
フィルムコーティング装置、及びそれを備えた画像形成装置

【課題】フィルム基材からコーティング樹脂層を剥離するときに、コーティング樹脂層の表面にストレスがかからず、用紙のコーティング樹脂層の透明度を向上させることが可能なフィルムコーティング装置を提供する。
【解決手段】巻取りリール67の巻取りによるコーティングフィルム70の搬送速度をAとし、記録用紙の搬送速度をBとすると、A<Bに設定している。このため、第2補助ローラ69が遅れた方のコーティングフィルム70のフィルム基材70aに引っ掛かって、フィルム基材70aが記録用紙Pの搬送方向に突出して湾曲し弛む。このフィルム基材70aの湾曲により、フィルム基材70aに対するコーティング樹脂層70bの剥離角度αが設定され、この剥離角度αにより、先行する記録用紙Pに密着したコーティング樹脂層70bが遅れた方のコーティングフィルム70のフィルム基材70aから自ずと剥がれる。
【解決手段】巻取りリール67の巻取りによるコーティングフィルム70の搬送速度をAとし、記録用紙の搬送速度をBとすると、A<Bに設定している。このため、第2補助ローラ69が遅れた方のコーティングフィルム70のフィルム基材70aに引っ掛かって、フィルム基材70aが記録用紙Pの搬送方向に突出して湾曲し弛む。このフィルム基材70aの湾曲により、フィルム基材70aに対するコーティング樹脂層70bの剥離角度αが設定され、この剥離角度αにより、先行する記録用紙Pに密着したコーティング樹脂層70bが遅れた方のコーティングフィルム70のフィルム基材70aから自ずと剥がれる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、用紙を樹脂コーティングするフィルムコーティング装置、及びそれを備えた画像形成装置に関する。
【背景技術】
【0002】
この種の装置としては、サーマルヘッドを用いた熱転写方式のものがある。この熱転写方式では、フィルム基材とコーティング樹脂層を積層してなるコーティングフィルムを用紙に重ね合わせ、サーマルヘッドによりコーティングフィルムを加熱して、コーティング樹脂層を用紙に密着させ、フィルム基材からコーティング樹脂層を剥離して、コーティング樹脂層により用紙をコーティングしている。
【0003】
また、特許文献1には、熱転写方式により用紙を印字する印字装置が記載されている。ここでは、リボンの搬送速度を用紙の搬送速度に一致させた状態で、用紙とリボンを重ね合わせ、サーマルヘッドによりリボンを加熱すると同時に、用紙からリボンを引き離して、リボンのインクを用紙に転写している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−268388号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記熱転写方式による用紙のコーティングでは、フィルム基材から剥離されたコーティング樹脂層の表面に微細な凹凸(剥離痕)が発生するので、コーティング樹脂層の透明度が高くなく、これがコーティングの品質向上を阻む原因であった。
【0006】
例えば、特許文献1と同様に、コーティングフィルム(リボン)の搬送速度を用紙の搬送速度に一致させた状態で、フィルム基材をコーティング樹脂層から引き剥がすには、用紙の搬送経路とフィルム基材の分岐点でコーティング樹脂層を強制的に剥離する必要があるので、コーティング樹脂層の表面に大きなストレスがかかって、コーティング樹脂層の表面に剥離痕が生じ易い。また、サーマルヘッドによりコーティングフィルムを加熱すると同時にフィルム基材を引き剥がすので、コーティング樹脂層が軟化している状態でフィルム基材の剥離が行われることになり、これもコーティング樹脂層の表面に剥離痕が生じる原因となっている。
【0007】
このようなコーティング樹脂層の表面の剥離痕を抑えるには、フィルム基材からコーティング樹脂層を剥離するときに、コーティング樹脂層の表面にストレスがかからないようにすることが望ましい。
【0008】
そこで、本発明は、上記従来の問題点に鑑みなされたものであり、フィルム基材からコーティング樹脂層を剥離するときに、コーティング樹脂層の表面にストレスがかからず、用紙のコーティング樹脂層の透明度を向上させることが可能なフィルムコーティング装置、及びそれを備えた画像形成装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明のフィルムコーティング装置は、フィルム基材とコーティング樹脂層を積層してなるコーティングフィルムを用いて、搬送中の用紙を樹脂コーティングするフィルムコーティング装置であって、前記コーティングフィルムを前記用紙の搬送経路に沿って搬送する搬送部と、前記搬送経路において前記コーティングフィルムを前記用紙に重ね合わせ加熱して、前記コーティング樹脂層を前記用紙に密着させ、前記フィルム基材から前記コーティング樹脂層を剥離するコーティング部とを備え、前記搬送部による前記コーティングフィルムの搬送速度を前記用紙の搬送速度よりも低く設定している。
【0010】
このように搬送部によるコーティングフィルムの搬送速度を用紙の搬送速度よりも低く設定した場合は、用紙が該用紙に密着したコーティング樹脂層と共に先に搬送されて、コーティングフィルムのフィルム基材が遅れて搬送され、先行するコーティング樹脂層が遅れたフィルム基材から自ずと剥がれる。このため、コーティング樹脂層の表面にストレスがかかり難く、用紙のコーティング樹脂層の透明度を向上させることができる。
【0011】
また、本発明のフィルムコーティング装置においては、前記コーティング部は、前記コーティングフィルムの搬送速度で搬送されている前記フィルム基材を前記用紙から引き離して、前記フィルム基材に対する前記用紙に密着した前記コーティング樹脂層の剥離角度を設定するフィルムガイドを備えている。
【0012】
このような剥離角度を設定することにより、コーティング樹脂層の表面にストレスがかかり難くなる。
【0013】
例えば、前記フィルムガイドは、前記用紙に密着した前記コーティング樹脂層が剥離される前の前記フィルム基材に接するピンチローラと、前記コーティングフィルムの搬送速度で搬送されている前記フィルム基材を前記用紙から引き離す方向にガイドする補助ローラとを備え、前記ピンチローラと前記補助ローラとの間で前記フィルム基材を湾曲させて、前記剥離角度を設定する。
【0014】
更に、本発明のフィルムコーティング装置においては、前記コーティングフィルムを加熱して、前記コーティング樹脂層を前記用紙に密着させた後に、前記フィルムガイドにより前記剥離角度が設定されて、前記フィルム基材から前記コーティング樹脂層が冷時剥離される。
【0015】
このような冷時剥離では、熱時剥離と比較すると、フィルム基材から剥離されたコーティング樹脂層の表面に剥離痕がより発生し難くなる。
【0016】
例えば、本発明のフィルムコーティング装置においては、前記コーティング部は、互いに重ね合わされた前記コーティングフィルムと前記用紙を挟み込むサーマルヘッド及びローラを備え、前記サーマルヘッドにより前記コーティングフィルムを前記ローラに押圧して加熱し、前記ローラにより前記用紙を搬送する。
【0017】
例えば、本発明のフィルムコーティング装置においては、前記コーティング部は、前記用紙の搬送経路に沿って離間配置された第1及び第2ピンチローラを備え、前記第1及び第2ピンチローラにより前記コーティングフィルムをガイドして、前記コーティングフィルムを前記用紙に重ね合わせ、前記第1及び第2ピンチローラの間で前記コーティングフィルムを加熱して、前記コーティング樹脂層を前記用紙に密着させる。
【0018】
また、本発明のフィルムコーティング装置においては、前記用紙に対して非接触に設けられ、前記用紙に密着した前記コーティング樹脂層に対して熱を放射するヒータ部を備えている。
【0019】
このように非接触のヒータ部の熱を用紙のコーティング樹脂層に放射すると、コーティング樹脂層の表面が加熱溶融して、コーティング樹脂層の表面の剥離痕が消失し、その表面が滑らかになる。これにより、コーティング樹脂層の透明度が高くなり、コーティングの品質が向上する。
【0020】
一方、本発明の画像形成装置は、画像を用紙上に形成して定着させる画像形成装置であって、上記本発明のフィルムコーティング装置を、前記画像の定着を行う定着処理部よりも前記用紙の搬送方向下流側に設けている。
【0021】
このような画像形成装置においては、画像が記録された用紙を、上記本発明のフィルムコーティング装置により樹脂コーティングすることができる。
【発明の効果】
【0022】
このような本発明では、搬送部によるコーティングフィルムの搬送速度を用紙の搬送速度よりも低く設定しているので、用紙が該用紙に密着したコーティング樹脂層と共に先に搬送されて、コーティングフィルムのフィルム基材が遅れて搬送され、先行するコーティング樹脂層が遅れたフィルム基材から自ずと剥がれる。このため、コーティング樹脂層の表面にストレスがかかり難く、用紙のコーティング樹脂層の透明度を向上させることができる。
【図面の簡単な説明】
【0023】
【図1】本発明のフィルムコーティング装置の一実施形態を適用した印刷システムを示す断面図である。
【図2】図1の印刷システムにおけるコーティングユニットを示す断面図である。
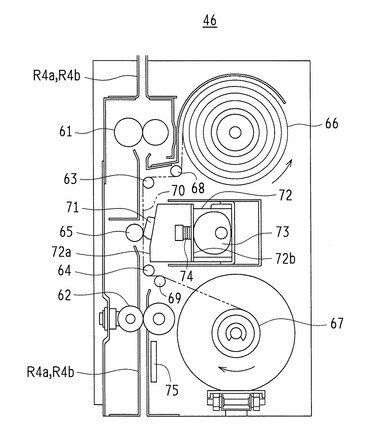
【図3】図2のコーティングユニットにおけるフィルムコーティング装置を示す断面図である。
【図4】図3のフィルムコーティング装置におけるヒータ部を示す平面図である。
【図5】図3のフィルムコーティング装置の動作状態を示す断面図である。
【図6】図5の動作状態を模式的に示す図である。
【図7】コーティングフィルムを示す断面図である。
【図8】(a)、(b)は、フィルム基材からのコーティング樹脂層の剥離過程及び剥離角度を模式的に示す図である。
【図9】剥離強さに対する剥離角度の特性を示す実験データのグラフである。
【発明を実施するための形態】
【0024】
以下、本発明の実施形態を添付図面を参照して詳細に説明する。
【0025】
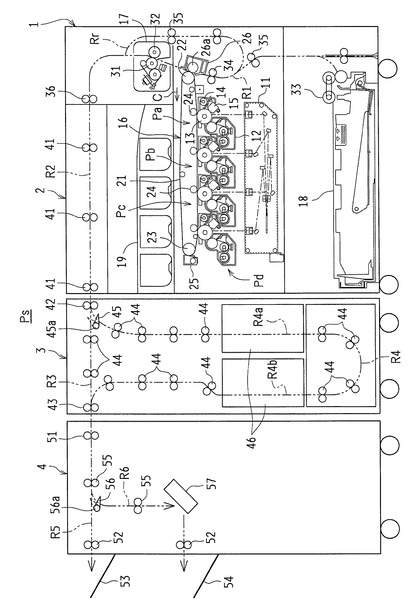
