
容器搬送装置
【課題】カップ状容器2の充填装置において、サイズの異なる容器2A、2Bに兼用するための型替えを容易にする。
【解決手段】チェーン24に一定の間隔で取り付けられている容器支持手段26が、小径の支持孔26Aaが形成された第1支持プレート26Aと、前記支持孔26Aaよりも大きい支持孔26Baが形成された第2支持プレート26Bを有しており、第2支持プレート26Bは第1支持プレート26Aに対して昇降可能であり、昇降する際に位置決めピン34によって両支持孔26Aa、26Baの位置がずれないようにしている。小型の容器2Aを搬送する場合には、第2支持プレート26Bを下降させて第1支持プレート26Aに重ねて両支持孔26Aa、26Ba内に挿入する。また、大型の容器2Bを搬送する場合には、第2支持プレート26Bを上昇させてその支持孔26Baにカップ状容器2Bを挿入する。
【解決手段】チェーン24に一定の間隔で取り付けられている容器支持手段26が、小径の支持孔26Aaが形成された第1支持プレート26Aと、前記支持孔26Aaよりも大きい支持孔26Baが形成された第2支持プレート26Bを有しており、第2支持プレート26Bは第1支持プレート26Aに対して昇降可能であり、昇降する際に位置決めピン34によって両支持孔26Aa、26Baの位置がずれないようにしている。小型の容器2Aを搬送する場合には、第2支持プレート26Bを下降させて第1支持プレート26Aに重ねて両支持孔26Aa、26Ba内に挿入する。また、大型の容器2Bを搬送する場合には、第2支持プレート26Bを上昇させてその支持孔26Baにカップ状容器2Bを挿入する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は容器搬送装置に係り、例えば、カップ状の容器内に液体等の内容物を充填した後、この容器の開口をフィルムシートによってシールするカップ状容器の充填装置に設けられた容器搬送装置に関するものである。
【背景技術】
【0002】
カップ供給手段によって供給されたカップ状の容器を、容器搬送装置によって間欠的に搬送し、この容器搬送装置の上方に、上流側から順に配置された充填手段、シール手段およびカッティング手段によって順次、容器内への液体等の内容物の充填、容器口部へのシート状のフィルムの接着およびフィルムシートの容器の蓋部分の切断等の工程を行うようにしたカップ状容器の充填装置が広く用いられている。
【0003】
前記のようなカップ状の容器を搬送する容器搬送装置を、異なるサイズの容器に兼用する構成はすでに知られている(例えば、特許文献1または特許文献2参照)。特許文献1に記載された発明では、容器搬送治具が長方形の治具本体を備え、この治具本体に、2つの容器収容穴が形成されている。この容器収容穴は、上側の開口部と下側の開口部の直径が異なってテーパ状に形成されている。この特許文献1に記載された装置では、口径の異なった容器の搬送に変更する場合には、容器搬送治具を裏返すようにしている。
【0004】
また、特許文献2に記載された容器搬送コンベヤは、コンベヤの搬送方向に並べられた第1分割片および第2分割片で形成され、両分割片の間に容器が挟持される多数のホルダプレートを備えており、第1分割片は第1のエンドレスチェーンに、第2分割片は第2のエンドレスチェーンにそれぞれ取り付けられており、第1エンドレスチェーンが掛けられている第1駆動スプロケットと、第2エンドレスチェーンが掛けられている第2駆動スプロケットの位相差を変更可能にしている。両駆動スプロケットの位相を変えることにより、大きさや形状の異なる複数種類の容器を搬送できるようにしている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実公平7−2405号公報
【特許文献2】実用新案登録第2541918号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
前記特許文献1に記載された発明の構成では、異なるサイズの容器を搬送する場合には、容器搬送治具を裏返すようにしているが、多数の治具本体を裏返さなければならず、手間と時間がかかるという問題があった。また、自動化をすることが困難であるという問題もあった。また、特許文献2に記載された発明の構成では、駆動機構が複雑となるとともに、第1エンドレスチェーンと第2エンドレスチェーンの経時的な伸びが均一でないため、両分割片の間隔が合わなくなるという問題が発生する。
【課題を解決するための手段】
【0007】
本発明は、前記課題を解決するためになされたもので、容器の本体部分を挿入し支持可能な開口が形成された容器支持手段と、この容器支持手段を移送する移送手段とを備え、前記開口に容器を支持させて移送する容器搬送装置において、前記容器支持手段が、第1支持部材と、この第1支持部材に形成された開口よりも大きい開口を有する第2支持部材とを備え、前記第1支持部材の上に第2支持部材を重ねて、両支持部材の開口が上下に位置合わせした状態を維持する位置決め手段と、この位置決め手段によって位置合わせした状態を維持しながら、前記第1支持部材に対する第2支持部材の高さ位置を変更する高さ変更手段とを設け、前記第1支持部材の開口に対応する容器を搬送する際には、前記第2支持部材を第1支持部材に重ねた状態として第1支持部材に容器を支持させ、前記第2支持部材の開口に対応する容器を搬送する際には、前記高さ変更手段により第2支持部材を第1支持部材に対して上昇させて、第2支持部材に容器を支持させることを特徴とするものである。
【発明の効果】
【0008】
本発明の容器搬送装置は、容器支持手段の開口内に容器を挿入し、支持させた状態で、移送手段によって移送するようになっており、この容器支持手段が、比較的小さい開口を有する第1支持部材と、この第1支持部材の開口よりも大きい開口を有する第2支持部材とを備えるとともに、第2支持部材を昇降可能に構成し、小型容器の場合には、両支持部材を重ねて、第1支持部材の開口に支持させ、大型容器の場合には、第2支持部材を上昇させてその開口に支持させるようにしたので、部品の交換等の作業を必要とせず、第2支持部材を単に昇降させるだけで、異なるサイズの容器に対応することができ、機構が簡単であり、また、手間と時間のかかる作業が必要ないという利点がある。
