンロールの外周面と長尺耐熱性樹脂フィルムとの間に形成されるギャップ部に導入する導入ガスにアルゴンガスを用いた場合、分子流領域において当該ギャップ部の距離d(すなわち、キャンロールの外周面とこれに対向する長尺耐熱性樹脂フィルム面との間の距離)とそのギャップ部内の圧力Pの関係は、下記の式1で表すことが出来ると記載されている。
【0013】
[式1]
P(Pa)<20000/d(μm)
【0014】
したがって、導入ガスがアルゴンガスの場合、分子流領域として取り扱える範囲は、ギャップ部内の圧力が500Paのとき、ギャップ部の距離は40μm未満となる。なお、ギャップ部内の圧力は、キャンロールからのガス導入量と真空チャンバーに設けられている真空ポンプの排気能力と長尺耐熱性樹脂フィルムの張力とにより決まる。
【0015】
また、非特許文献2によれば、導入ガスにアルゴンガスを用いた場合、キャンロールの外周面と長尺耐熱性樹脂フィルムとの間に形成されるギャップ部の熱伝導係数αとそのギャップ部内の圧力Pの関係は、下記の式2で表すことが出来ると記載されている。
【0016】
[式2]
α(W/m2・K)=0.5P(Pa)
【0017】
したがって、導入ガスがアルゴンガスの場合、導入ガス圧力が500Paでギャップ間距離が約40μmの時、ギャップ間の熱伝導率は250(W/m2・K)となる。これら式1と式2から、ギャップ部の距離が小さい場合の方が、熱伝導係数が大きくなることが分かる。
【0018】
ここで、上記ガス導入機構付キャンロールのガス導入孔の出口開口部におけるガス導入孔と長尺耐熱性樹脂フィルムとの位置関係を図1(a)〜(c)を参照しながら説明する。図1(a)〜(c)は、キャンロール1の外周面1aに設けられたガス導入孔2をキャンロール1の回転軸に直交する面で切断したときの模式的な断面図であり、長尺耐熱性樹脂フィルムFがギャップ部Gを介してキャンロール1の外周面1aに設けられたガス導入孔2の開口部2aに対向している状態が示されている。
【0019】
前述したように、スパッタリングによる熱を受けた長尺耐熱性樹脂フィルムFの熱は、ギャップGのガスの熱伝導により、水冷されたキャンロール1に伝導されている。その際、この図1(a)に示すように、ガス導入孔2の内径DがギャップGの距離dの2倍程度であれば、長尺耐熱性樹脂フィルムFのどの箇所を選んでも冷却されたキャンロール1までの最短距離がほぼ等しく、よって長尺耐熱性樹脂フィルムFのは全ての箇所においてほぼ均一に冷却され得ると考えられる。
【0020】
しかし、実際のギャップ部Gの距離dは前述したように40μm未満になるため、その2倍の約100μm以下がガス導入孔2の内径として理想的となるが、現実的にはこのサイズの孔を多数開けることは困難であり、通常はガス導入孔2の内径を150〜300μm程度より小さくすることはできない。現実的には内径150μm〜500μmの小穴を5〜10mmピッチで加工するならば可能である。その結果、ガス導入孔2の出口開口部とこれに対向する長尺耐熱性樹脂フィルムFとの位置関係は、図1(b)のようになってしまい、長尺耐熱性樹脂フィルムFにおいてガス導入孔2の開口部に対向する領域は、その他の領域に比べてキャンロール1までの最短距離が長くなり、均一な冷却が行われなくなる。
【0021】
均一な冷却を行うべく図1(c)に示すように、ガス導入孔2の内径の半分程度となるようにギャップ部Gの距離dを大きくすると、今度は前述したように熱伝導係数αが低下して長尺耐熱性樹脂フィルムFの冷却効率が低下してしまう。したがって、ガス導入孔の内径がある程度大きくても長尺耐熱性樹脂フィルムの冷却を均一かつ効率的に行える方法が望まれていた。
【0022】
本発明はこのような従来の問題点に着目してなされたものであり、その課題とするところは、ロールツーロールで搬送される長尺基板(フィルム)を、キャンロールの外周面に部分的に巻き付けて冷却しながら当該長尺基板にスパッタリング成膜などの熱負荷の掛かる処理を施す場合において、キャンロールの外周面と長尺基板との間に形成されるギャップ部(隙間)にガスを導入して長尺基板を均一かつ効率的に冷却することにある。
【課題を解決するための手段】
【0023】
上記課題を解決するため、本発明者は、減圧下にある真空チャンバー内においてロールツーロールで長尺基板を搬送し、内部に冷媒が循環するキャンロールの外周面に部分的に長尺基板を巻き付けて冷却しながら当該長尺基板に熱負荷の掛かる処理を施す装置において、熱伝導率を向上させて効率的に長尺基板の冷却を行うべくキャンロール外周面とそこに巻き付けられる長尺基板との間に形成されるギャップ部にキャンロール側からガスを導入するガス導入機構を備えたキャンロールについて鋭意研究を重ねた結果、キャンロールの外周面上に画定される長尺基板の搬送経路の前後にそれぞれフィードロールを設け、これらフィードロールの周速度(フィルム搬送速度)とキャンロールの周速度とに差をつけることによって効果的に長尺基板を冷却し得ることを見出し本発明に至った。