図1は、本発明のフィルムコーティング装置の一実施形態を適用した印刷システムを示す断面図である。図1において、印刷システムPsは、画像形成装置1、中継ユニット2、コーティングユニット3、及び後処理ユニット4を備えている。画像形成装置1は、原稿の画像をカラーもしくは単色で記録用紙に記録形成し、画像が記録された記録用紙を中継ユニット2に搬出する。中継ユニット2は、記録用紙を画像形成装置1から受け取ると、記録用紙をコーティングユニット3へと中継搬送する。コーティングユニット3は、記録用紙を中継ユニット2から受け取ると、記録用紙をそのまま後処理ユニット4に搬出するか、あるいは記録用紙に対して樹脂コーティングを施した後に、記録用紙を後処理ユニット4に搬出する。後処理ユニット4は、記録用紙をコーティングユニット3から受け取ると、記録用紙をそのまま排出するか、あるいは記録用紙に対してステープル等の後処理を施した後に、記録用紙を排出する。
【0026】
次に、画像形成装置1、中継ユニット2、コーティングユニット3、及び後処理ユニット4の概略構成を説明する。
【0027】
画像形成装置1は、画像を記録用紙に印刷するべく、光走査装置11、現像装置12、感光体ドラム13、ドラムクリーニング装置14、帯電器15、中間転写ベルト装置16、定着装置17、及び給紙トレイ18等を備えている。
【0028】
画像形成装置1において扱われる画像データは、ブラック(K)、シアン(C)、マゼンタ(M)、イエロー(Y)の各色を用いたカラー画像に応じたもの、又は単色(例えばブラック)を用いたモノクロ画像に応じたものである。このため、現像装置12、感光体ドラム13、ドラムクリーニング装置14、及び帯電器15は、各色に応じた4種類のトナー像を形成するようにそれぞれ4個ずつ設けられ、それぞれがブラック、シアン、マゼンタ、及びイエローに対応付けられて、4つの画像ステーションPa、Pb、Pc、Pdが構成されている。
【0029】
各感光体ドラム13は、それらの表面に感光層を有している。各帯電器15は、それぞれの感光体ドラム13の表面を所定の電位に均一に帯電させる。
【0030】
光走査装置11は、レーザダイオード及び反射ミラーを備えたレーザスキャニングユニット(LSU)であり、帯電された各感光体ドラム13表面を画像データに応じて露光して、それらの表面に画像データに対応する静電潜像を形成する。
【0031】
各現像装置12は、各感光体ドラム13表面の静電潜像を各色のトナーにより現像し、各感光体ドラム13表面に各色のトナー像を形成する。各ドラムクリーニング装置14は、現像及び画像転写後にそれぞれの感光体ドラム13表面に残留したトナーを除去及び回収する。
【0032】
中間転写ベルト装置16は、各感光体ドラム13の上方に配置されており、中間転写ベルト21、中間転写ベルト駆動ローラ22、従動ローラ23、4つの中間転写ローラ24、及びベルトクリーニング装置25を備えている。
【0033】
中間転写ベルト21は、厚さ100μm〜150μm程度のフィルムを無端ベルト状に形成したものである。中間転写ベルト駆動ローラ22、従動ローラ23、各中間転写ローラ24等は、中間転写ベルト21を張架して支持し、中間転写ベルト21を矢印方向Cに周回移動させる。
【0034】
各中間転写ローラ24は、中間転写ベルト21近傍に回転可能に支持され、中間転写ベルト21を介してそれぞれの感光体ドラム13に押圧されている。
【0035】
各感光体ドラム13表面の各色のトナー像が中間転写ベルト21に順次重ねて転写されて、中間転写ベルト21上にカラーのトナー像が形成される。各感光体ドラム13から中間転写ベルト21へのトナー像の転写は、中間転写ベルト21裏面に圧接されている各中間転写ローラ24によって行われる。各中間転写ローラ24には、トナー像を転写するために高電圧の転写バイアス(トナーの帯電極性(−)とは逆極性(+)の高電圧)が印加されており、その導電性の弾性材により高電圧が記録用紙に対して均一に印加される。
【0036】
こうして各感光体ドラム13表面の各色のトナー像は、中間転写ベルト21で積層され、画像データによって示されるカラーのトナー像となる。このカラーのトナー像は、中間転写ベルト21と共に搬送され、中間転写ベルト21と2次転写装置26の転写ローラ26a間のニップ域で記録用紙上に転写される。
【0037】
2次転写装置26の転写ローラ26aには、中間転写ベルト21上の各色のトナー像を記録用紙に転写させるための電圧(トナーの帯電極性(−)とは逆極性(+)の高電圧)が印加されている。
【0038】
また、2次転写装置26によって中間転写ベルト21上のトナー像が記録用紙に完全に転写されず、中間転写ベルト21上にトナーが残留することがあるため、ベルトクリーニング装置25によって残留トナーを除去及び回収する。
【0039】
記録用紙は、中間転写ベルト21と2次転写装置26の転写ローラ26a間のニップ域でカラーのトナー像を転写された後、定着装置17へと搬送される。定着装置17は、加熱ローラ31及び加圧ローラ32等を備えており、加熱ローラ31と加圧ローラ32間に記録用紙を挟み込んで搬送する。加熱ローラ31は、所定の定着温度となるように制御されており、加圧ローラ32と共に記録用紙を熱圧着することにより、記録用紙に転写されたカラーのトナー像を溶融、混合、圧接して定着させる。
【0040】
一方、給紙トレイ18は、記録用紙を格納しておくためのトレイであり、画像形成装置1の下部に設けられて、トレイ内の記録用紙を供給する。
【0041】
画像形成装置1には、給紙トレイ18から供給された記録用紙を2次転写装置26や定着装置17を経由させて中継ユニット2に送るための、S字状の用紙搬送経路R1が設けられている。この用紙搬送経路R1に沿って、一組の用紙レジストローラ34、定着装置17、複数組の搬送ローラ35、及び一組の排紙ローラ36等が配置されている。
【0042】
給紙トレイ18の端部には、用紙ピックアップローラ33が設けられており、この用紙ピックアップローラ33により給紙トレイ18から記録用紙が1枚ずつ引き出されて用紙搬送経路R1へと搬送される。
【0043】
各用紙レジストローラ34は、搬送されて来た記録用紙を一旦停止させて、記録用紙の先端を揃え、中間転写ベルト21と2次転写装置26の転写ローラ26a間のニップ域で中間転写ベルト21上のカラーのトナー像が記録用紙に転写されるように、各感光体ドラム13及び中間転写ベルト21の回転にあわせて、記録用紙をタイミングよく搬送する。
【0044】
更に、記録用紙は、定着装置17でカラーのトナー像を定着され、各排紙ローラ36によって中継ユニット2へと搬出される。
【0045】
また、記録用紙の表面だけではなく、裏面の印字を行う場合は、記録用紙を各排紙ローラ36により搬送する途中で、各排紙ローラ36を停止させてから逆回転させ、記録用紙を反転経路Rrに通して、記録用紙の表裏を反転させ、記録用紙を各用紙レジストローラ34へと導き、記録用紙の表面と同様に、記録用紙の裏面に画像を記録して定着し、記録用紙を中継ユニット2に搬出する。
【0046】
次に、中継ユニット2では、直線状の中継搬送経路R2に沿って複数組の搬送ローラ41を設けており、画像形成装置1からの記録用紙を受け取って中継搬送経路R2に沿って搬送し、記録用紙をコーティングユニット3へと搬出する。
【0047】
次に、コーティングユニット3は、直線状のスルー搬送経路R3、U字状の引込み搬送経路R4、スルー搬送経路R3の用紙出入り口に設けられた一組の搬入ローラ42及び一組の搬出ローラ43、スルー搬送経路R3及び引込み搬送経路R4に沿って配置された複数組の搬送ローラ44、各搬送経路R3、R4の分岐位置に配置されたフラッパー45、及び引込み搬送経路R4に設けられた2台のフィルムコーティング装置46を備えている。
【0048】
コーティングユニット3では、記録用紙に対して樹脂コーティングを施すときと施さないときとで記録用紙の搬送経路が異なる。樹脂コーティングを施さないときには、フラッパー45をその軸45aを中心に実線で示す位置に回転移動させておき、中継ユニット2から各搬入ローラ42を通じて搬入されて来た記録用紙をフラッパー45によりスルー搬送経路R3へと導いて搬送し、記録用紙をスルー搬送経路R3から各搬出ローラ43を通じて後処理ユニット4へと搬出する。
【0049】
また、記録用紙に対して樹脂コーティングを施すときには、フラッパー45をその軸45aを中心に点線で示す位置に回転移動させておき、中継ユニット2から各搬入ローラ42を通じて搬入されて来た記録用紙をフラッパー45により引込み搬送経路R4へと導いて搬送し、記録用紙を引込み搬送経路R4から各搬出ローラ43を通じて後処理ユニット4へと搬出する。このU字状の引込み搬送経路R4には、互いに平行な直線状の搬送経路部分R4a、R4bが設けられており、これらの直線状の搬送経路部分R4a、R4bにそれぞれのフィルムコーティング装置46が設けられている。一方のフィルムコーティング装置46は、搬送経路部分R4aに沿って搬送中の記録用紙の片面を樹脂コーティングし、また他方のフィルムコーティング装置46は、搬送経路部分R4bに沿って搬送中の記録用紙の他の片面を樹脂コーティングする。これにより、引込み搬送経路R4を通じて搬送中の記録用紙の両面が樹脂コーティングされる。
【0050】
次に、後処理ユニット4は、排出搬送経路R5、排出搬送経路R5から分岐したステープル搬送経路R6、排出搬送経路R5の用紙入り口に設けられた一組の搬入ローラ51、各搬送経路R5、R6の用紙出口に設けられた二組の排出ローラ52と2つの排紙トレイ53、54、各搬送経路R5、R6に沿って配置された複数組の搬送ローラ55、各搬送経路R5、R6の分岐位置に配置されたフラッパー56、及びステープル搬送経路R6に設けられたステープル装置57を備えている。
【0051】
後処理ユニット4では、記録用紙に対して後処理を施すときと施さないときとで記録用紙の搬送経路が異なる。後処理を施さないときには、フラッパー56をその軸56aを中心に実線で示す位置に回転移動させておき、コーティングユニット3から各搬入ローラ51を通じて搬入されて来た記録用紙をフラッパー56により排出搬送経路R5へと導いて搬送し、記録用紙を排出搬送経路R5から各排出ローラ52を通じて排紙トレイ53へと排出する。
【0052】