【図面の簡単な説明】
【0009】
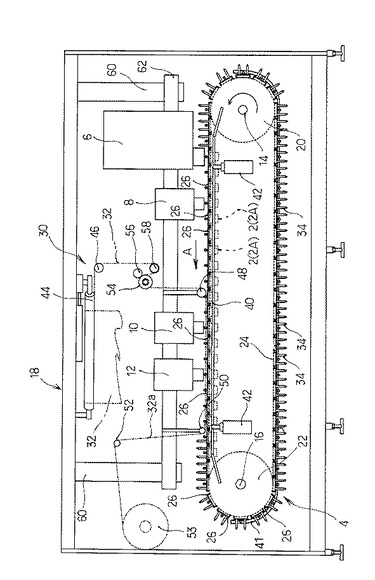
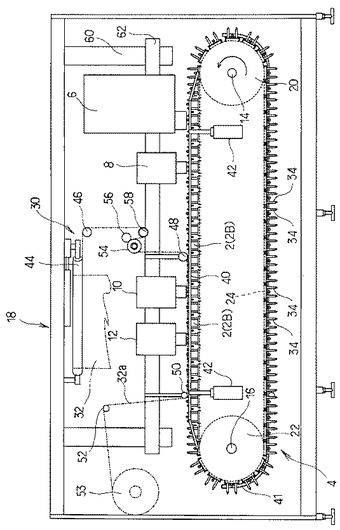
【図1】図1は本発明の一実施例に係る容器搬送装置を備えたカップ状容器の充填装置の全体の構成を示す側面図である。(実施例1)
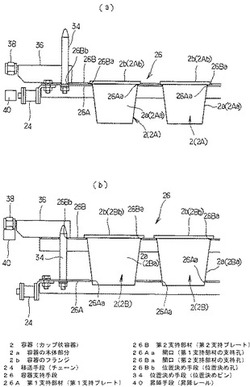
【図2】図2(a)は容器支持手段が小型の容器を支持した状態を示す横断面図、(b)は大型の容器を支持した状態を示す横断面図である。
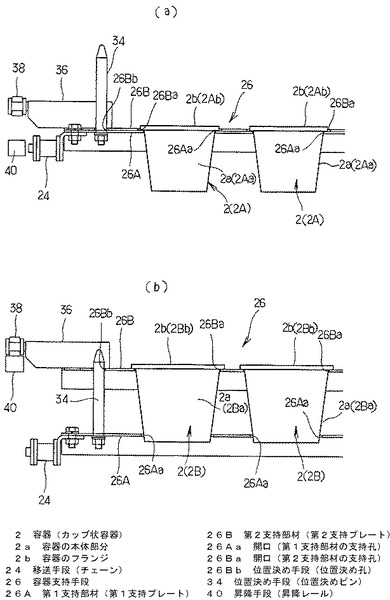
【図3】図3は容器搬送装置の要部の平面図である。
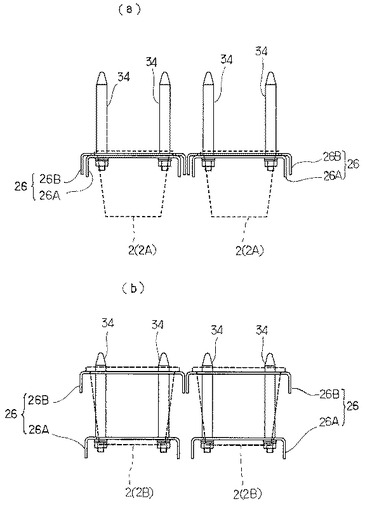
【図4】図4(a)は容器支持手段が小型の容器を支持する際の位置決め状態を示す側面図、(b)は大型の容器を支持する際の位置決め状態を示す側面図である。
【図5】図5はカップ状容器の充填装置の全体の構成を示す側面図であり、大型の容器を搬送する場合を示す。
【発明を実施するための形態】
【0010】
容器支持手段に形成された開口内に容器の本体部分を挿入し、その本体部分の外周に形成されたフランジを前記開口の周縁に支持させた状態で、移送手段によってこの容器支持手段を移送することにより、容器を搬送する容器搬送装置であり、前記容器支持手段が、比較的小さいサイズの容器に対応する開口を有する第1支持部材と、この第1支持部材よりも上方に配置し、その開口よりも大きいサイズの容器に対応する開口を有する第2支持部材とを備えており、この第2支持部材を昇降可能にして、第1支持部材に対する高さを変更できるようにするとともに、両支持部材に形成されている開口が、上下に位置合わせした状態を維持する位置決め手段を有しており、第1支持部材の開口に対応する小型の容器を搬送する際には、第2支持部材を下降させて第1支持部材上に重ねた状態にして、この第1支持部材に容器を支持させ、第2支持部材の開口に対応する大型の容器を搬送する際には、第2支持部材を上昇させてこの第2支持部材に容器を支持させるという構成により、搬送する容器のサイズを変更する際に、第2支持部材を昇降させるという簡単な操作で切り換えを行うという目的を達成する。
【実施例1】
【0011】
以下、図面に示す実施例により本発明を説明する。図1に示すカップ状容器の充填装置は、カップ状の容器2を搬送する容器搬送装置(容器搬送コンベヤ)4に、容器供給手段6から複数列の容器2を所定間隔で供給して、これら容器2を間欠的に搬送する。この容器搬送コンベヤ4による容器搬送経路の、所定の容器停止部に設けた充填手段8、シール手段10およびカット手段12等によりそれぞれの処理を行った後、次の工程に送るようになっている。
【0012】
前記容器搬送コンベヤ4は、上流部と下流部の左右両側にそれぞれ配置され、回転軸14、16を介して機枠18に回転自在に支持されたスプロケット20、22に、左右一対のチェーン24が掛け回され、これら両側チェーン24間に等間隔で多数の容器支持手段26が取り付けられている。この容器支持手段26の構成については後に説明する。
【0013】
容器搬送コンベヤ4の上流端(図1の右端)の上方に、容器供給手段6が設けられており、カップ状の容器2を、前記容器搬送コンベヤ4の各容器支持手段26に設けられている開口(容器支持孔)内に挿入する。なお、この容器供給手段6により供給されるカップ状の容器2は、本体部分2aの上端の口部外周にフランジ2bが設けられており、このフランジ2bが前記容器支持手段26の支持孔の周縁に係合して保持される。このカップ状容器2の本体部分2aは、フランジ2bの形成されている口部側が大径で、底部側に向かって次第に径が小さくなっている(図2(a)、(b)のカップ状容器参照)。
【0014】
前記容器供給手段6の下流側に、カップ状容器2内に液体等の内容物を充填する充填手段8が設けられている。この充填手段8の設けられている位置の下方に、前記容器搬送コンベヤ4によって間欠的に搬送されるカップ状容器2が一時停止して液体等の内容物が充填される。
【0015】
前記充填手段8の下流側に所定の間隔を開けて、シール手段10およびカット手段12が順に設けられている。充填手段8とシール手段10の間に、後に説明するフィルム供給手段(全体として符号30で示す)によって上方からフィルムシート32が供給されるようになっており、このフィルムシート32が、容器搬送コンベヤ4上でその下流側(図1の左方)に向けて方向を変えられ、上方のシール手段10およびカット手段12と、下方の容器搬送コンベヤ4によって搬送されるカップ2の上面との間を、容器搬送コンベヤ4に追従して下流側へ送られる。フィルムシート32は、カップ状容器2の停止位置でシール手段10によってカップ状容器2の口部に熱圧着された後、カット手段12でカップ状容器2の蓋となる部分の周囲が打ち抜かれる。
【0016】
前記両側のチェーン24間に取り付けられている容器支持手段26は、上下に重ね合わせることが可能な2枚の支持プレート(下側の第1支持プレート26Aと上側の第2支持プレート26B)を有している(図2ないし図4参照)。下方の第1支持プレート26Aは小型の容器(以下、小型の容器を符号2Aで示す)を支持するものであり、小径の開口(支持孔)26Aaが等間隔で複数個形成されている。また、上方の第2支持プレート26Bは大型の容器(以下、大型の容器を符号2Bで示す)を支持するものであり、大径の開口(支持孔)26Baが等間隔で複数個形成されている。
【0017】