【0024】
すなわち、本発明が提供する長尺基板処理方法は、真空チャンバー内でロールツーロールで搬送される長尺基板に対して、内部に冷媒が循環し外周面にガス導入孔を備えたキャンロールの当該外周面に部分的に長尺基板を巻き付けながら熱負荷の掛かる処理を行うものであって、前記キャンロールの外周面上に画定される長尺基板の搬送経路の上流および下流にそれぞれ隣接して設けられたフィードロールの周速度とキャンロールの周速度とに差をつけながらキャンロールの外周面とそこに巻き付けられる長尺基板との間に形成されるギャップ部にガス導入孔からガスを導入することを特徴としている。
【0025】
また、本発明が提供する長尺基板の処理装置は、真空チャンバー内でロールツーロールで搬送される長尺基板に対して外周面にガス導入孔を備えたキャンロールに巻き付けながら熱負荷の掛かる処理を施すものであって、前記キャンロールの外周面上に画定される長尺基板の搬送経路の上流および下流にそれぞれ隣接して設けられたフィードロールの周速度と前記キャンロールの周速度との差がキャンロールの周方向におけるガス導入孔のピッチ以下、ガス導入孔の内径以上であり、前記キャンロールの外周面のガス導入孔は、内径150〜1000μmであることを特徴としている。
【発明の効果】
【0026】
本発明によれば、キャンロールの周速度とフィードロールの周速度(フィルム搬送速度)に差をつけることにより、キャンロールの外周面に設けられたガス導入孔の開口部と長尺基板のうちの当該開口部に対向する領域とを常に相対的に移動させることが可能となり、よってこれらを互いに同じ位置関係のまま留まらせることがないため、キャンロールの外周面に巻き付けられている長尺基板のうち、ガス導入孔の開口部に対向する冷却効率の悪い領域におけるスパッタリング等による熱の悪影響を緩和することができる。
【図面の簡単な説明】
【0027】
【図1】従来の処理装置のキャンロール外周面に設けられたガス導入孔の開口部と長尺基板との位置関係を示す模式的断面図である。
【図2】本発明に係る長尺基板処理装置の一具体例を示す模式図である。
【図3】図2の長尺基板処理装置が具備するガス導入機構付きキャンロールの一具体例を示す斜視図である。
【図4】本発明の処理装置のキャンロール外周面に設けられたガス導入孔の開口部と長尺基板との位置関係を示す模式的断面図である。
【発明を実施するための形態】
【0028】
以下、本発明の長尺基板の処理装置の一具体例について図面を参照しながら詳細に説明する。先ず、図2を参照しながら、長尺基板の処理装置の一例である長尺基板の真空成膜装置について説明する。なお、長尺基板には、一例として長尺耐熱性樹脂フィルムを用いる場合について説明する。また、長尺基板に対して施される熱負荷の掛かる処理として、スパッタリング処理を例にとって説明する。この図2に示す長尺耐熱性樹脂フィルムの処理装置50はスパッタリングウェブコータと称される装置であり、ロールツーロール方式で搬送される長尺状耐熱樹脂フィルムの表面に連続的に効率よく成膜処理を施す場合に好適に用いられる。
【0029】
具体的に説明すると、ロールツーロール方式で搬送される長尺耐熱性樹脂フィルムの成膜装置(スパッタリングウェブコータ)50は、真空チャンバー51内に設けられており、巻き出しロール52から巻き出された長尺耐熱性樹脂フィルムFをキャンロール56に巻き付けて冷却しながら所定の成膜処理を行った後、巻き取りロール64で巻き取るようになっている。
【0030】
真空チャンバー51内では、スパッタリング成膜のため、到達圧力10−4Pa程度までの減圧と、その後のスパッタリングガスの導入による0.1〜10Pa程度の圧力調整が行われる。スパッタリングガスにはアルゴンなど公知のガスが使用され、目的に応じてさらに酸素などのガスが添加される。真空チャンバー51の形状や材質は、このような減圧状態に耐え得るものであれば特に限定はなく、種々のものを使用することができる。上記したように真空チャンバー51内を減圧してその状態を維持するため、真空チャンバー51には図示しないドライポンプ、ターボ分子ポンプ、クライオコイル等の種々の装置が具備されている。
【0031】