また、記録用紙に対して後処理を施すときには、フラッパー56をその軸56aを中心に点線で示す位置に回転移動させておき、コーティングユニット3から各搬入ローラ51を通じて搬入されて来た記録用紙をフラッパー56によりステープル搬送経路R6へと導いて搬送し、記録用紙をステープル装置57に一旦積載する。ステープル装置57は、一束の記録用紙が積載されると、記録用紙の束にステープル処理を施し、記録用紙の束を各排出ローラ52を通じて排紙トレイ54へと排出する。
【0053】
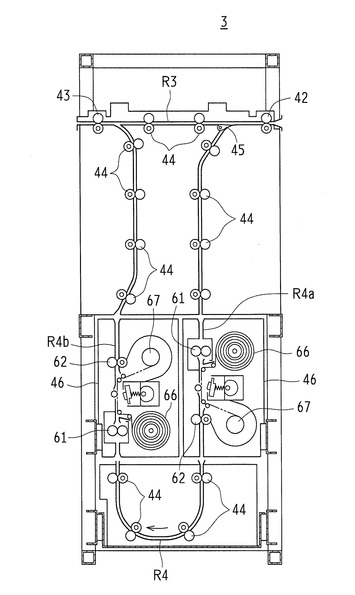
次に、コーティングユニット3の構成を更に詳しく説明する。図2は、コーティングユニット3を示す断面図である。図2に示すようにコーティングユニット3には互いに平行な直線状の搬送経路部分R4a、R4bが設けられ、これらの直線状の搬送経路部分R4a、R4bには同一構成の2台のフィルムコーティング装置46が設けられている。引込み搬送経路R4へと導かれた記録用紙が直線状の搬送経路部分R4aを通過するときに、搬送経路部分R4aに設けられた一方のフィルムコーティング装置46により記録用紙の右方向に向く片面が樹脂コーティングされる。そして、記録用紙が搬送経路部分R4のU字状部分を通過すると、記録用紙の両面が左右に反転するので、記録用紙が直線状の搬送経路部分R4bを通過するときに、搬送経路部分R4bに設けられた他方のフィルムコーティング装置46により記録用紙の右方向に向く他の片面が樹脂コーティングされる。これにより、記録用紙の両面が樹脂コーティングされる。
【0054】
尚、図2のコーティングユニット3において、各フィルムコーティング装置46は、同一構成であるが、搬送経路部分R4aに設けられた一方のフィルムコーティング装置46では記録用紙を上方から搬入して下方へと搬出し、また搬送経路部分R4bに設けられた他方のフィルムコーティング装置46では記録用紙を下方から搬入して上方へと搬出するので、各フィルムコーティング装置46の上下の向きが逆となる。
【0055】
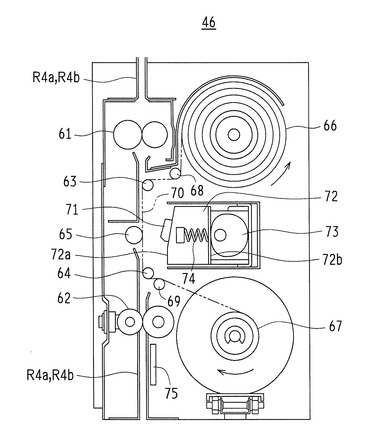
図3は、本実施形態のフィルムコーティング装置46を示す断面図である。図3に示すようにフィルムコーティング装置46の内部には直線状の搬送経路部分R4a、R4bが通り、フィルムコーティング装置46が搬送経路部分R4a、R4bを通じて搬送される記録用紙に対して樹脂コーティングを施す。
【0056】
フィルムコーティング装置46では、搬送経路部分R4a、R4bに沿って、第1及び第2搬送ローラ61、62、第1及び第2ピンチローラ63、64、及びプラテンローラ65を設けており、プラテンローラ65を中央に配置し、プラテンローラ65の両側に第1及び第2ピンチローラ63、64を配置し、第1及び第2ピンチローラ63、64の両外側に一組の第1搬送ローラ61及び一組の第2搬送ローラ62を配置している。また、送り出しリール66と巻取りリール67を搬送経路部分R4a、R4bに沿って離間して配設し、送り出しリール66と第1ピンチローラ63との間に第1補助ローラ68を設けている。更に、第2ピンチローラ64よりも記録用紙の搬送方向下流側であって、搬送経路部分R4a、R4bから離間した位置に第2補助ローラ69を設けている。
【0057】
第1及び第2搬送ローラ61、62、プラテンローラ65は、その外周にEPDM等の合成ゴムを設けたものである。また、第1及び第2ピンチローラ63、64、第1及び第2補助ローラ68、69は、φ8mm程度の金属シャフトである。
【0058】
送り出しリール66には、コーティングフィルム70が予め巻回されている。コーティングフィルム70は、送り出しリール66から引出されて、第1補助ローラ68と第1ピンチローラ63とに掛けられ、搬送経路部分R4a、R4bを通じて第2ピンチローラ64へと導かれて、第2ピンチローラ64と第2補助ローラ69とに掛けられ、巻取りリール67まで引き回されており、コーティングフィルム70の一端が巻取りリール67に接続されている。第1及び第2ピンチローラ63、64間では、コーティングフィルム70が搬送経路部分R4a、R4bを通じて直線状に張られている。
【0059】
巻取りリール67は、巻取りリール専用のモータ(図示せず)により時計回り方向に回転駆動されて、コーティングフィルム70を巻き取って行く。また、送り出しリール66は、巻取りリール67による巻取りに伴いコーティングフィルム70を送り出して従動回転するか、あるいは後で述べるようにコーティングフィルム70に重ね合わされた記録用紙Pの搬送に伴いコーティングフィルム70を送り出し、反時計回り方向に従動回転する。これにより、第1及び第2ピンチローラ63、64間で、コーティングフィルム70が搬送経路部分R4a、R4bを通じて搬送される。巻取りリール67の巻取りによるコーティングフィルム70の搬送速度は、記録用紙の搬送速度よりも低く設定される。
【0060】
また、送り出しリール66の軸66a及び巻取りリール67の軸67aには、それぞれのトルクリミッター(図示せず)が設けられており、コーティングフィルム70の巻取りと送り出しに伴い各リール66、67及びコーティングフィルム70に過負荷がかかったときには、各トルクリミッターにより各リール66、67が空転するようにされている。
【0061】
更に、第1搬送ローラ61、第2搬送ローラ62、及びプラテンローラ65は、それぞれ専用のモータにより回転駆動され、記録用紙の搬送速度に対応するそれぞれの周速度で回転する。
【0062】
また、各リール66、67の間には、サーマルヘッド71が配置され、サーマルヘッド71とプラテンローラ65が互いに対向している。サーマルヘッド71は、水平方向に移動自在に支持された移動体72の左端面72aに固定されており、移動体72と共に水平方向に移動する。バネ74は、その左端を位置決め固定され、その右端を移動体72に接続され、移動体72を右方向に付勢する。偏芯カム73の周面は、バネ74により右方向に付勢されている移動体72の右端面72bに当接している。偏芯カム73は、偏芯カム専用のモータ(図示せず)により回転駆動され、偏芯カム73の回転に伴い移動体72並びにサーマルヘッド71が水平方向に移動して位置決めされる。
【0063】
後で詳しく述べるようにサーマルヘッド71、第2ピンチローラ64、及び第2補助ローラ(フィルムガイド)69等は、記録用紙の片面を樹脂コーティングするコーティング部を構成する。
【0064】
更に、第2搬送ローラ62よりも記録用紙の搬送方向下流側に60〜80mm程度離間した位置には、ヒータ部75が設けられている。従って、サーマルヘッド71、第2ピンチローラ64、及び第2補助ローラ69からなる上記コーティング部とヒータ部75との間に、第2搬送ローラ62が設けられている。また、ヒータ部75は、搬送経路部分R4a、R4bに沿って搬送される記録用紙から僅かに離間して配置されて、記録用紙とは非接触に設けられており、記録用紙に対して熱を放射する。
【0065】
図4は、ヒータ部75を示す平面図である。図4に示すようにU字型のヒータ75aをフレーム76に固定支持したものである。U字型のヒータ75aとしてニクロム線、ランプ等が適用され、U字型のヒータ75aから記録用紙へと熱が放射される。
【0066】
ここで、コーティングユニット3では、記録用紙に対して樹脂コーティングを施さないときに、記録用紙をスルー搬送経路R3を通じて搬送する。この場合、フィルムコーティング装置46では、各リール66、67を停止させて、コーティングフィルム70の送り出し及び巻取りを行わず、また第1搬送ローラ61、第2搬送ローラ62、及びプラテンローラ65を停止させる。また、偏芯カム73を回転させて、移動体72並びにサーマルヘッド71を右方向に移動させ、サーマルヘッド71をプラテンローラ65から離間させ、更にサーマルヘッド71及びヒータ部75を発熱させない。
【0067】
また、コーティングユニット3では、記録用紙に対して樹脂コーティングを施すときに、記録用紙を引込み搬送経路R4に導いて、記録用紙を直線状の搬送経路部分R4a→搬送経路部分R4のU字状部分→直線状の搬送経路部分R4bという順序で搬送し、搬送経路部分R4aに設けられた一方のフィルムコーティング装置46により記録用紙の片面を樹脂コーティングし、搬送経路部分R4bに設けられた他方のフィルムコーティング装置46により記録用紙の他の片面を樹脂コーティングする。この場合、いずれのフィルムコーティング装置46においても、巻取りリール67を回転させて、コーティングフィルム70を搬送経路部分R4a、R4bを通じて搬送し、また第1搬送ローラ61、第2搬送ローラ62、及びプラテンローラ65を回転させて、記録用紙の搬送動作を開始し、巻取りリール67の巻取りによるコーティングフィルム70の搬送速度を記録用紙の搬送速度よりも低く設定する。また、図5に示すように偏芯カム73を回転させて、移動体72並びにサーマルヘッド71を左方向に移動させ、サーマルヘッド71をコーティングフィルム70を介してプラテンローラ65に押圧させる。また、サーマルヘッド71を規定温度(例えば100〜150℃)まで発熱させ、ヒータ部75を別の規定温度(例えば40℃〜80℃)まで発熱させる。
【0068】
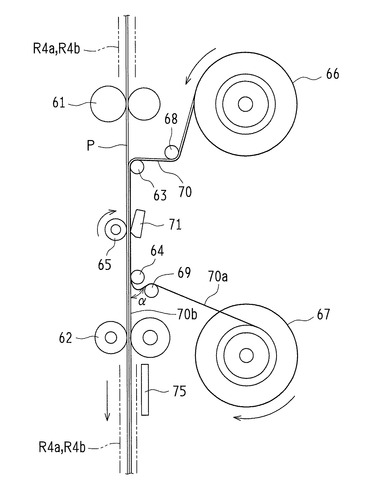
図6は、図5の動作状態を模式的に示している。図6に示すように記録用紙Pが搬送経路部分R4a、R4bへと搬送されて来ると、第1搬送ローラ61により記録用紙Pが搬送され、記録用紙Pが第1ピンチローラ63の部位でコーティングフィルム70に重ね合わせられて、記録用紙P及びコーティングフィルム70が搬送されてサーマルヘッド71とプラテンローラ65との間に導かれ、送り出しリール66からコーティングフィルム70が送り出されて、送り出しリール66が従動回転する。そして、プラテンローラ65により記録用紙P並びにコーティングフィルム70が搬送されつつ、サーマルヘッド71により記録用紙Pとコーティングフィルム70がプラテンローラ65に押圧され、コーティングフィルム70がサーマルヘッド71の下面(発熱面)に摺接して、サーマルヘッド71によりコーティングフィルム70が加熱される。これにより、コーティングフィルム70のコーティング樹脂層が記録用紙Pの片面に密着する。