大径の支持孔26Baは、大型のカップ状容器2(2B)を支持するようになっており、その内径が、大型容器2Bのフランジ2Bbの外径よりも小さく、本体部分2Baの外径よりは大きくなっている。この支持孔26Ba内に大型のカップ状容器2Bを挿入すると、フランジ部2Bbがこの支持孔26Baの周縁に載ってこの大型の容器2Bが支持される。また、小径の支持孔26Aaは、小型のカップ状容器2Aを支持するようになっており、その内径が、小型容器2Aのフランジ2Abの外径よりも小さく、本体部分2Aaの外径よりは大きくなっている。この支持孔26Aa内に小型のカップ状容器2Aを挿入すると、フランジ部2Abがこの支持孔26Aaの周縁に載ってこの小型の容器2Aが支持される。これら大径の支持孔26Baと小径の支持孔26Aaは、図3に示すように、常に両支持孔26Aa、26Baの中心が一致している。なお、カップ状容器2の支持方法は、この実施例のようにフランジ2bを支持孔26Aa、26Baの周縁に載せて支持させるものに限らず、口部側が大径で底部側に向かって次第に径が小さくなっている本体部分2aの最大外径が支持孔の径よりも大きい場合には、本体部分2aを支持孔に嵌め込んで、その外周面で支持させるようにしてもよい。
【0018】
下方の第1支持プレート26Aは、両端部が直接チェーン24に連結されており、その両端部寄りにそれぞれ2本の位置決めピン34が直立して固定されている。そして、上方に配置された第2支持プレート26Bには、前記各位置決めピン34が貫通する位置決め孔26Bbが形成されている。第1支持プレート26Aの位置決めピン34と第2支持プレート26Bの位置決め孔26Bbによって、第2支持プレート26Bは第1支持プレート26Aに対して位置ずれすることなく、位置合わせした状態を維持しながら昇降することができ、また、チェーン24により移送される第1支持プレート26Aの移動と一体的に第2支持プレート26Bを移送させることができる。上方の第2支持プレート26Bの両端部には、外側へ突出した取付部材36を介してローラ38が取り付けられている。このローラ38は、前記第1支持プレート26Aが固定されているチェーン24よりも外側に位置している(図2参照)。
【0019】
容器搬送コンベヤ4による容器搬送経路(上流側と下流側のスプロケット20、22の上部側)の両側に、第2支持プレート26Bを上昇させる昇降用レール40が配置されている。この昇降用レール40はエアシリンダ42のピストンロッドに連結されており、エアシリンダ42の作動によって昇降する。これら両側の昇降用レール40は前記第2支持プレート26Bに取り付けられているローラ38の下方に位置しており、昇降用レール40が上昇すると、前記ローラ38を押し上げて第2支持プレート26Bを上昇させる(図2(b)参照)。この昇降用レール40は、始端が上り傾斜で、中間が水平で、終端が下り傾斜になっている。また、昇降用レール40が下降すると、第2支持プレート26Bが下降して第1支持プレート28B上に重なり合うようになっている(図2(a)参照)。容器搬送コンベヤ4の下部の戻り経路側には、第2支持プレート26Bが脱落しないように支持ガイド41を設けている。なお、図1では、容器搬送コンベヤ4の容器搬送経路の一部で、位置決めピン34の描画を省略している。
【0020】
次に、前記フィルム供給手段30の構成について説明する。前記カップ状容器の充填装置の本体部が設けられている機枠18の側部に隣接して、フィルム供給手段30の供給スタンド(図示せず)が設置されている。この供給スタンドには、前記フィルムシート32がロール状に巻かれたフィルムロールが支持されている。なお、カップ状容器2の蓋として使用されるフィルムシート32は、アルミや樹脂製のフィルムあるいはこれらをコーティングしたもの等が一般に用いられる。
【0021】
前記フィルム供給スタンドに支持されたフィルムシート32は、図示しない複数のローラおよびダンサローラ等を介して上方に送られ、前記機枠18内に設置されたカップ状容器の充填装置に供給される。フィルムシート32は、容器搬送コンベヤ4による容器搬送方向Aと平行に設置された導入ローラ(図示せず)によって、容器搬送方向Aと直交する方向に向けてカップ状容器の充填装置内に供給される。
【0022】
前記機枠18内の上部に、方向変換ローラ44が搬送方向Aに対してほぼ45度の角度に取り付けられており、カップ状容器2の搬送方向Aと平行に設置された外部の導入ローラを介してカップ状容器の充填装置内に送り込まれたフィルムシート32は、前記方向変換ローラ44によってほぼ90度方向を変換され、容器搬送コンベヤ4の上流側(図1の右側)に向けられる。前記方向変換ローラ44の上流側には、容器搬送コンベヤ4の搬送方向Aと直交して上部ローラ46が設置されている。前記方向変換ローラ44によって送り方向を90度変更されたフィルムシート32は、この上部ローラ46によってほぼ垂直方向下方に向けて方向を変えられる。さらに、この上部ローラ46の下方の、前記容器搬送コンベヤ4の搬送面のやや上方に下部ローラ48が配置され、上方から下方へ向けて送られてきたフィルムシート32は、この下部ローラ48によって容器搬送コンベヤ4の搬送方向下流側に向けてほぼ水平に方向を変えられる。
【0023】
容器搬送コンベヤ4の下流側に向けられ、ほぼ水平状態で供給されるフィルムシート32は、シール手段10によって、容器搬送コンベヤ4上を搬送されてこの位置に一時停止したカップ状容器2の口部外周に設けられているフランジ2bの上面に熱圧着される。続いて、次のカット手段12において、フィルムシート32のカップ状容器2の口部に貼り付けられて蓋となる部分の周囲がカットされる。蓋の部分が切り抜かれたフィルムシート32の残りの部分32a(図1参照)は、ローラ50、52を介して巻き取りロール53に巻き取られる。
【0024】