巻き出しロール52からキャンロール56までの搬送経路には、長尺耐熱性樹脂フィルムFを案内するフリーロール53と、長尺耐熱性樹脂フィルムFの張力の測定を行う張力センサロール54とがこの順で配置されている。また、張力センサロール54からキャンロール56までの搬送経路には、ガス導入機構によるガス導入で長尺耐熱性樹脂フィルムFの摩擦係数が低下した(搬送能力が低下した)キャンロール56とともに、あるいはキャンロール56に代わって長尺耐熱性樹脂フィルムFを搬送するためのモータ駆動のフィードロール55が配置されている。
【0032】
キャンロール56から巻き取りロール64までの搬送経路も、上記同様に長尺耐熱性樹脂フィルムFを搬送するためのモータ駆動のフィードロール61、長尺耐熱性樹脂フィルムFの張力の測定を行う張力センサロール62、および長尺耐熱性樹脂フィルムFを案内するフリーロール63がこの順に配置されている。上記巻き出しロール52と巻き取りロール64はサーボモータにより張力バランスが調整され、キャンロール56の回転とこれに連動して回転するモータ駆動のフィードロール55、61により、巻き出しロール52から長尺耐熱性樹脂フィルムFが巻き出されて巻き取りロール64で巻き取られるようになっている。
【0033】
キャンロール56は、図3に示すようにジャケットロール構造の円筒部材10で構成されており、その外面側には長尺耐熱性樹脂フィルムFの巻き付く搬送経路が、内面側には冷却水などの冷媒が流通するジャケット11が形成されている(説明のため、キャンロール56の側面に設けられている円板状部材が取り除かれている)。キャンロール56内部の回転軸56aの位置は二重配管構造になっており、その内側配管12の内側に流通する導入ガスが、ガス連絡配管12aを経て後述するガス導入路14に供給される。一方、外側配管13と内側配管12との間に流通する冷却水などの冷媒は冷媒連絡配管13aを経てジャケット11に供給される。
【0034】
このキャンロール56の円筒部材10には、周方向に略均等な間隔をあけて全周に亘って複数のガス導入路14が配設されている。これら複数のガス導入路14の各々は、キャンロール56の回転軸56a方向に沿って円筒部材10の肉厚部内に穿設されている。各ガス導入路14は、キャンロール56の回転軸56a方向に沿って略均等な間隔をおいて円筒部材10の外表面側に開口する複数のガス導入孔15を有している。これにより、キャンロール56の外周面とそこに巻き付けられる長尺耐熱性樹脂フィルムFとの間に形成されるギャップ部(間隙)にガスを導入することができる。
【0035】
ガス導入路14は円筒部材10の端部において開口しており、ここに前述したガス連通配管12aがそれぞれ接続している。各ガス連通配管12aには電磁弁や圧空弁で作動するガス導入バルブ16が取り付けられており、キャンロール56の外周面に長尺耐熱性樹脂フィルムFが巻き付けられている領域にガス導入路14が存在しているときは、ガス導入バルブ16を開いて内側配管12内のガスを供給する。
【0036】
一方、キャンロール56が回転してキャンロール56の外周面に長尺耐熱性樹脂フィルムFが巻き付いていない領域にガス導入路14がきたときは、ガス導入バルブ16を閉じてガスの供給を遮断する。これにより、ガス導入孔15から真空チャンバー51に無駄にガスを放出させることなくキャンロール56の外周面と長尺耐熱性樹脂フィルムFとによって形成される隙間にガスを導入して当該隙間の熱伝導率を向上させることができる。なお、ガス導入バルブ16は隣接する複数のガス導入路14を連結する分岐管に設けてもよい。
【0037】
分岐管を使用する場合は、キャンロール56の外周面のうちの長尺耐熱性樹脂フィルムFが巻き付けられない領域に同時に存在するガス導入路14の本数を各分岐管によって分岐する配管の本数に一致させることが好ましい。但し、ガスの導入をよりきめ細かく制御することが望まれる場合は、長尺耐熱性樹脂フィルムFが巻き付けられていない領域に同時に存在するガス導入路14の本数を2もしくは3以上の整数で等分した数に各分岐管によって分岐される配管の本数を一致させることがより好ましい。
【0038】
キャンロール56の近傍には、キャンロール56の外周面上に画定される搬送経路に対向する位置に、成膜手段としてのマグネトロンスパッタリングカソード57、58、59および60が設けられている。金属膜のスパッタリング成膜の場合は、この図1に示すように板状のターゲットを使用することができるが、板状ターゲットを用いた場合、ターゲット上にノジュール(異物の成長)が発生することがある。これが問題になる場合は、ノジュールの発生がなく、ターゲットの使用効率も高い円筒形のロータリーターゲットを使用することが好ましい。