【0069】
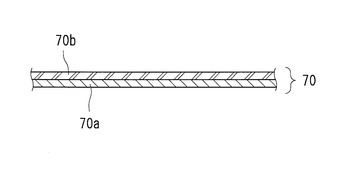
図7は、コーティングフィルム70を示す断面図である。図7に示すようにコーティングフィルム70は、ポリエチレンテレフタレート(PET)等からなるフィルム基材70a上に、スチレン等からなるコーティング樹脂層70bを積層したものであって、3μ〜6μの厚みを有する。フィルムコーティング装置46では、コーティングフィルム70のコーティング樹脂層70bを記録用紙Pに重ねて、サーマルヘッド71によりコーティングフィルム70のコーティング樹脂層70bを加熱溶融して記録用紙Pに密着させる。
【0070】
更に、図6に示すように互いに重ね合わせられて密着した記録用紙P及びコーティングフィルム70は、第2ピンチローラ64へと搬送される。ここで、先に述べたように巻取りリール67の巻取りによるコーティングフィルム70の搬送速度をAとし、記録用紙の搬送速度をBとすると、A<Bに設定している。例えば、コーティングフィルム70の搬送速度Aを165mm/secに設定し、記録用紙の搬送速度BをA+β(β=10〜20mm/sec)、つまり175〜185mm/secに設定している。あるいは、コーティングフィルム70の搬送速度Aを1.05〜1.15倍にした速度を、記録用紙の搬送速度Bとして設定している。
【0071】
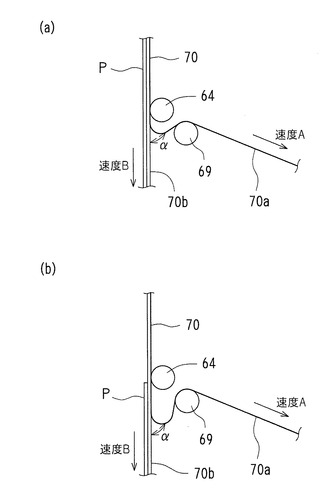
このため、記録用紙Pが第1ピンチローラ63の部位でコーティングフィルム70に重ね合わせられてから、記録用紙P及びコーティングフィルム70がサーマル71とプラテンローラ65との間を介して第2ピンチローラ64へと搬送されるまでに、コーティングフィルム70が記録用紙Pよりも遅れ、記録用紙Pがコーティングフィルム70よりも先行する。また、第2ピンチローラ64よりも記録用紙の搬送方向下流側であって、搬送経路部分R4a、R4bから離間した位置には、コーティングフィルム70のフィルム基材70aに掛かる第2補助ローラ69が設けられ、第2補助ローラ69によりコーティングフィルム70のフィルム基材70aが搬送経路部分R4a、R4bから引き離されている。このため、図8(a)に示すように第2補助ローラ69が遅れた方のコーティングフィルム70のフィルム基材70aに引っ掛かって、フィルム基材70aが記録用紙Pの搬送方向に突出して湾曲し弛む。このフィルム基材70aの湾曲により、フィルム基材70aに対するコーティング樹脂層70bの剥離角度αが設定され、この剥離角度αにより、先行する記録用紙Pに密着したコーティング樹脂層70bが遅れた方のコーティングフィルム70のフィルム基材70aから自ずと剥がれる。
【0072】
そして、図8(b)に示すように記録用紙Pが通過して行くと、巻取りリール67によりコーティングフィルム70が巻き取られて、コーティングフィルム70の弛みが解消される。また、コーティング樹脂層70bの密着範囲(例えば記録用紙Pと同一の範囲)の周縁に沿って該コーティング樹脂層70bが切断され、記録用紙Pのコーティングが完了する。
【0073】
このように先行するコーティング樹脂層70aが遅れたフィルム基材70bから自ずと剥がれるため、コーティング樹脂層70aの表面にストレスがかからず、コーティング樹脂層70aの表面に剥離痕が生じ難く、記録用紙Pのコーティング樹脂層70aの透明度を向上させることができる。
【0074】
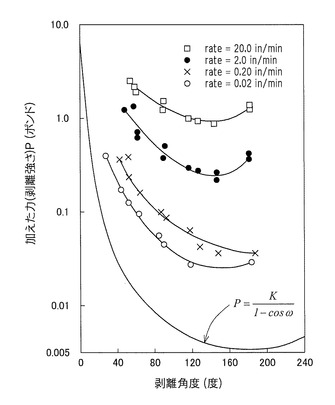
剥離角度αは、フィルム基材70bからのコーティング樹脂層70aの剥離強さが最も低くなる120°〜140°の角度範囲で設定されるのが最も好ましく、この120°〜140°の角度範囲で剥離角度αを設定するべく、先に述べたようにコーティングフィルム70の搬送速度Aを165mm/secに設定し、記録用紙の搬送速度Bを175〜185mm/secに設定している。
【0075】
図9は、剥離強さに対する剥離角度の特性を示す実験データのグラフ(Transaction of the Society of Rheology 3 :161-180(1959)より転載)である。この実験データから明らかなように、剥離角度αを120°〜140°の角度範囲で設定するのが最も好ましい。
【0076】
こうしてフィルム基材70aからコーティング樹脂層70bが剥離され、記録用紙のコーティングが完了した後、記録用紙Pは、第2搬送路ローラ62を介して搬送され、ヒータ部75の近傍を通過する。このとき、ヒータ部75の熱放射により記録用紙に密着したコーティング樹脂層70bの表面が一時的に加熱溶融して滑らかになる。このヒータ部75の温度は、コーティング樹脂層70bの表面が加熱溶融しながらも、コーティング樹脂層70b全体が加熱溶融して記録用紙に浸透してしまわない程度の温度(例えば40℃〜80℃)に設定される。これにより、フィルム基材70aからコーティング樹脂層70bが剥離されたときに、コーティング樹脂層70bの表面に微小な剥離痕が生じていたとしても、コーティング樹脂層70bの表面の微小な剥離痕が消去されて、コーティング樹脂層70bの透明度が向上する。
【0077】
また、サーマルヘッド71により記録用紙のコーティング樹脂層70bを加熱した後に、第2搬送ローラ62により記録用紙を挟み込んで搬送することから、第2搬送ローラ62の接触痕がコーティング樹脂層70bの表面に生じるものの、第2搬送ローラ62よりも記録用紙の搬送方向下流側にヒータ部75を設けているので、ヒータ部75の熱放射によりコーティング樹脂層70bの表面の剥離痕だけではなく、第2搬送ローラ62の接触痕も同時に消去することができ、コーティング樹脂層70bの透明度が確実に向上する。
【0078】
勿論、コーティングユニット3の2台のフィルムコーティング装置46のいずれにおいても、先行するコーティング樹脂層70aが遅れたフィルム基材70bから自ずと剥がれて、コーティング樹脂層70bにより記録用紙がコーティングされ、ヒータ部75の熱放射によりコーティング樹脂層70bの表面が滑らかにされるので、高い透明度のコーティング樹脂層70bにより記録用紙の両面がコーティングされる。
【0079】
尚、上記実施形態のフィルムコーティング装置46では、コーティング樹脂層70aにより記録用紙全体をコーティングしているが、サーマルヘッド71による加熱幅及び加熱時間を制御して、コーティング樹脂層70bによる記録用紙の樹脂コーティング領域を制限し、記録用紙の一部を樹脂コーティングしても構わない。
【0080】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明は係る例に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと解される。
【符号の説明】
【0081】
1 画像形成装置
2 中継ユニット
3 コーティングユニット
4 後処理ユニット
11 光走査装置
12 現像装置
13 感光体ドラム
14 ドラムクリーニング装置
15 帯電器
16 中間転写ベルト装置
17 定着装置(定着処理部)
18 給紙トレイ
46 フィルムコーティング装置
61 第1搬送ローラ
62 第2搬送ローラ
63 第1ピンチローラ
64 第2ピンチローラ(フィルムガイド、コーティング部)
65 プラテンローラ
66 送り出しリール
67 巻取りリール
68 第1補助ローラ
69 第2補助ローラ(フィルムガイド、コーティング部)
70 コーティングフィルム
71 サーマルヘッド(コーティング部)
72 移動体
73 偏芯カム
74 バネ
75 ヒータ部
Ps 印刷システム
R3 スルー搬送経路
R4 引込み搬送経路
R4a、R4b 直線状の搬送経路部分
【技術分野】
【0001】
本発明は、用紙を樹脂コーティングするフィルムコーティング装置、及びそれを備えた画像形成装置に関する。
【背景技術】
【0002】
この種の装置としては、サーマルヘッドを用いた熱転写方式のものがある。この熱転写方式では、フィルム基材とコーティング樹脂層を積層してなるコーティングフィルムを用紙に重ね合わせ、サーマルヘッドによりコーティングフィルムを加熱して、コーティング樹脂層を用紙に密着させ、フィルム基材からコーティング樹脂層を剥離して、コーティング樹脂層により用紙をコーティングしている。
【0003】
また、特許文献1には、熱転写方式により用紙を印字する印字装置が記載されている。ここでは、リボンの搬送速度を用紙の搬送速度に一致させた状態で、用紙とリボンを重ね合わせ、サーマルヘッドによりリボンを加熱すると同時に、用紙からリボンを引き離して、リボンのインクを用紙に転写している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−268388号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記熱転写方式による用紙のコーティングでは、フィルム基材から剥離されたコーティング樹脂層の表面に微細な凹凸(剥離痕)が発生するので、コーティング樹脂層の透明度が高くなく、これがコーティングの品質向上を阻む原因であった。
【0006】
例えば、特許文献1と同様に、コーティングフィルム(リボン)の搬送速度を用紙の搬送速度に一致させた状態で、フィルム基材をコーティング樹脂層から引き剥がすには、用紙の搬送経路とフィルム基材の分岐点でコーティング樹脂層を強制的に剥離する必要があるので、コーティング樹脂層の表面に大きなストレスがかかって、コーティング樹脂層の表面に剥離痕が生じ易い。また、サーマルヘッドによりコーティングフィルムを加熱すると同時にフィルム基材を引き剥がすので、コーティング樹脂層が軟化している状態でフィルム基材の剥離が行われることになり、これもコーティング樹脂層の表面に剥離痕が生じる原因となっている。
【0007】
このようなコーティング樹脂層の表面の剥離痕を抑えるには、フィルム基材からコーティング樹脂層を剥離するときに、コーティング樹脂層の表面にストレスがかからないようにすることが望ましい。
【0008】