前記上部ローラ46と下部ローラ48との間に駆動ローラ54が設けられている。前記フィルムシート32は、シール手段10においてカップ状容器2の口部の周囲に設けられたフランジ2bに接着された後、走行する容器搬送コンベヤ4によって搬送されるカップ状容器2とともに前進するが、カップ状容器2の移動に引っ張られることがないように、この駆動ローラ54の回転によってカップ2の移動に追従するように同期して送られるようになっている。
【0025】
駆動ローラ54の上下にフリーローラ56、58が配置され、前記上部ローラ46から下方へ向けて送られたフィルムシート32は、先ず、下のフリーローラ58に掛け回されてから駆動ローラ54に掛け回すことにより、駆動ローラ54との接触面積を大きくしている。そして、この駆動ローラ54の上方から上のフリーローラ56によって押さえつけるようにしている。駆動ローラ54は、図示しないサーボモータによって、前記容器搬送コンベヤ4の移動に同期して回転駆動される。
【0026】
この実施例では、カップ状容器2のサイズに応じて容器2の搬送高さが変わるので、容器2の高さの変更に合わせて充填手段8等の各処理手段と、カップ状容器2の口部を覆うフィルムシート32の搬送高さを変更できるようになっている。前記容器供給手段6、充填手段8、シール手段10およびカット手段12は、搬送方向上流側と下流側に配置された昇降手段60に支持されている水平な取付部材62に取り付けられている。また、上方から下降してきたフィルムシート32を水平に方向変換する下部ローラ48、および、巻き取りロール53側の下部ローラ50も、前記水平な取付部材62に取り付けられており、搬送されるカップ状容器2の高さに応じて、シール手段10およびカット手段12と同様に昇降する。
【0027】
以上の構成に係るカップ状容器2の充填装置の作動について説明する。小型のカップ状容器2(2A)に充填を行う場合には、上下二つの支持プレート26A、26Bを有する容器支持手段26の、上方の第2支持プレート26Bを下降させておく。このときには、エアシリンダ42によって昇降用レール40を下降させることにより、両側ローラ38とともに第2支持プレート26Bを下降させる。また、搬送されるカップ状容器2Aの口部の位置が低いので、昇降手段60によって取付部材62を下降させて、容器供給手段6、充填手段8、シール手段10、カット手段12および下方のローラ48、50間に支持されているフィルムシート32も下降させておく(図1、図2(a)および図4(a)参照)。この状態で運転を開始する。容器搬送コンベヤ4の上流端の上方にカップ供給手段6が設けられており、このカップ供給手段6から、容器搬送コンベヤ4の両側チェーン24間に取り付けられている容器支持手段26の上下2枚の支持プレート26A、26Bに形成されている各容器支持孔26Ba、26Aa内にカップ状容器2Aが供給される。カップ状容器2は、本体部分2a(2Aa)の上端の口部の周囲にフランジ2b(2Ab)が形成されており、このフランジ2Abが前記第2支持プレート26Bの支持孔26Baを通過し、下方の第1支持プレート26Aの支持孔26Aaの周縁に係合して支持され、吊り下げられた状態で搬送される。
【0028】
容器搬送コンベヤ4は、走行および停止を繰り返して前記カップ状容器2Aを間欠的に搬送しており、搬送されるカップ状容器2Aは、容器搬送経路上の、カップ供給手段6の下流側に順に設けられている充填手段8、シール手段10およびカット手段12の位置に停止する。カップ状容器2Aは先ず充填手段8の下方に停止して、液体等の内容物を充填される。内容物が充填されたカップ状容器2は、容器搬送コンベヤ4によって次のシール手段10の下方へ搬送される。
【0029】
一方、前記カップ状容器2の蓋となるフィルムシート32は、図示しない導入ローラを介して機枠18内に送られ、方向変換ローラ44に巻き付けられてほぼ90度方向を変換され、水平な状態で、容器搬送コンベヤ4の上流側へ向けられる。このフィルムシート32は、さらに、上部ローラ46によって水平状態から垂直方向に向きを変えられて下方の容器搬送コンベヤ4の方向へ送られる。
【0030】
下方に向けて送られるフィルムシート32は、駆動ローラ54の下のフリーローラ58に掛け回された後駆動ローラ54に巻き付けられ、この駆動ローラ54の駆動によって下方の搬送コンベヤ4に向けて供給される。このとき、フィルムシート32は上のフリーローラ56によって駆動ローラ54に押し付けられている。
【0031】
前記駆動ローラ54の下方には下部ローラ48が設けられており、上部ローラ46および駆動ローラ54から垂直方向下方に向けて送られてきたフィルムシート32は、この下部ローラ48によって、水平な状態に方向を変えられて容器搬送コンベヤ4の下流側に向かって送られる。この下部ローラ48の下流には、シール手段10が設けられており、カップ状容器2の口部外周に設けられたフランジ2Abにこのフィルムシート32が熱圧着される。
【0032】
容器搬送コンベヤ4の容器支持手段26に支持されているカップ状容器2の口部に接着されたフィルムシート32は、容器搬送コンベヤ4によって搬送されるカップ状容器2と一体的に前進するが、カップ状容器2に引っ張られることがないように、前記駆動ローラ54によって、カップ状容器2の移動に追従するように同期して送られる。次のカット手段12では、カップ状容器2の上面に貼り付けられているフィルムシート32の、カップ状容器2の蓋となる部分の周囲をカットされる。切り取られたフィルムから成る蓋によってシールされたカップ状容器2は、そのまま容器搬送コンベヤ4によって搬送され、下流側で取り出されて次の工程に送られる。一方、フィルムシート32の蓋の部分が切り抜かれた残りの部分32aは、上下のローラ50、52等を介して巻き取りロール53に巻き取られる。
【0033】
また、大型のカップ状容器2(2B)に充填を各支持プレート行う場合には、エアシリンダ42の作動によって両側の昇降用レール40を上昇させる。昇降用レール40が上昇すると、上方の第2支持プレート26Bの端部に取り付けられているローラ38を介して第2支持プレート26Bが上昇する。このときには、大型のカップ状容器2Bが高い位置で搬送されるので、充填手段8等の各処理手段およびフィルムシート32も、昇降手段60によって取付部材62を上昇させることにより上昇させておく。