【0039】
なお、図2の長尺耐熱性樹脂フィルムFの成膜装置50は、熱負荷の掛かる処理としてスパッタリング処理を想定したものであるため、マグネトロンスパッタリングカソードが図示されているが、熱負荷の掛かる処理が蒸着処理などの他のものである場合は、板状ターゲットに代えて他の真空成膜手段が設けられる。
【0040】
上記説明したガス導入機構付のキャンロール56では、前述したようにガス導入孔15からのガスの導入によりキャンロール56の外周面とそこに巻き付けられる耐熱性樹脂フィルムFとの間に大きなギャップが生じ、その結果、キャンロール56の外周面と耐熱性樹脂フィルムFとの間の摩擦係数が低減してキャンロール56の回転駆動力が耐熱性樹脂フィルムFに伝わりにくくなることがある。従来の長尺耐熱性樹脂フィルムFの成膜装置ではキャンロールがフィルム搬送を主に担うため問題となるが、本発明の一具体例の成膜装置50では、フィードロール55、61と巻き取りロール64がフィルム搬送を分担している。
【0041】
これにより、キャンロール56の周速度と耐熱性樹脂フィルムFの搬送速度に若干の速度差を持たせることができ、よってガス導入孔15の開口部と耐熱性樹脂フィルムFのうち当該開口部に対向する領域とを常に相対的に移動させることが可能となる。その結果、これら開口部とそれに対向する領域とが互いに同じ位置関係のまま留まることがないので、キャンロール56の外周面に巻き付けられている耐熱性樹脂フィルムFのうち、ガス導入孔15の開口部に対向する冷却効率の悪い領域におけるスパッタリング等による熱の悪影響を緩和することができる。
【0042】
なお、ガス導入機構付キャンロール56では、前述したようにキャンロール56の外周面から放出されるガスによりキャンロール56の外周面と耐熱性樹脂フィルムFとの間の摩擦係数が低減しているため、若干の速度差を持たせても、耐熱性樹脂フィルムにスリ傷が入り難いことを確認している。但し、ガス導入機構付キャンロール56の周速度と耐熱性樹脂フィルムFの搬送速度との差を極端に大きく設定すると、耐熱性樹脂フィルムFとキャンロール56の間には前述したようにギャップ部が存在しているものの、圧力分布やフィードロール付近の張力差、スパッタリングによる熱の影響により、ギャップ部が常に均一に保たれている訳ではないので、若干のスリ傷が発生する可能性がある。
【0043】
一方、キャンロール56と耐熱性樹脂フィルムFとの周速度差を極端に小さく設定すると、耐熱性樹脂フィルムFのうちガス導入孔15の開口部に対向する領域が当該開口部に対向したまま留まる時間が長くなり、冷却効率が低い開口部の悪影響を受けかねない。したがって、キャンロール56の外周面とそこに沿って搬送される耐熱性樹脂フィルムFとの周速度差は、キャンロール56の1周当たりガス導入孔15の内径の数倍以上、ガス導入孔15の周方向のピッチ以下が望ましい。
【0044】
例えば図4には、フィードロール55から送られてきた耐熱性樹脂フィルムFがキャンロール56に巻き付いた時に当該耐熱性樹脂フィルムFのうちガス導入孔15aの開口部に対向する領域Aが、キャンロール56がほぼ1回転してフィードロール61に向けて送り出される直前には周方向においてガス導入孔15aに隣接するガス導入孔15bの近傍まで相対的に移動している例が示されている。
【0045】
前述したように、キャンロール56の外周面のガス導入孔15が内径100μm以下であれば、キャンロール外周面と耐熱性樹脂フィルムFとの間に形成されるギャップ部の距離を考慮すると比較的均一な冷却が期待できるため、キャンロール56の周速度と耐熱性樹脂フィルムFの搬送速度との差を設定する必要はなく、ガス導入孔15の内径が1000μmを越えるとキャンロール56の周速度と耐熱性樹脂フィルムFの搬送速度との差を設定しても効果は期待できない。ガス導入孔15の内径の加工の困難さと本発明の長尺基板処理方法の効果を考慮すれば、ガス導入孔15の内径は150μm以上1000μm未満となる。
【0046】
また、キャンロール外周面と耐熱性樹脂フィルムFとの間に形成されるギャップ部の距離は、前述したように短い方が冷却の効果を期待できるので、ガス導入孔の内径の1/2以下が望ましく、1/3以下がより望ましいが、最も開いたギャップの距離が10μm未満となることはない。さらに、耐熱性樹脂フィルムFの厚さが20μm未満であるとフィルムの伸びが大きくなり、キャンロール56の周速度と耐熱性樹脂フィルムFの搬送速度との差を設定しても効果は期待できない。耐熱性樹脂フィルムFの厚さが100μmを越えるとかなりの熱負荷に耐えることができるためにガス導入機構付キャンロール56を使用する必要性がなくなる。