そこで、本発明は、上記従来の問題点に鑑みなされたものであり、フィルム基材からコーティング樹脂層を剥離するときに、コーティング樹脂層の表面にストレスがかからず、用紙のコーティング樹脂層の透明度を向上させることが可能なフィルムコーティング装置、及びそれを備えた画像形成装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明のフィルムコーティング装置は、フィルム基材とコーティング樹脂層を積層してなるコーティングフィルムを用いて、搬送中の用紙を樹脂コーティングするフィルムコーティング装置であって、前記コーティングフィルムを前記用紙の搬送経路に沿って搬送する搬送部と、前記搬送経路において前記コーティングフィルムを前記用紙に重ね合わせ加熱して、前記コーティング樹脂層を前記用紙に密着させ、前記フィルム基材から前記コーティング樹脂層を剥離するコーティング部とを備え、前記搬送部による前記コーティングフィルムの搬送速度を前記用紙の搬送速度よりも低く設定している。
【0010】
このように搬送部によるコーティングフィルムの搬送速度を用紙の搬送速度よりも低く設定した場合は、用紙が該用紙に密着したコーティング樹脂層と共に先に搬送されて、コーティングフィルムのフィルム基材が遅れて搬送され、先行するコーティング樹脂層が遅れたフィルム基材から自ずと剥がれる。このため、コーティング樹脂層の表面にストレスがかかり難く、用紙のコーティング樹脂層の透明度を向上させることができる。
【0011】
また、本発明のフィルムコーティング装置においては、前記コーティング部は、前記コーティングフィルムの搬送速度で搬送されている前記フィルム基材を前記用紙から引き離して、前記フィルム基材に対する前記用紙に密着した前記コーティング樹脂層の剥離角度を設定するフィルムガイドを備えている。
【0012】
このような剥離角度を設定することにより、コーティング樹脂層の表面にストレスがかかり難くなる。
【0013】
例えば、前記フィルムガイドは、前記用紙に密着した前記コーティング樹脂層が剥離される前の前記フィルム基材に接するピンチローラと、前記コーティングフィルムの搬送速度で搬送されている前記フィルム基材を前記用紙から引き離す方向にガイドする補助ローラとを備え、前記ピンチローラと前記補助ローラとの間で前記フィルム基材を湾曲させて、前記剥離角度を設定する。
【0014】
更に、本発明のフィルムコーティング装置においては、前記コーティングフィルムを加熱して、前記コーティング樹脂層を前記用紙に密着させた後に、前記フィルムガイドにより前記剥離角度が設定されて、前記フィルム基材から前記コーティング樹脂層が冷時剥離される。
【0015】
このような冷時剥離では、熱時剥離と比較すると、フィルム基材から剥離されたコーティング樹脂層の表面に剥離痕がより発生し難くなる。
【0016】
例えば、本発明のフィルムコーティング装置においては、前記コーティング部は、互いに重ね合わされた前記コーティングフィルムと前記用紙を挟み込むサーマルヘッド及びローラを備え、前記サーマルヘッドにより前記コーティングフィルムを前記ローラに押圧して加熱し、前記ローラにより前記用紙を搬送する。
【0017】
例えば、本発明のフィルムコーティング装置においては、前記コーティング部は、前記用紙の搬送経路に沿って離間配置された第1及び第2ピンチローラを備え、前記第1及び第2ピンチローラにより前記コーティングフィルムをガイドして、前記コーティングフィルムを前記用紙に重ね合わせ、前記第1及び第2ピンチローラの間で前記コーティングフィルムを加熱して、前記コーティング樹脂層を前記用紙に密着させる。
【0018】
また、本発明のフィルムコーティング装置においては、前記用紙に対して非接触に設けられ、前記用紙に密着した前記コーティング樹脂層に対して熱を放射するヒータ部を備えている。
【0019】
このように非接触のヒータ部の熱を用紙のコーティング樹脂層に放射すると、コーティング樹脂層の表面が加熱溶融して、コーティング樹脂層の表面の剥離痕が消失し、その表面が滑らかになる。これにより、コーティング樹脂層の透明度が高くなり、コーティングの品質が向上する。
【0020】
一方、本発明の画像形成装置は、画像を用紙上に形成して定着させる画像形成装置であって、上記本発明のフィルムコーティング装置を、前記画像の定着を行う定着処理部よりも前記用紙の搬送方向下流側に設けている。
【0021】
このような画像形成装置においては、画像が記録された用紙を、上記本発明のフィルムコーティング装置により樹脂コーティングすることができる。
【発明の効果】
【0022】
このような本発明では、搬送部によるコーティングフィルムの搬送速度を用紙の搬送速度よりも低く設定しているので、用紙が該用紙に密着したコーティング樹脂層と共に先に搬送されて、コーティングフィルムのフィルム基材が遅れて搬送され、先行するコーティング樹脂層が遅れたフィルム基材から自ずと剥がれる。このため、コーティング樹脂層の表面にストレスがかかり難く、用紙のコーティング樹脂層の透明度を向上させることができる。
【図面の簡単な説明】
【0023】
【図1】本発明のフィルムコーティング装置の一実施形態を適用した印刷システムを示す断面図である。
【図2】図1の印刷システムにおけるコーティングユニットを示す断面図である。
【図3】図2のコーティングユニットにおけるフィルムコーティング装置を示す断面図である。
【図4】図3のフィルムコーティング装置におけるヒータ部を示す平面図である。
【図5】図3のフィルムコーティング装置の動作状態を示す断面図である。
【図6】図5の動作状態を模式的に示す図である。
【図7】コーティングフィルムを示す断面図である。
【図8】(a)、(b)は、フィルム基材からのコーティング樹脂層の剥離過程及び剥離角度を模式的に示す図である。
【図9】剥離強さに対する剥離角度の特性を示す実験データのグラフである。
【発明を実施するための形態】
【0024】
以下、本発明の実施形態を添付図面を参照して詳細に説明する。
【0025】
図1は、本発明のフィルムコーティング装置の一実施形態を適用した印刷システムを示す断面図である。図1において、印刷システムPsは、画像形成装置1、中継ユニット2、コーティングユニット3、及び後処理ユニット4を備えている。画像形成装置1は、原稿の画像をカラーもしくは単色で記録用紙に記録形成し、画像が記録された記録用紙を中継ユニット2に搬出する。中継ユニット2は、記録用紙を画像形成装置1から受け取ると、記録用紙をコーティングユニット3へと中継搬送する。コーティングユニット3は、記録用紙を中継ユニット2から受け取ると、記録用紙をそのまま後処理ユニット4に搬出するか、あるいは記録用紙に対して樹脂コーティングを施した後に、記録用紙を後処理ユニット4に搬出する。後処理ユニット4は、記録用紙をコーティングユニット3から受け取ると、記録用紙をそのまま排出するか、あるいは記録用紙に対してステープル等の後処理を施した後に、記録用紙を排出する。
【0026】
次に、画像形成装置1、中継ユニット2、コーティングユニット3、及び後処理ユニット4の概略構成を説明する。
【0027】
画像形成装置1は、画像を記録用紙に印刷するべく、光走査装置11、現像装置12、感光体ドラム13、ドラムクリーニング装置14、帯電器15、中間転写ベルト装置16、定着装置17、及び給紙トレイ18等を備えている。
【0028】
画像形成装置1において扱われる画像データは、ブラック(K)、シアン(C)、マゼンタ(M)、イエロー(Y)の各色を用いたカラー画像に応じたもの、又は単色(例えばブラック)を用いたモノクロ画像に応じたものである。このため、現像装置12、感光体ドラム13、ドラムクリーニング装置14、及び帯電器15は、各色に応じた4種類のトナー像を形成するようにそれぞれ4個ずつ設けられ、それぞれがブラック、シアン、マゼンタ、及びイエローに対応付けられて、4つの画像ステーションPa、Pb、Pc、Pdが構成されている。
【0029】
各感光体ドラム13は、それらの表面に感光層を有している。各帯電器15は、それぞれの感光体ドラム13の表面を所定の電位に均一に帯電させる。
【0030】
光走査装置11は、レーザダイオード及び反射ミラーを備えたレーザスキャニングユニット(LSU)であり、帯電された各感光体ドラム13表面を画像データに応じて露光して、それらの表面に画像データに対応する静電潜像を形成する。
【0031】
各現像装置12は、各感光体ドラム13表面の静電潜像を各色のトナーにより現像し、各感光体ドラム13表面に各色のトナー像を形成する。各ドラムクリーニング装置14は、現像及び画像転写後にそれぞれの感光体ドラム13表面に残留したトナーを除去及び回収する。
【0032】
中間転写ベルト装置16は、各感光体ドラム13の上方に配置されており、中間転写ベルト21、中間転写ベルト駆動ローラ22、従動ローラ23、4つの中間転写ローラ24、及びベルトクリーニング装置25を備えている。
【0033】
中間転写ベルト21は、厚さ100μm〜150μm程度のフィルムを無端ベルト状に形成したものである。中間転写ベルト駆動ローラ22、従動ローラ23、各中間転写ローラ24等は、中間転写ベルト21を張架して支持し、中間転写ベルト21を矢印方向Cに周回移動させる。
【0034】
各中間転写ローラ24は、中間転写ベルト21近傍に回転可能に支持され、中間転写ベルト21を介してそれぞれの感光体ドラム13に押圧されている。
【0035】
各感光体ドラム13表面の各色のトナー像が中間転写ベルト21に順次重ねて転写されて、中間転写ベルト21上にカラーのトナー像が形成される。各感光体ドラム13から中間転写ベルト21へのトナー像の転写は、中間転写ベルト21裏面に圧接されている各中間転写ローラ24によって行われる。各中間転写ローラ24には、トナー像を転写するために高電圧の転写バイアス(トナーの帯電極性(−)とは逆極性(+)の高電圧)が印加されており、その導電性の弾性材により高電圧が記録用紙に対して均一に印加される。
【0036】
こうして各感光体ドラム13表面の各色のトナー像は、中間転写ベルト21で積層され、画像データによって示されるカラーのトナー像となる。このカラーのトナー像は、中間転写ベルト21と共に搬送され、中間転写ベルト21と2次転写装置26の転写ローラ26a間のニップ域で記録用紙上に転写される。
【0037】
2次転写装置26の転写ローラ26aには、中間転写ベルト21上の各色のトナー像を記録用紙に転写させるための電圧(トナーの帯電極性(−)とは逆極性(+)の高電圧)が印加されている。