【0034】
この状態で運転を開始する。容器支持手段26が上流側のスプロケット20の周囲を回って上方の搬送経路側に出ると、第2支持プレート26Bが容器昇降用レール40の始端の上り傾斜部に係合して上昇された後、昇降レール40の水平部に支持されて水平な状態で移動する。カップ供給手段6の下方に到達すると、このカップ供給手段6から、容器搬送コンベヤ4の両側チェーン24間に取り付けられている容器支持手段26の第2支持プレート26Bの各容器支持孔26Ba内にカップ状容器2Bが供給される(図2(b)、図4(b)および図5参照)。大型のカップ状容器2Bは、フランジ2Bbの径が第2支持プレート26Bの容器支持孔26Baの内径よりも大きいので、この支持孔26Baの周縁部に係合して吊り下げられた状態で搬送される。その後、小型のカップ状容器2(2A)と同様の処理を受けた後、カップ状容器2Bは排出され、第2支持プレート26Bは昇降レール40の終端の下り傾斜部で下降される。この実施例では、上昇した第2支持プレート26Bとチェーン24に連結されている下方の第1支持プレート26Aとの距離が、カップ状容器2Bの高さよりも小さいが、カップ状容器2Bの底部は小径になっており、第1支持プレート26Aの支持孔26Aa内に挿入された状態で搬送される。なお、大型のカップ状容器2Bのサイズと両支持プレート26A、26Bの距離との関係は、図2(b)に示す状態に限らないことはいうまでもない。また、各支持プレート26A、26Bに形成されている容器支持孔26Aa、26Baは、円形に限るものではなく、挿入されたカップ状容器2(2A、2B)を支持できるものであればよい。この実施例に係る装置では、容器搬送コンベヤ4によって搬送されるカップ状容器2(2A、2B)が、変更された場合にも、エアシリンダ42によって昇降用レール40を昇降させるだけで、簡単に切り換えることができる。また、この実施例では、第2支持プレート26Bは、位置決めピン34を位置決め孔26Bbに貫通させて支持しているだけなので、支持孔のサイズや形状の異なる支持プレートと交換することも容易である。
【符号の説明】
【0035】
2 容器(カップ状容器)
2a 容器の本体部分
2b 容器のフランジ
24 移送手段(チェーン)
26 容器支持手段
26A 第1支持部材(第1支持プレート)
26B 第2支持部材(第2支持プレート)
26Aa 開口(第1支持部材の支持孔)
26Ba 開口(第2支持部材の支持孔)
26Bb 位置決め手段(位置決め孔)
34 位置決め手段(位置決めピン)
40 昇降手段(昇降レール)
【技術分野】
【0001】
本発明は容器搬送装置に係り、例えば、カップ状の容器内に液体等の内容物を充填した後、この容器の開口をフィルムシートによってシールするカップ状容器の充填装置に設けられた容器搬送装置に関するものである。
【背景技術】
【0002】
カップ供給手段によって供給されたカップ状の容器を、容器搬送装置によって間欠的に搬送し、この容器搬送装置の上方に、上流側から順に配置された充填手段、シール手段およびカッティング手段によって順次、容器内への液体等の内容物の充填、容器口部へのシート状のフィルムの接着およびフィルムシートの容器の蓋部分の切断等の工程を行うようにしたカップ状容器の充填装置が広く用いられている。
【0003】
前記のようなカップ状の容器を搬送する容器搬送装置を、異なるサイズの容器に兼用する構成はすでに知られている(例えば、特許文献1または特許文献2参照)。特許文献1に記載された発明では、容器搬送治具が長方形の治具本体を備え、この治具本体に、2つの容器収容穴が形成されている。この容器収容穴は、上側の開口部と下側の開口部の直径が異なってテーパ状に形成されている。この特許文献1に記載された装置では、口径の異なった容器の搬送に変更する場合には、容器搬送治具を裏返すようにしている。
【0004】
また、特許文献2に記載された容器搬送コンベヤは、コンベヤの搬送方向に並べられた第1分割片および第2分割片で形成され、両分割片の間に容器が挟持される多数のホルダプレートを備えており、第1分割片は第1のエンドレスチェーンに、第2分割片は第2のエンドレスチェーンにそれぞれ取り付けられており、第1エンドレスチェーンが掛けられている第1駆動スプロケットと、第2エンドレスチェーンが掛けられている第2駆動スプロケットの位相差を変更可能にしている。両駆動スプロケットの位相を変えることにより、大きさや形状の異なる複数種類の容器を搬送できるようにしている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実公平7−2405号公報
【特許文献2】実用新案登録第2541918号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
前記特許文献1に記載された発明の構成では、異なるサイズの容器を搬送する場合には、容器搬送治具を裏返すようにしているが、多数の治具本体を裏返さなければならず、手間と時間がかかるという問題があった。また、自動化をすることが困難であるという問題もあった。また、特許文献2に記載された発明の構成では、駆動機構が複雑となるとともに、第1エンドレスチェーンと第2エンドレスチェーンの経時的な伸びが均一でないため、両分割片の間隔が合わなくなるという問題が発生する。
【課題を解決するための手段】
【0007】