【0047】
以上、長尺基板として耐熱性樹脂フィルムを例にとって本発明の一具体例の長尺基板処理装置の説明を行ったが、本発明の長尺基板処理装置で使用する長尺基板には、他の樹脂フィルムはもちろんのこと、金属箔や金属ストリップなどの金属フィルムを用いることができる。樹脂フィルムの例としては、ポリエチレンテレフタレート(PET)フィルムのような比較的耐熱性に劣る樹脂フィルムやポリイミドフィルムのような耐熱性樹脂フィルムを挙げることができる。
【0048】
金属膜付耐熱性樹脂フィルムを作製する場合は、ポリイミド系フィルム、ポリアミド系フィルム、ポリエステル系フィルム、ポリテトラフルオロエチレン系フィルム、ポリフェニレンサルファイド系フィルム、ポリエチレンナフタレート系フィルムまたは液晶ポリマー系フィルムから選ばれる耐熱性樹脂フィルムが好適に用いられる。なぜなら、これらを用いて得られる金属膜付耐熱性樹脂フィルムは、金属膜付フレキシブル基板に要求される柔軟性、実用上必要な強度、配線材料として好適な電気絶縁性に優れているからである。
【0049】
金属膜付耐熱性樹脂フィルムの製造は、上述したような長尺基板真空成膜装置に長尺基板として上記の耐熱性樹脂フィルムを用い、その表面に金属膜をスパッタリング成膜すれば得られる。例えば、上述したような成膜装置(スパッタリングウェブコータ)50を用いて耐熱性樹脂フィルムをメタライジング法で処理することにより耐熱性樹脂フィルムの表面にNi系合金等から成る膜とCu膜とが積層された構造体を有する金属膜付長尺耐熱性樹脂フィルムを得ることができる。
【0050】
このような構造体を有する金属膜付耐熱性樹脂フィルムは成膜処理後は別工程に送られ、そこでサブトラクティブ法により所定の配線パターンを有するフレキシブル配線基板に加工される。ここで、サブトラクティブ法とは、レジストで覆われていない金属膜(例えば、上記Cu膜)をエッチングにより除去してフレキシブル配線基板を製造する方法のことである。
【0051】
上記したNi系合金等から成る膜はシード層と呼ばれ、金属膜付耐熱性樹脂フィルムに必要とされる電気絶縁性や耐マイグレーション性等の特性により適宜その組成が選択されるが、一般的にはNi−Cr合金、インコネル、コンスタンタン、モネル等の公知の合金で形成される。なお、金属膜付長尺耐熱性樹脂フィルムの金属膜(Cu膜)をより厚くしたい場合は、湿式めっき法を用いることがある。この場合は、電気めっき処理のみで金属膜を形成する方法か、あるいは一次めっきとしての無電解めっき処理と、二次めっきとしての電解めっき処理等の湿式めっき処理とを組み合わせて行う方法で処理される。この湿式めっき処理には、一般的な湿式めっき条件を採用することができる。
【0052】
上記本発明の具体例では、金属膜付耐熱性樹脂フィルムとして長尺耐熱性樹脂フィルムにNi-Cr合金やCu等の金属膜を積層した構造体を例にとって説明したが、上記金属膜のほか、目的に応じて酸化物膜、窒化物膜、炭化物膜等の成膜に本発明の成膜方法を用いることもできる。
【0053】
また、上記本発明の具体例では長尺基板真空成膜装置に関して説明してきたが、本発明の長尺基板処理装置には、減圧雰囲気下の真空チャンバー内で長尺基板にスパッタリング等の真空成膜を施す処理以外に、プラズマ処理やイオンビーム処理等の熱負荷の掛かる処理が行われることがある。これらプラズマ処理やイオンビーム処理により長尺基板の表面が改質され、その際、長尺基板に熱負荷が掛かる。このような場合においても、本発明の長尺基板の成膜装置を用いることによって、均一かつ効率的に冷却を行って長尺基板のシワ発生を抑制することができる。
【0054】
ここでプラズマ処理とは、公知のプラズマ処理方法、例えばアルゴンと酸素の混合ガスまたはアルゴンと窒素の混合ガスによる減圧雰囲気下において放電を行うことにより、酸素プラズマまたは窒素プラズマを発生させて長尺基板を処理する方法のことである。また、イオンビーム処理とは、強い磁場を印加した磁場ギャップでプラズマ放電を発生させて、プラズマ中の陽イオンを陽極による電解でイオンビームとして目的物(長尺基板)へ照射する処理である。このイオンビーム処理には、公知のイオンビーム源を用いることができる。なお、これらプラズマ処理やイオンビーム処理は、ともに減圧雰囲気下で行われる。
【実施例】
【0055】
[実施例1]