【0038】
また、2次転写装置26によって中間転写ベルト21上のトナー像が記録用紙に完全に転写されず、中間転写ベルト21上にトナーが残留することがあるため、ベルトクリーニング装置25によって残留トナーを除去及び回収する。
【0039】
記録用紙は、中間転写ベルト21と2次転写装置26の転写ローラ26a間のニップ域でカラーのトナー像を転写された後、定着装置17へと搬送される。定着装置17は、加熱ローラ31及び加圧ローラ32等を備えており、加熱ローラ31と加圧ローラ32間に記録用紙を挟み込んで搬送する。加熱ローラ31は、所定の定着温度となるように制御されており、加圧ローラ32と共に記録用紙を熱圧着することにより、記録用紙に転写されたカラーのトナー像を溶融、混合、圧接して定着させる。
【0040】
一方、給紙トレイ18は、記録用紙を格納しておくためのトレイであり、画像形成装置1の下部に設けられて、トレイ内の記録用紙を供給する。
【0041】
画像形成装置1には、給紙トレイ18から供給された記録用紙を2次転写装置26や定着装置17を経由させて中継ユニット2に送るための、S字状の用紙搬送経路R1が設けられている。この用紙搬送経路R1に沿って、一組の用紙レジストローラ34、定着装置17、複数組の搬送ローラ35、及び一組の排紙ローラ36等が配置されている。
【0042】
給紙トレイ18の端部には、用紙ピックアップローラ33が設けられており、この用紙ピックアップローラ33により給紙トレイ18から記録用紙が1枚ずつ引き出されて用紙搬送経路R1へと搬送される。
【0043】
各用紙レジストローラ34は、搬送されて来た記録用紙を一旦停止させて、記録用紙の先端を揃え、中間転写ベルト21と2次転写装置26の転写ローラ26a間のニップ域で中間転写ベルト21上のカラーのトナー像が記録用紙に転写されるように、各感光体ドラム13及び中間転写ベルト21の回転にあわせて、記録用紙をタイミングよく搬送する。
【0044】
更に、記録用紙は、定着装置17でカラーのトナー像を定着され、各排紙ローラ36によって中継ユニット2へと搬出される。
【0045】
また、記録用紙の表面だけではなく、裏面の印字を行う場合は、記録用紙を各排紙ローラ36により搬送する途中で、各排紙ローラ36を停止させてから逆回転させ、記録用紙を反転経路Rrに通して、記録用紙の表裏を反転させ、記録用紙を各用紙レジストローラ34へと導き、記録用紙の表面と同様に、記録用紙の裏面に画像を記録して定着し、記録用紙を中継ユニット2に搬出する。
【0046】
次に、中継ユニット2では、直線状の中継搬送経路R2に沿って複数組の搬送ローラ41を設けており、画像形成装置1からの記録用紙を受け取って中継搬送経路R2に沿って搬送し、記録用紙をコーティングユニット3へと搬出する。
【0047】
次に、コーティングユニット3は、直線状のスルー搬送経路R3、U字状の引込み搬送経路R4、スルー搬送経路R3の用紙出入り口に設けられた一組の搬入ローラ42及び一組の搬出ローラ43、スルー搬送経路R3及び引込み搬送経路R4に沿って配置された複数組の搬送ローラ44、各搬送経路R3、R4の分岐位置に配置されたフラッパー45、及び引込み搬送経路R4に設けられた2台のフィルムコーティング装置46を備えている。
【0048】
コーティングユニット3では、記録用紙に対して樹脂コーティングを施すときと施さないときとで記録用紙の搬送経路が異なる。樹脂コーティングを施さないときには、フラッパー45をその軸45aを中心に実線で示す位置に回転移動させておき、中継ユニット2から各搬入ローラ42を通じて搬入されて来た記録用紙をフラッパー45によりスルー搬送経路R3へと導いて搬送し、記録用紙をスルー搬送経路R3から各搬出ローラ43を通じて後処理ユニット4へと搬出する。
【0049】
また、記録用紙に対して樹脂コーティングを施すときには、フラッパー45をその軸45aを中心に点線で示す位置に回転移動させておき、中継ユニット2から各搬入ローラ42を通じて搬入されて来た記録用紙をフラッパー45により引込み搬送経路R4へと導いて搬送し、記録用紙を引込み搬送経路R4から各搬出ローラ43を通じて後処理ユニット4へと搬出する。このU字状の引込み搬送経路R4には、互いに平行な直線状の搬送経路部分R4a、R4bが設けられており、これらの直線状の搬送経路部分R4a、R4bにそれぞれのフィルムコーティング装置46が設けられている。一方のフィルムコーティング装置46は、搬送経路部分R4aに沿って搬送中の記録用紙の片面を樹脂コーティングし、また他方のフィルムコーティング装置46は、搬送経路部分R4bに沿って搬送中の記録用紙の他の片面を樹脂コーティングする。これにより、引込み搬送経路R4を通じて搬送中の記録用紙の両面が樹脂コーティングされる。
【0050】
次に、後処理ユニット4は、排出搬送経路R5、排出搬送経路R5から分岐したステープル搬送経路R6、排出搬送経路R5の用紙入り口に設けられた一組の搬入ローラ51、各搬送経路R5、R6の用紙出口に設けられた二組の排出ローラ52と2つの排紙トレイ53、54、各搬送経路R5、R6に沿って配置された複数組の搬送ローラ55、各搬送経路R5、R6の分岐位置に配置されたフラッパー56、及びステープル搬送経路R6に設けられたステープル装置57を備えている。
【0051】
後処理ユニット4では、記録用紙に対して後処理を施すときと施さないときとで記録用紙の搬送経路が異なる。後処理を施さないときには、フラッパー56をその軸56aを中心に実線で示す位置に回転移動させておき、コーティングユニット3から各搬入ローラ51を通じて搬入されて来た記録用紙をフラッパー56により排出搬送経路R5へと導いて搬送し、記録用紙を排出搬送経路R5から各排出ローラ52を通じて排紙トレイ53へと排出する。
【0052】
また、記録用紙に対して後処理を施すときには、フラッパー56をその軸56aを中心に点線で示す位置に回転移動させておき、コーティングユニット3から各搬入ローラ51を通じて搬入されて来た記録用紙をフラッパー56によりステープル搬送経路R6へと導いて搬送し、記録用紙をステープル装置57に一旦積載する。ステープル装置57は、一束の記録用紙が積載されると、記録用紙の束にステープル処理を施し、記録用紙の束を各排出ローラ52を通じて排紙トレイ54へと排出する。
【0053】
次に、コーティングユニット3の構成を更に詳しく説明する。図2は、コーティングユニット3を示す断面図である。図2に示すようにコーティングユニット3には互いに平行な直線状の搬送経路部分R4a、R4bが設けられ、これらの直線状の搬送経路部分R4a、R4bには同一構成の2台のフィルムコーティング装置46が設けられている。引込み搬送経路R4へと導かれた記録用紙が直線状の搬送経路部分R4aを通過するときに、搬送経路部分R4aに設けられた一方のフィルムコーティング装置46により記録用紙の右方向に向く片面が樹脂コーティングされる。そして、記録用紙が搬送経路部分R4のU字状部分を通過すると、記録用紙の両面が左右に反転するので、記録用紙が直線状の搬送経路部分R4bを通過するときに、搬送経路部分R4bに設けられた他方のフィルムコーティング装置46により記録用紙の右方向に向く他の片面が樹脂コーティングされる。これにより、記録用紙の両面が樹脂コーティングされる。
【0054】
尚、図2のコーティングユニット3において、各フィルムコーティング装置46は、同一構成であるが、搬送経路部分R4aに設けられた一方のフィルムコーティング装置46では記録用紙を上方から搬入して下方へと搬出し、また搬送経路部分R4bに設けられた他方のフィルムコーティング装置46では記録用紙を下方から搬入して上方へと搬出するので、各フィルムコーティング装置46の上下の向きが逆となる。
【0055】
図3は、本実施形態のフィルムコーティング装置46を示す断面図である。図3に示すようにフィルムコーティング装置46の内部には直線状の搬送経路部分R4a、R4bが通り、フィルムコーティング装置46が搬送経路部分R4a、R4bを通じて搬送される記録用紙に対して樹脂コーティングを施す。
【0056】
フィルムコーティング装置46では、搬送経路部分R4a、R4bに沿って、第1及び第2搬送ローラ61、62、第1及び第2ピンチローラ63、64、及びプラテンローラ65を設けており、プラテンローラ65を中央に配置し、プラテンローラ65の両側に第1及び第2ピンチローラ63、64を配置し、第1及び第2ピンチローラ63、64の両外側に一組の第1搬送ローラ61及び一組の第2搬送ローラ62を配置している。また、送り出しリール66と巻取りリール67を搬送経路部分R4a、R4bに沿って離間して配設し、送り出しリール66と第1ピンチローラ63との間に第1補助ローラ68を設けている。更に、第2ピンチローラ64よりも記録用紙の搬送方向下流側であって、搬送経路部分R4a、R4bから離間した位置に第2補助ローラ69を設けている。
【0057】
第1及び第2搬送ローラ61、62、プラテンローラ65は、その外周にEPDM等の合成ゴムを設けたものである。また、第1及び第2ピンチローラ63、64、第1及び第2補助ローラ68、69は、φ8mm程度の金属シャフトである。
【0058】
送り出しリール66には、コーティングフィルム70が予め巻回されている。コーティングフィルム70は、送り出しリール66から引出されて、第1補助ローラ68と第1ピンチローラ63とに掛けられ、搬送経路部分R4a、R4bを通じて第2ピンチローラ64へと導かれて、第2ピンチローラ64と第2補助ローラ69とに掛けられ、巻取りリール67まで引き回されており、コーティングフィルム70の一端が巻取りリール67に接続されている。第1及び第2ピンチローラ63、64間では、コーティングフィルム70が搬送経路部分R4a、R4bを通じて直線状に張られている。
【0059】
巻取りリール67は、巻取りリール専用のモータ(図示せず)により時計回り方向に回転駆動されて、コーティングフィルム70を巻き取って行く。また、送り出しリール66は、巻取りリール67による巻取りに伴いコーティングフィルム70を送り出して従動回転するか、あるいは後で述べるようにコーティングフィルム70に重ね合わされた記録用紙Pの搬送に伴いコーティングフィルム70を送り出し、反時計回り方向に従動回転する。これにより、第1及び第2ピンチローラ63、64間で、コーティングフィルム70が搬送経路部分R4a、R4bを通じて搬送される。巻取りリール67の巻取りによるコーティングフィルム70の搬送速度は、記録用紙の搬送速度よりも低く設定される。