本発明は、前記課題を解決するためになされたもので、容器の本体部分を挿入し支持可能な開口が形成された容器支持手段と、この容器支持手段を移送する移送手段とを備え、前記開口に容器を支持させて移送する容器搬送装置において、前記容器支持手段が、第1支持部材と、この第1支持部材に形成された開口よりも大きい開口を有する第2支持部材とを備え、前記第1支持部材の上に第2支持部材を重ねて、両支持部材の開口が上下に位置合わせした状態を維持する位置決め手段と、この位置決め手段によって位置合わせした状態を維持しながら、前記第1支持部材に対する第2支持部材の高さ位置を変更する高さ変更手段とを設け、前記第1支持部材の開口に対応する容器を搬送する際には、前記第2支持部材を第1支持部材に重ねた状態として第1支持部材に容器を支持させ、前記第2支持部材の開口に対応する容器を搬送する際には、前記高さ変更手段により第2支持部材を第1支持部材に対して上昇させて、第2支持部材に容器を支持させることを特徴とするものである。
【発明の効果】
【0008】
本発明の容器搬送装置は、容器支持手段の開口内に容器を挿入し、支持させた状態で、移送手段によって移送するようになっており、この容器支持手段が、比較的小さい開口を有する第1支持部材と、この第1支持部材の開口よりも大きい開口を有する第2支持部材とを備えるとともに、第2支持部材を昇降可能に構成し、小型容器の場合には、両支持部材を重ねて、第1支持部材の開口に支持させ、大型容器の場合には、第2支持部材を上昇させてその開口に支持させるようにしたので、部品の交換等の作業を必要とせず、第2支持部材を単に昇降させるだけで、異なるサイズの容器に対応することができ、機構が簡単であり、また、手間と時間のかかる作業が必要ないという利点がある。
【図面の簡単な説明】
【0009】
【図1】図1は本発明の一実施例に係る容器搬送装置を備えたカップ状容器の充填装置の全体の構成を示す側面図である。(実施例1)
【図2】図2(a)は容器支持手段が小型の容器を支持した状態を示す横断面図、(b)は大型の容器を支持した状態を示す横断面図である。
【図3】図3は容器搬送装置の要部の平面図である。
【図4】図4(a)は容器支持手段が小型の容器を支持する際の位置決め状態を示す側面図、(b)は大型の容器を支持する際の位置決め状態を示す側面図である。
【図5】図5はカップ状容器の充填装置の全体の構成を示す側面図であり、大型の容器を搬送する場合を示す。
【発明を実施するための形態】
【0010】
容器支持手段に形成された開口内に容器の本体部分を挿入し、その本体部分の外周に形成されたフランジを前記開口の周縁に支持させた状態で、移送手段によってこの容器支持手段を移送することにより、容器を搬送する容器搬送装置であり、前記容器支持手段が、比較的小さいサイズの容器に対応する開口を有する第1支持部材と、この第1支持部材よりも上方に配置し、その開口よりも大きいサイズの容器に対応する開口を有する第2支持部材とを備えており、この第2支持部材を昇降可能にして、第1支持部材に対する高さを変更できるようにするとともに、両支持部材に形成されている開口が、上下に位置合わせした状態を維持する位置決め手段を有しており、第1支持部材の開口に対応する小型の容器を搬送する際には、第2支持部材を下降させて第1支持部材上に重ねた状態にして、この第1支持部材に容器を支持させ、第2支持部材の開口に対応する大型の容器を搬送する際には、第2支持部材を上昇させてこの第2支持部材に容器を支持させるという構成により、搬送する容器のサイズを変更する際に、第2支持部材を昇降させるという簡単な操作で切り換えを行うという目的を達成する。
【実施例1】
【0011】
以下、図面に示す実施例により本発明を説明する。図1に示すカップ状容器の充填装置は、カップ状の容器2を搬送する容器搬送装置(容器搬送コンベヤ)4に、容器供給手段6から複数列の容器2を所定間隔で供給して、これら容器2を間欠的に搬送する。この容器搬送コンベヤ4による容器搬送経路の、所定の容器停止部に設けた充填手段8、シール手段10およびカット手段12等によりそれぞれの処理を行った後、次の工程に送るようになっている。
【0012】
前記容器搬送コンベヤ4は、上流部と下流部の左右両側にそれぞれ配置され、回転軸14、16を介して機枠18に回転自在に支持されたスプロケット20、22に、左右一対のチェーン24が掛け回され、これら両側チェーン24間に等間隔で多数の容器支持手段26が取り付けられている。この容器支持手段26の構成については後に説明する。
【0013】
容器搬送コンベヤ4の上流端(図1の右端)の上方に、容器供給手段6が設けられており、カップ状の容器2を、前記容器搬送コンベヤ4の各容器支持手段26に設けられている開口(容器支持孔)内に挿入する。なお、この容器供給手段6により供給されるカップ状の容器2は、本体部分2aの上端の口部外周にフランジ2bが設けられており、このフランジ2bが前記容器支持手段26の支持孔の周縁に係合して保持される。このカップ状容器2の本体部分2aは、フランジ2bの形成されている口部側が大径で、底部側に向かって次第に径が小さくなっている(図2(a)、(b)のカップ状容器参照)。
【0014】
前記容器供給手段6の下流側に、カップ状容器2内に液体等の内容物を充填する充填手段8が設けられている。この充填手段8の設けられている位置の下方に、前記容器搬送コンベヤ4によって間欠的に搬送されるカップ状容器2が一時停止して液体等の内容物が充填される。
【0015】
前記充填手段8の下流側に所定の間隔を開けて、シール手段10およびカット手段12が順に設けられている。充填手段8とシール手段10の間に、後に説明するフィルム供給手段(全体として符号30で示す)によって上方からフィルムシート32が供給されるようになっており、このフィルムシート32が、容器搬送コンベヤ4上でその下流側(図1の左方)に向けて方向を変えられ、上方のシール手段10およびカット手段12と、下方の容器搬送コンベヤ4によって搬送されるカップ2の上面との間を、容器搬送コンベヤ4に追従して下流側へ送られる。フィルムシート32は、カップ状容器2の停止位置でシール手段10によってカップ状容器2の口部に熱圧着された後、カット手段12でカップ状容器2の蓋となる部分の周囲が打ち抜かれる。