図2に示す成膜装置(スパッタリングウェブコータ)50を用いて金属膜付長尺耐熱性樹脂フィルムを作製した。長尺の耐熱性樹脂フィルム(以下、フィルムFと称する)には、幅500mm、長さ800m、厚さ25μmの宇部興産株式会社製の耐熱性ポリイミドフィルム「ユーピレックス(登録商標)」を使用した。
【0056】
キャンロール56には、図3に示すようなジャケットロール構造のガス導入機構付きキャンロールを使用した。このキャンロール56の円筒部材10には、直径900mm、幅750mm、厚み15mmのアルミ製のものを使用し、その外周面にハードクロムめっきを施した。この厚み15mmの肉厚部内に、キャンロール56の回転軸方向に平行に延在する内径4mmのガス導入路14を周方向に均等な間隔をあけて全周に亘って360本穿設した。なお、ガス導入路14の両端のうち先端側は有底にして円筒部材10を貫通しないようにした。
【0057】
各ガス導入路14には、円筒部材10の外表面側(すなわちキャンロール56の外周面側)に開口する内径0.2mmのガス導入孔15を47個設けた。これら47個のガス導入孔15は、円筒部材10の外表面に画定されるフィルムFの搬送経路の両端部からそれぞれ20mm内側の線の間の領域に、フィルムFの進行方向に対して直交する方向において10mmのピッチで配設した。つまり、キャンロール56の外周面のうち両端部からそれぞれ145mmまでの領域にはガス導入孔15を設けなかった。なお、このときのキャンロール56の周方向のガス導入孔15のピッチは約7.9mmであった。
【0058】
キャンロール56の外周面のうちフィルムFが巻き付けられない領域がキャンロール56の回転中心に対して占める角度、すなわち、キャンロール56の回転軸56aを中心としてフィードロール61に向けて送り出されるフィルムFがキャンロール56から離れる位置からフィードロール55から送り出されるフィルムFがキャンロール56に接する位置までの角度は約30°であった。
【0059】
従って、この領域には30本のガス導入路14が同時に存在することになる。これら30本のガス導入路14からのガスの導入をきめ細かく制御するため、30本を3分割した10本に分岐する分岐管を使用し、各分岐管に対してガス導入バルブ16を1つ取り付けた。すなわち、ガス導入バルブ16は全部で36個になる。
【0060】
フィルムFに成膜する金属膜としては、シード層であるNi−Cr膜の上にCu膜を成膜するものとし、そのため、マグネトロンスパッタターゲット57にはNi−Crターゲットを用い、マグネトロンスパッタターゲット58、59、60にはCuターゲットを用いた。
【0061】
巻き出しロール52と巻き取りロール64の張力は80Nとした。また、上流側モータ駆動フィードロール55と下流側モータ駆動フィードロール61の周速度はフィルム搬送速度3m/分となるようにするとともに、キャンロール56の周速度は、フィルム搬送速度3m/分より0.1%速くなるようにサーボモータを制御した。したがって、キャンロール56の1周当たりフィルムFに比べて約2.8mm(=直径900mm×3.14×0.1%)速く回っていることになる。
【0062】
この成膜装置50の巻き出しロール52側に、巻回されたフィルムFをセットし、その一端をキャンロール56を経由させて巻き取りロール64に取り付けた。この状態で、真空チャンバー51内の空気を複数台のドライポンプを用いて5Paまで排気した後、更に、複数台のターボ分子ポンプとクライオコイルを用いて3×10−3Paまで排気した。キャンロール56のジャケット11内には冷却水を循環させて20℃に温度制御した。
【0063】
次に回転駆動装置を起動してフィルムFを搬送速度3m/分で搬送させながら、アルゴンガスを300sccmで導入するとともにマグネトロンスパッタカソード57、58、59、60に10kWの電力を印加して電力制御した。更にキャンロール56の内側配管12に500sccmでアルゴンガスを導入した。このようにしてロールツーロールで搬送されるフィルムFに対してその片面にNi−Cr膜からなるシード層及びその上に成膜されるCu膜を連続して成膜する処理を開始した。
【0064】
上記成膜処理を開始してから、フィルムFの処理長さが300mになった時点で、各マグネトロンスパッタカソードへの電力供給を停止し、それぞれのガス導入も停止した。最後に、フィルムFの搬送を停止するとともに各ポンプの運転を停止してから大気ベントを開放し、巻き出しロール52からフィルムFの終端部を外して全てのフィルムFを巻き取りロール64に巻き取ってから取り外した。
【0065】
この取り外されたフィルムFを大気中にて展開して60倍の実体顕微鏡で観察したところ、ガス導入機構付キャンロール外周面のガス導入孔の内径200μmに起因すると思われる表面の形状変化は見つからなかった。