【0060】
また、送り出しリール66の軸66a及び巻取りリール67の軸67aには、それぞれのトルクリミッター(図示せず)が設けられており、コーティングフィルム70の巻取りと送り出しに伴い各リール66、67及びコーティングフィルム70に過負荷がかかったときには、各トルクリミッターにより各リール66、67が空転するようにされている。
【0061】
更に、第1搬送ローラ61、第2搬送ローラ62、及びプラテンローラ65は、それぞれ専用のモータにより回転駆動され、記録用紙の搬送速度に対応するそれぞれの周速度で回転する。
【0062】
また、各リール66、67の間には、サーマルヘッド71が配置され、サーマルヘッド71とプラテンローラ65が互いに対向している。サーマルヘッド71は、水平方向に移動自在に支持された移動体72の左端面72aに固定されており、移動体72と共に水平方向に移動する。バネ74は、その左端を位置決め固定され、その右端を移動体72に接続され、移動体72を右方向に付勢する。偏芯カム73の周面は、バネ74により右方向に付勢されている移動体72の右端面72bに当接している。偏芯カム73は、偏芯カム専用のモータ(図示せず)により回転駆動され、偏芯カム73の回転に伴い移動体72並びにサーマルヘッド71が水平方向に移動して位置決めされる。
【0063】
後で詳しく述べるようにサーマルヘッド71、第2ピンチローラ64、及び第2補助ローラ(フィルムガイド)69等は、記録用紙の片面を樹脂コーティングするコーティング部を構成する。
【0064】
更に、第2搬送ローラ62よりも記録用紙の搬送方向下流側に60〜80mm程度離間した位置には、ヒータ部75が設けられている。従って、サーマルヘッド71、第2ピンチローラ64、及び第2補助ローラ69からなる上記コーティング部とヒータ部75との間に、第2搬送ローラ62が設けられている。また、ヒータ部75は、搬送経路部分R4a、R4bに沿って搬送される記録用紙から僅かに離間して配置されて、記録用紙とは非接触に設けられており、記録用紙に対して熱を放射する。
【0065】
図4は、ヒータ部75を示す平面図である。図4に示すようにU字型のヒータ75aをフレーム76に固定支持したものである。U字型のヒータ75aとしてニクロム線、ランプ等が適用され、U字型のヒータ75aから記録用紙へと熱が放射される。
【0066】
ここで、コーティングユニット3では、記録用紙に対して樹脂コーティングを施さないときに、記録用紙をスルー搬送経路R3を通じて搬送する。この場合、フィルムコーティング装置46では、各リール66、67を停止させて、コーティングフィルム70の送り出し及び巻取りを行わず、また第1搬送ローラ61、第2搬送ローラ62、及びプラテンローラ65を停止させる。また、偏芯カム73を回転させて、移動体72並びにサーマルヘッド71を右方向に移動させ、サーマルヘッド71をプラテンローラ65から離間させ、更にサーマルヘッド71及びヒータ部75を発熱させない。
【0067】
また、コーティングユニット3では、記録用紙に対して樹脂コーティングを施すときに、記録用紙を引込み搬送経路R4に導いて、記録用紙を直線状の搬送経路部分R4a→搬送経路部分R4のU字状部分→直線状の搬送経路部分R4bという順序で搬送し、搬送経路部分R4aに設けられた一方のフィルムコーティング装置46により記録用紙の片面を樹脂コーティングし、搬送経路部分R4bに設けられた他方のフィルムコーティング装置46により記録用紙の他の片面を樹脂コーティングする。この場合、いずれのフィルムコーティング装置46においても、巻取りリール67を回転させて、コーティングフィルム70を搬送経路部分R4a、R4bを通じて搬送し、また第1搬送ローラ61、第2搬送ローラ62、及びプラテンローラ65を回転させて、記録用紙の搬送動作を開始し、巻取りリール67の巻取りによるコーティングフィルム70の搬送速度を記録用紙の搬送速度よりも低く設定する。また、図5に示すように偏芯カム73を回転させて、移動体72並びにサーマルヘッド71を左方向に移動させ、サーマルヘッド71をコーティングフィルム70を介してプラテンローラ65に押圧させる。また、サーマルヘッド71を規定温度(例えば100〜150℃)まで発熱させ、ヒータ部75を別の規定温度(例えば40℃〜80℃)まで発熱させる。
【0068】
図6は、図5の動作状態を模式的に示している。図6に示すように記録用紙Pが搬送経路部分R4a、R4bへと搬送されて来ると、第1搬送ローラ61により記録用紙Pが搬送され、記録用紙Pが第1ピンチローラ63の部位でコーティングフィルム70に重ね合わせられて、記録用紙P及びコーティングフィルム70が搬送されてサーマルヘッド71とプラテンローラ65との間に導かれ、送り出しリール66からコーティングフィルム70が送り出されて、送り出しリール66が従動回転する。そして、プラテンローラ65により記録用紙P並びにコーティングフィルム70が搬送されつつ、サーマルヘッド71により記録用紙Pとコーティングフィルム70がプラテンローラ65に押圧され、コーティングフィルム70がサーマルヘッド71の下面(発熱面)に摺接して、サーマルヘッド71によりコーティングフィルム70が加熱される。これにより、コーティングフィルム70のコーティング樹脂層が記録用紙Pの片面に密着する。
【0069】
図7は、コーティングフィルム70を示す断面図である。図7に示すようにコーティングフィルム70は、ポリエチレンテレフタレート(PET)等からなるフィルム基材70a上に、スチレン等からなるコーティング樹脂層70bを積層したものであって、3μ〜6μの厚みを有する。フィルムコーティング装置46では、コーティングフィルム70のコーティング樹脂層70bを記録用紙Pに重ねて、サーマルヘッド71によりコーティングフィルム70のコーティング樹脂層70bを加熱溶融して記録用紙Pに密着させる。
【0070】
更に、図6に示すように互いに重ね合わせられて密着した記録用紙P及びコーティングフィルム70は、第2ピンチローラ64へと搬送される。ここで、先に述べたように巻取りリール67の巻取りによるコーティングフィルム70の搬送速度をAとし、記録用紙の搬送速度をBとすると、A<Bに設定している。例えば、コーティングフィルム70の搬送速度Aを165mm/secに設定し、記録用紙の搬送速度BをA+β(β=10〜20mm/sec)、つまり175〜185mm/secに設定している。あるいは、コーティングフィルム70の搬送速度Aを1.05〜1.15倍にした速度を、記録用紙の搬送速度Bとして設定している。
【0071】
このため、記録用紙Pが第1ピンチローラ63の部位でコーティングフィルム70に重ね合わせられてから、記録用紙P及びコーティングフィルム70がサーマル71とプラテンローラ65との間を介して第2ピンチローラ64へと搬送されるまでに、コーティングフィルム70が記録用紙Pよりも遅れ、記録用紙Pがコーティングフィルム70よりも先行する。また、第2ピンチローラ64よりも記録用紙の搬送方向下流側であって、搬送経路部分R4a、R4bから離間した位置には、コーティングフィルム70のフィルム基材70aに掛かる第2補助ローラ69が設けられ、第2補助ローラ69によりコーティングフィルム70のフィルム基材70aが搬送経路部分R4a、R4bから引き離されている。このため、図8(a)に示すように第2補助ローラ69が遅れた方のコーティングフィルム70のフィルム基材70aに引っ掛かって、フィルム基材70aが記録用紙Pの搬送方向に突出して湾曲し弛む。このフィルム基材70aの湾曲により、フィルム基材70aに対するコーティング樹脂層70bの剥離角度αが設定され、この剥離角度αにより、先行する記録用紙Pに密着したコーティング樹脂層70bが遅れた方のコーティングフィルム70のフィルム基材70aから自ずと剥がれる。
【0072】
そして、図8(b)に示すように記録用紙Pが通過して行くと、巻取りリール67によりコーティングフィルム70が巻き取られて、コーティングフィルム70の弛みが解消される。また、コーティング樹脂層70bの密着範囲(例えば記録用紙Pと同一の範囲)の周縁に沿って該コーティング樹脂層70bが切断され、記録用紙Pのコーティングが完了する。
【0073】
このように先行するコーティング樹脂層70aが遅れたフィルム基材70bから自ずと剥がれるため、コーティング樹脂層70aの表面にストレスがかからず、コーティング樹脂層70aの表面に剥離痕が生じ難く、記録用紙Pのコーティング樹脂層70aの透明度を向上させることができる。
【0074】
剥離角度αは、フィルム基材70bからのコーティング樹脂層70aの剥離強さが最も低くなる120°〜140°の角度範囲で設定されるのが最も好ましく、この120°〜140°の角度範囲で剥離角度αを設定するべく、先に述べたようにコーティングフィルム70の搬送速度Aを165mm/secに設定し、記録用紙の搬送速度Bを175〜185mm/secに設定している。
【0075】
図9は、剥離強さに対する剥離角度の特性を示す実験データのグラフ(Transaction of the Society of Rheology 3 :161-180(1959)より転載)である。この実験データから明らかなように、剥離角度αを120°〜140°の角度範囲で設定するのが最も好ましい。
【0076】
こうしてフィルム基材70aからコーティング樹脂層70bが剥離され、記録用紙のコーティングが完了した後、記録用紙Pは、第2搬送路ローラ62を介して搬送され、ヒータ部75の近傍を通過する。このとき、ヒータ部75の熱放射により記録用紙に密着したコーティング樹脂層70bの表面が一時的に加熱溶融して滑らかになる。このヒータ部75の温度は、コーティング樹脂層70bの表面が加熱溶融しながらも、コーティング樹脂層70b全体が加熱溶融して記録用紙に浸透してしまわない程度の温度(例えば40℃〜80℃)に設定される。これにより、フィルム基材70aからコーティング樹脂層70bが剥離されたときに、コーティング樹脂層70bの表面に微小な剥離痕が生じていたとしても、コーティング樹脂層70bの表面の微小な剥離痕が消去されて、コーティング樹脂層70bの透明度が向上する。