【0016】
前記両側のチェーン24間に取り付けられている容器支持手段26は、上下に重ね合わせることが可能な2枚の支持プレート(下側の第1支持プレート26Aと上側の第2支持プレート26B)を有している(図2ないし図4参照)。下方の第1支持プレート26Aは小型の容器(以下、小型の容器を符号2Aで示す)を支持するものであり、小径の開口(支持孔)26Aaが等間隔で複数個形成されている。また、上方の第2支持プレート26Bは大型の容器(以下、大型の容器を符号2Bで示す)を支持するものであり、大径の開口(支持孔)26Baが等間隔で複数個形成されている。
【0017】
大径の支持孔26Baは、大型のカップ状容器2(2B)を支持するようになっており、その内径が、大型容器2Bのフランジ2Bbの外径よりも小さく、本体部分2Baの外径よりは大きくなっている。この支持孔26Ba内に大型のカップ状容器2Bを挿入すると、フランジ部2Bbがこの支持孔26Baの周縁に載ってこの大型の容器2Bが支持される。また、小径の支持孔26Aaは、小型のカップ状容器2Aを支持するようになっており、その内径が、小型容器2Aのフランジ2Abの外径よりも小さく、本体部分2Aaの外径よりは大きくなっている。この支持孔26Aa内に小型のカップ状容器2Aを挿入すると、フランジ部2Abがこの支持孔26Aaの周縁に載ってこの小型の容器2Aが支持される。これら大径の支持孔26Baと小径の支持孔26Aaは、図3に示すように、常に両支持孔26Aa、26Baの中心が一致している。なお、カップ状容器2の支持方法は、この実施例のようにフランジ2bを支持孔26Aa、26Baの周縁に載せて支持させるものに限らず、口部側が大径で底部側に向かって次第に径が小さくなっている本体部分2aの最大外径が支持孔の径よりも大きい場合には、本体部分2aを支持孔に嵌め込んで、その外周面で支持させるようにしてもよい。
【0018】
下方の第1支持プレート26Aは、両端部が直接チェーン24に連結されており、その両端部寄りにそれぞれ2本の位置決めピン34が直立して固定されている。そして、上方に配置された第2支持プレート26Bには、前記各位置決めピン34が貫通する位置決め孔26Bbが形成されている。第1支持プレート26Aの位置決めピン34と第2支持プレート26Bの位置決め孔26Bbによって、第2支持プレート26Bは第1支持プレート26Aに対して位置ずれすることなく、位置合わせした状態を維持しながら昇降することができ、また、チェーン24により移送される第1支持プレート26Aの移動と一体的に第2支持プレート26Bを移送させることができる。上方の第2支持プレート26Bの両端部には、外側へ突出した取付部材36を介してローラ38が取り付けられている。このローラ38は、前記第1支持プレート26Aが固定されているチェーン24よりも外側に位置している(図2参照)。
【0019】
容器搬送コンベヤ4による容器搬送経路(上流側と下流側のスプロケット20、22の上部側)の両側に、第2支持プレート26Bを上昇させる昇降用レール40が配置されている。この昇降用レール40はエアシリンダ42のピストンロッドに連結されており、エアシリンダ42の作動によって昇降する。これら両側の昇降用レール40は前記第2支持プレート26Bに取り付けられているローラ38の下方に位置しており、昇降用レール40が上昇すると、前記ローラ38を押し上げて第2支持プレート26Bを上昇させる(図2(b)参照)。この昇降用レール40は、始端が上り傾斜で、中間が水平で、終端が下り傾斜になっている。また、昇降用レール40が下降すると、第2支持プレート26Bが下降して第1支持プレート28B上に重なり合うようになっている(図2(a)参照)。容器搬送コンベヤ4の下部の戻り経路側には、第2支持プレート26Bが脱落しないように支持ガイド41を設けている。なお、図1では、容器搬送コンベヤ4の容器搬送経路の一部で、位置決めピン34の描画を省略している。
【0020】
次に、前記フィルム供給手段30の構成について説明する。前記カップ状容器の充填装置の本体部が設けられている機枠18の側部に隣接して、フィルム供給手段30の供給スタンド(図示せず)が設置されている。この供給スタンドには、前記フィルムシート32がロール状に巻かれたフィルムロールが支持されている。なお、カップ状容器2の蓋として使用されるフィルムシート32は、アルミや樹脂製のフィルムあるいはこれらをコーティングしたもの等が一般に用いられる。
【0021】
前記フィルム供給スタンドに支持されたフィルムシート32は、図示しない複数のローラおよびダンサローラ等を介して上方に送られ、前記機枠18内に設置されたカップ状容器の充填装置に供給される。フィルムシート32は、容器搬送コンベヤ4による容器搬送方向Aと平行に設置された導入ローラ(図示せず)によって、容器搬送方向Aと直交する方向に向けてカップ状容器の充填装置内に供給される。
【0022】
前記機枠18内の上部に、方向変換ローラ44が搬送方向Aに対してほぼ45度の角度に取り付けられており、カップ状容器2の搬送方向Aと平行に設置された外部の導入ローラを介してカップ状容器の充填装置内に送り込まれたフィルムシート32は、前記方向変換ローラ44によってほぼ90度方向を変換され、容器搬送コンベヤ4の上流側(図1の右側)に向けられる。前記方向変換ローラ44の上流側には、容器搬送コンベヤ4の搬送方向Aと直交して上部ローラ46が設置されている。前記方向変換ローラ44によって送り方向を90度変更されたフィルムシート32は、この上部ローラ46によってほぼ垂直方向下方に向けて方向を変えられる。さらに、この上部ローラ46の下方の、前記容器搬送コンベヤ4の搬送面のやや上方に下部ローラ48が配置され、上方から下方へ向けて送られてきたフィルムシート32は、この下部ローラ48によって容器搬送コンベヤ4の搬送方向下流側に向けてほぼ水平に方向を変えられる。
【0023】