【0066】
[実施例2]
キャンロール56の周速度をフィルム搬送速度3m/分より0.1%遅くなるようにサーボモータを制御した以外は実施例1と同様にして成膜を行った。したがって、キャンロール56の1周あたりフィルムFより約2.8mm(=直径900mm×3.14×0.1%)遅く回っていることになる。
【0067】
成膜が完了して取り外されたフィルムFを大気中にて展開して60倍の実体顕微鏡で観察したところ、ガス導入機構付キャンロール外周面のガス導入孔の内径200μmに起因すると思われる表面の形状変化は見つからなかった。
【0068】
[比較例]
比較例のため、キャンロール56の周速度をフィルム搬送速度3m/分と同じになるようにサーボモータを制御した以外は実施例1と同様にして成膜を行った。成膜が完了して取り外されたフィルムFを大気中にて展開して60倍の実体顕微鏡で観察したところ、ガス導入機構付キャンロール外周面のガス導入孔の内径200μmに起因すると思われる表面の形状変化がキャンロールの外周面に配設されているガス導入孔の配置パターンに一致して生じているのが見つかった。
【符号の説明】
【0069】
10 円筒部材
11 ジャケット
12 内側配管
13 外側配管
14 ガス導入路
15 ガス導入孔
16 ガス導入バルブ
50 成膜装置(スパッタリングウェブコータ)
51 真空チャンバー
52 巻き出しロール
53、63 フリーロール
54、62 張力センサロール
55、61 フィードロール
56 キャンロール
57、58、59、60 マグネトロンスパッタリングカソード
64 巻き取りロール
F 長尺耐熱性樹脂フィルム(長尺基板)
G ギャップ部(隙間)
【特許請求の範囲】
【請求項1】
真空チャンバー内でロールツーロールで搬送される長尺基板に対して、内部に冷媒が循環し外周面にガス導入孔を備えたキャンロールの当該外周面に部分的に長尺基板を巻き付けながら熱負荷の掛かる処理を行う長尺基板の処理方法であって、
前記キャンロールの外周面上に画定される長尺基板の搬送経路の上流および下流にそれぞれ隣接して設けられたフィードロールの周速度とキャンロールの周速度とに差をつけながらキャンロールの外周面とそこに巻き付けられる長尺基板との間に形成されるギャップ部にガス導入孔からガスを導入することを特徴とする長尺基板処理方法。
【請求項2】
前記キャンロールの周速度と前記フィードロールの周速度との差が、前記キャンロール1周分につきキャンロール円周方向のガス導入孔の直径以上ピッチ以下であることを特徴とする、請求項1に記載の長尺基板処理方法。
【請求項3】
前記キャンロールの外周面に設けられたガス導入孔は内径150〜1000μmであることを特徴とする、請求項1または2に記載の長尺基板処理方法。
【請求項4】
前記長尺基板の厚さが20〜100μmであることを特徴とする、請求項1から3のいずれかに記載の長尺基板処理方法。
【請求項5】
前記熱負荷の掛かる処理が、プラズマ処理またはイオンビーム処理であり、プラズマ処理またはイオンビーム処理が前記キャンロールの外周面に対向する向きで行われることを特徴とする、請求項1から4のいずれかに記載の長尺基板処理方法。
【請求項6】
請求項1から4のいずれかに記載の長尺基板処理方法のうち前記熱負荷の掛かる処理が真空成膜処理であり、前記真空成膜処理が前記キャンロールの外周面に対向する向きで行われることを特徴とする長尺基板の成膜方法。
【請求項7】
前記真空成膜処理がスパッタリング処理であることを特徴とする、請求項6に記載の長尺基板の成膜方法。
【請求項8】
真空チャンバー内でロールツーロールで搬送される長尺基板に対して外周面にガス導入孔を備えたキャンロールに巻き付けながら熱負荷の掛かる処理を施す長尺基板の処理装置であって、
前記キャンロールの外周面上に画定される長尺基板の搬送経路の上流および下流にそれぞれ隣接して設けられたフィードロールの周速度と前記キャンロールの周速度との差がキャンロールの周方向におけるガス導入孔のピッチ以下、ガス導入孔の内径以上であり、前記キャンロールの外周面のガス導入孔は、内径150〜1000μmであることを特徴とする長尺基板の処理装置。
【請求項9】
前記長尺基板に熱負荷が掛かる処理が、プラズマ処理またはイオンビーム処理であることを特徴とする、請求項8に記載の長尺基板処理装置。
【請求項10】
前記プラズマ処理またはイオンビーム処理を行う機構が、前記キャンロールの外周面に対向する位置に配されていることを特徴とする、請求項9に記載の長尺基板処理装置。