【0077】
また、サーマルヘッド71により記録用紙のコーティング樹脂層70bを加熱した後に、第2搬送ローラ62により記録用紙を挟み込んで搬送することから、第2搬送ローラ62の接触痕がコーティング樹脂層70bの表面に生じるものの、第2搬送ローラ62よりも記録用紙の搬送方向下流側にヒータ部75を設けているので、ヒータ部75の熱放射によりコーティング樹脂層70bの表面の剥離痕だけではなく、第2搬送ローラ62の接触痕も同時に消去することができ、コーティング樹脂層70bの透明度が確実に向上する。
【0078】
勿論、コーティングユニット3の2台のフィルムコーティング装置46のいずれにおいても、先行するコーティング樹脂層70aが遅れたフィルム基材70bから自ずと剥がれて、コーティング樹脂層70bにより記録用紙がコーティングされ、ヒータ部75の熱放射によりコーティング樹脂層70bの表面が滑らかにされるので、高い透明度のコーティング樹脂層70bにより記録用紙の両面がコーティングされる。
【0079】
尚、上記実施形態のフィルムコーティング装置46では、コーティング樹脂層70aにより記録用紙全体をコーティングしているが、サーマルヘッド71による加熱幅及び加熱時間を制御して、コーティング樹脂層70bによる記録用紙の樹脂コーティング領域を制限し、記録用紙の一部を樹脂コーティングしても構わない。
【0080】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明は係る例に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと解される。
【符号の説明】
【0081】
1 画像形成装置
2 中継ユニット
3 コーティングユニット
4 後処理ユニット
11 光走査装置
12 現像装置
13 感光体ドラム
14 ドラムクリーニング装置
15 帯電器
16 中間転写ベルト装置
17 定着装置(定着処理部)
18 給紙トレイ
46 フィルムコーティング装置
61 第1搬送ローラ
62 第2搬送ローラ
63 第1ピンチローラ
64 第2ピンチローラ(フィルムガイド、コーティング部)
65 プラテンローラ
66 送り出しリール
67 巻取りリール
68 第1補助ローラ
69 第2補助ローラ(フィルムガイド、コーティング部)
70 コーティングフィルム
71 サーマルヘッド(コーティング部)
72 移動体
73 偏芯カム
74 バネ
75 ヒータ部
Ps 印刷システム
R3 スルー搬送経路
R4 引込み搬送経路
R4a、R4b 直線状の搬送経路部分
【特許請求の範囲】
【請求項1】
フィルム基材とコーティング樹脂層を積層してなるコーティングフィルムを用いて、搬送中の用紙を樹脂コーティングするフィルムコーティング装置であって、
前記コーティングフィルムを前記用紙の搬送経路に沿って搬送する搬送部と、
前記搬送経路において前記コーティングフィルムを前記用紙に重ね合わせ加熱して、前記コーティング樹脂層を前記用紙に密着させ、前記フィルム基材から前記コーティング樹脂層を剥離するコーティング部とを備え、
前記搬送部による前記コーティングフィルムの搬送速度を前記用紙の搬送速度よりも低く設定したことを特徴とするフィルムコーティング装置。
【請求項2】
請求項1に記載のフィルムコーティング装置であって、
前記コーティング部は、前記コーティングフィルムの搬送速度で搬送されている前記フィルム基材を前記用紙から引き離して、前記フィルム基材に対する前記用紙に密着した前記コーティング樹脂層の剥離角度を設定するフィルムガイドを備えたことを特徴とするフィルムコーティング装置。
【請求項3】
請求項2に記載のフィルムコーティング装置であって、
前記フィルムガイドは、前記用紙に密着した前記コーティング樹脂層が剥離される前の前記フィルム基材に接するピンチローラと、前記コーティングフィルムの搬送速度で搬送されている前記フィルム基材を前記用紙から引き離す方向にガイドする補助ローラとを備え、前記ピンチローラと前記補助ローラとの間で前記フィルム基材を湾曲させて、前記剥離角度を設定することを特徴とするフィルムコーティング装置。
【請求項4】
請求項2又は3に記載のフィルムコーティング装置であって、
前記コーティングフィルムを加熱して、前記コーティング樹脂層を前記用紙に密着させた後に、前記フィルムガイドにより前記剥離角度が設定されて、前記フィルム基材から前記コーティング樹脂層が冷時剥離されることを特徴とするフィルムコーティング装置。
【請求項5】
請求項1〜4のいずれか1つに記載のフィルムコーティング装置であって、
前記コーティング部は、互いに重ね合わされた前記コーティングフィルムと前記用紙を挟み込むサーマルヘッド及びローラを備え、前記サーマルヘッドにより前記コーティングフィルムを前記ローラに押圧して加熱し、前記ローラにより前記用紙を搬送することを特徴とするフィルムコーティング装置。
【請求項6】
請求項1〜5のいずれか1つに記載のフィルムコーティング装置であって、
前記コーティング部は、前記用紙の搬送経路に沿って離間配置された第1及び第2ピンチローラを備え、前記第1及び第2ピンチローラにより前記コーティングフィルムをガイドして、前記コーティングフィルムを前記用紙に重ね合わせ、前記第1及び第2ピンチローラの間で前記コーティングフィルムを加熱して、前記コーティング樹脂層を前記用紙に密着させることを特徴とするフィルムコーティング装置。
【請求項7】
請求項1〜6のいずれか1つに記載のフィルムコーティング装置であって、
前記用紙に対して非接触に設けられ、前記用紙に密着した前記コーティング樹脂層に対して熱を放射するヒータ部を備えたことを特徴とするフィルムコーティング装置。
【請求項8】
画像を用紙上に形成して定着させる画像形成装置であって、
請求項1〜7のいずれか1つに記載のフィルムコーティング装置を、前記画像の定着を行う定着処理部よりも前記用紙の搬送方向下流側に設けたことを特徴とする画像形成装置。
【請求項1】
フィルム基材とコーティング樹脂層を積層してなるコーティングフィルムを用いて、搬送中の用紙を樹脂コーティングするフィルムコーティング装置であって、
前記コーティングフィルムを前記用紙の搬送経路に沿って搬送する搬送部と、
前記搬送経路において前記コーティングフィルムを前記用紙に重ね合わせ加熱して、前記コーティング樹脂層を前記用紙に密着させ、前記フィルム基材から前記コーティング樹脂層を剥離するコーティング部とを備え、
前記搬送部による前記コーティングフィルムの搬送速度を前記用紙の搬送速度よりも低く設定したことを特徴とするフィルムコーティング装置。
【請求項2】
請求項1に記載のフィルムコーティング装置であって、
前記コーティング部は、前記コーティングフィルムの搬送速度で搬送されている前記フィルム基材を前記用紙から引き離して、前記フィルム基材に対する前記用紙に密着した前記コーティング樹脂層の剥離角度を設定するフィルムガイドを備えたことを特徴とするフィルムコーティング装置。
【請求項3】
請求項2に記載のフィルムコーティング装置であって、
前記フィルムガイドは、前記用紙に密着した前記コーティング樹脂層が剥離される前の前記フィルム基材に接するピンチローラと、前記コーティングフィルムの搬送速度で搬送されている前記フィルム基材を前記用紙から引き離す方向にガイドする補助ローラとを備え、前記ピンチローラと前記補助ローラとの間で前記フィルム基材を湾曲させて、前記剥離角度を設定することを特徴とするフィルムコーティング装置。
【請求項4】
請求項2又は3に記載のフィルムコーティング装置であって、
前記コーティングフィルムを加熱して、前記コーティング樹脂層を前記用紙に密着させた後に、前記フィルムガイドにより前記剥離角度が設定されて、前記フィルム基材から前記コーティング樹脂層が冷時剥離されることを特徴とするフィルムコーティング装置。
【請求項5】
請求項1〜4のいずれか1つに記載のフィルムコーティング装置であって、
前記コーティング部は、互いに重ね合わされた前記コーティングフィルムと前記用紙を挟み込むサーマルヘッド及びローラを備え、前記サーマルヘッドにより前記コーティングフィルムを前記ローラに押圧して加熱し、前記ローラにより前記用紙を搬送することを特徴とするフィルムコーティング装置。
【請求項6】
請求項1〜5のいずれか1つに記載のフィルムコーティング装置であって、
前記コーティング部は、前記用紙の搬送経路に沿って離間配置された第1及び第2ピンチローラを備え、前記第1及び第2ピンチローラにより前記コーティングフィルムをガイドして、前記コーティングフィルムを前記用紙に重ね合わせ、前記第1及び第2ピンチローラの間で前記コーティングフィルムを加熱して、前記コーティング樹脂層を前記用紙に密着させることを特徴とするフィルムコーティング装置。
【請求項7】
請求項1〜6のいずれか1つに記載のフィルムコーティング装置であって、
前記用紙に対して非接触に設けられ、前記用紙に密着した前記コーティング樹脂層に対して熱を放射するヒータ部を備えたことを特徴とするフィルムコーティング装置。
【請求項8】
画像を用紙上に形成して定着させる画像形成装置であって、
請求項1〜7のいずれか1つに記載のフィルムコーティング装置を、前記画像の定着を行う定着処理部よりも前記用紙の搬送方向下流側に設けたことを特徴とする画像形成装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−67437(P2013−67437A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−204986(P2011−204986)
【出願日】平成23年9月20日(2011.9.20)
【出願人】(000005049)シャープ株式会社 (33,933)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月20日(2011.9.20)
【出願人】(000005049)シャープ株式会社 (33,933)
【Fターム(参考)】
[ Back to top ]