【請求項11】
請求項8に記載の長尺基板処理装置のうち前記熱負荷の掛かる処理が、真空成膜処理であることを特徴とする長尺基板真空成膜装置。
【請求項12】
前記真空成膜処理が前記キャンロールの外周面に対向する位置に配された真空成膜機構であることを特徴とする、請求項11に記載の長尺基板真空成膜装置。
【請求項13】
前記真空成膜機構がスパッタリングカソードであることを特徴とする、請求項12に記載の長尺基板真空成膜装置。
【請求項1】
真空チャンバー内でロールツーロールで搬送される長尺基板に対して、内部に冷媒が循環し外周面にガス導入孔を備えたキャンロールの当該外周面に部分的に長尺基板を巻き付けながら熱負荷の掛かる処理を行う長尺基板の処理方法であって、
前記キャンロールの外周面上に画定される長尺基板の搬送経路の上流および下流にそれぞれ隣接して設けられたフィードロールの周速度とキャンロールの周速度とに差をつけながらキャンロールの外周面とそこに巻き付けられる長尺基板との間に形成されるギャップ部にガス導入孔からガスを導入することを特徴とする長尺基板処理方法。
【請求項2】
前記キャンロールの周速度と前記フィードロールの周速度との差が、前記キャンロール1周分につきキャンロール円周方向のガス導入孔の直径以上ピッチ以下であることを特徴とする、請求項1に記載の長尺基板処理方法。
【請求項3】
前記キャンロールの外周面に設けられたガス導入孔は内径150〜1000μmであることを特徴とする、請求項1または2に記載の長尺基板処理方法。
【請求項4】
前記長尺基板の厚さが20〜100μmであることを特徴とする、請求項1から3のいずれかに記載の長尺基板処理方法。
【請求項5】
前記熱負荷の掛かる処理が、プラズマ処理またはイオンビーム処理であり、プラズマ処理またはイオンビーム処理が前記キャンロールの外周面に対向する向きで行われることを特徴とする、請求項1から4のいずれかに記載の長尺基板処理方法。
【請求項6】
請求項1から4のいずれかに記載の長尺基板処理方法のうち前記熱負荷の掛かる処理が真空成膜処理であり、前記真空成膜処理が前記キャンロールの外周面に対向する向きで行われることを特徴とする長尺基板の成膜方法。
【請求項7】
前記真空成膜処理がスパッタリング処理であることを特徴とする、請求項6に記載の長尺基板の成膜方法。
【請求項8】
真空チャンバー内でロールツーロールで搬送される長尺基板に対して外周面にガス導入孔を備えたキャンロールに巻き付けながら熱負荷の掛かる処理を施す長尺基板の処理装置であって、
前記キャンロールの外周面上に画定される長尺基板の搬送経路の上流および下流にそれぞれ隣接して設けられたフィードロールの周速度と前記キャンロールの周速度との差がキャンロールの周方向におけるガス導入孔のピッチ以下、ガス導入孔の内径以上であり、前記キャンロールの外周面のガス導入孔は、内径150〜1000μmであることを特徴とする長尺基板の処理装置。
【請求項9】
前記長尺基板に熱負荷が掛かる処理が、プラズマ処理またはイオンビーム処理であることを特徴とする、請求項8に記載の長尺基板処理装置。
【請求項10】
前記プラズマ処理またはイオンビーム処理を行う機構が、前記キャンロールの外周面に対向する位置に配されていることを特徴とする、請求項9に記載の長尺基板処理装置。
【請求項11】
請求項8に記載の長尺基板処理装置のうち前記熱負荷の掛かる処理が、真空成膜処理であることを特徴とする長尺基板真空成膜装置。
【請求項12】
前記真空成膜処理が前記キャンロールの外周面に対向する位置に配された真空成膜機構であることを特徴とする、請求項11に記載の長尺基板真空成膜装置。
【請求項13】
前記真空成膜機構がスパッタリングカソードであることを特徴とする、請求項12に記載の長尺基板真空成膜装置。
【図1】



【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−117131(P2012−117131A)
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願番号】特願2010−269794(P2010−269794)
【出願日】平成22年12月2日(2010.12.2)
【出願人】(000183303)住友金属鉱山株式会社 (2,015)
【Fターム(参考)】
【公開日】平成24年6月21日(2012.6.21)
【国際特許分類】
【出願日】平成22年12月2日(2010.12.2)
【出願人】(000183303)住友金属鉱山株式会社 (2,015)
【Fターム(参考)】
[ Back to top ]