容器搬送コンベヤ4の下流側に向けられ、ほぼ水平状態で供給されるフィルムシート32は、シール手段10によって、容器搬送コンベヤ4上を搬送されてこの位置に一時停止したカップ状容器2の口部外周に設けられているフランジ2bの上面に熱圧着される。続いて、次のカット手段12において、フィルムシート32のカップ状容器2の口部に貼り付けられて蓋となる部分の周囲がカットされる。蓋の部分が切り抜かれたフィルムシート32の残りの部分32a(図1参照)は、ローラ50、52を介して巻き取りロール53に巻き取られる。
【0024】
前記上部ローラ46と下部ローラ48との間に駆動ローラ54が設けられている。前記フィルムシート32は、シール手段10においてカップ状容器2の口部の周囲に設けられたフランジ2bに接着された後、走行する容器搬送コンベヤ4によって搬送されるカップ状容器2とともに前進するが、カップ状容器2の移動に引っ張られることがないように、この駆動ローラ54の回転によってカップ2の移動に追従するように同期して送られるようになっている。
【0025】
駆動ローラ54の上下にフリーローラ56、58が配置され、前記上部ローラ46から下方へ向けて送られたフィルムシート32は、先ず、下のフリーローラ58に掛け回されてから駆動ローラ54に掛け回すことにより、駆動ローラ54との接触面積を大きくしている。そして、この駆動ローラ54の上方から上のフリーローラ56によって押さえつけるようにしている。駆動ローラ54は、図示しないサーボモータによって、前記容器搬送コンベヤ4の移動に同期して回転駆動される。
【0026】
この実施例では、カップ状容器2のサイズに応じて容器2の搬送高さが変わるので、容器2の高さの変更に合わせて充填手段8等の各処理手段と、カップ状容器2の口部を覆うフィルムシート32の搬送高さを変更できるようになっている。前記容器供給手段6、充填手段8、シール手段10およびカット手段12は、搬送方向上流側と下流側に配置された昇降手段60に支持されている水平な取付部材62に取り付けられている。また、上方から下降してきたフィルムシート32を水平に方向変換する下部ローラ48、および、巻き取りロール53側の下部ローラ50も、前記水平な取付部材62に取り付けられており、搬送されるカップ状容器2の高さに応じて、シール手段10およびカット手段12と同様に昇降する。
【0027】
以上の構成に係るカップ状容器2の充填装置の作動について説明する。小型のカップ状容器2(2A)に充填を行う場合には、上下二つの支持プレート26A、26Bを有する容器支持手段26の、上方の第2支持プレート26Bを下降させておく。このときには、エアシリンダ42によって昇降用レール40を下降させることにより、両側ローラ38とともに第2支持プレート26Bを下降させる。また、搬送されるカップ状容器2Aの口部の位置が低いので、昇降手段60によって取付部材62を下降させて、容器供給手段6、充填手段8、シール手段10、カット手段12および下方のローラ48、50間に支持されているフィルムシート32も下降させておく(図1、図2(a)および図4(a)参照)。この状態で運転を開始する。容器搬送コンベヤ4の上流端の上方にカップ供給手段6が設けられており、このカップ供給手段6から、容器搬送コンベヤ4の両側チェーン24間に取り付けられている容器支持手段26の上下2枚の支持プレート26A、26Bに形成されている各容器支持孔26Ba、26Aa内にカップ状容器2Aが供給される。カップ状容器2は、本体部分2a(2Aa)の上端の口部の周囲にフランジ2b(2Ab)が形成されており、このフランジ2Abが前記第2支持プレート26Bの支持孔26Baを通過し、下方の第1支持プレート26Aの支持孔26Aaの周縁に係合して支持され、吊り下げられた状態で搬送される。
【0028】
容器搬送コンベヤ4は、走行および停止を繰り返して前記カップ状容器2Aを間欠的に搬送しており、搬送されるカップ状容器2Aは、容器搬送経路上の、カップ供給手段6の下流側に順に設けられている充填手段8、シール手段10およびカット手段12の位置に停止する。カップ状容器2Aは先ず充填手段8の下方に停止して、液体等の内容物を充填される。内容物が充填されたカップ状容器2は、容器搬送コンベヤ4によって次のシール手段10の下方へ搬送される。
【0029】
一方、前記カップ状容器2の蓋となるフィルムシート32は、図示しない導入ローラを介して機枠18内に送られ、方向変換ローラ44に巻き付けられてほぼ90度方向を変換され、水平な状態で、容器搬送コンベヤ4の上流側へ向けられる。このフィルムシート32は、さらに、上部ローラ46によって水平状態から垂直方向に向きを変えられて下方の容器搬送コンベヤ4の方向へ送られる。
【0030】
下方に向けて送られるフィルムシート32は、駆動ローラ54の下のフリーローラ58に掛け回された後駆動ローラ54に巻き付けられ、この駆動ローラ54の駆動によって下方の搬送コンベヤ4に向けて供給される。このとき、フィルムシート32は上のフリーローラ56によって駆動ローラ54に押し付けられている。
【0031】
前記駆動ローラ54の下方には下部ローラ48が設けられており、上部ローラ46および駆動ローラ54から垂直方向下方に向けて送られてきたフィルムシート32は、この下部ローラ48によって、水平な状態に方向を変えられて容器搬送コンベヤ4の下流側に向かって送られる。この下部ローラ48の下流には、シール手段10が設けられており、カップ状容器2の口部外周に設けられたフランジ2Abにこのフィルムシート32が熱圧着される。
【0032】
容器搬送コンベヤ4の容器支持手段26に支持されているカップ状容器2の口部に接着されたフィルムシート32は、容器搬送コンベヤ4によって搬送されるカップ状容器2と一体的に前進するが、カップ状容器2に引っ張られることがないように、前記駆動ローラ54によって、カップ状容器2の移動に追従するように同期して送られる。次のカット手段12では、カップ状容器2の上面に貼り付けられているフィルムシート32の、カップ状容器2の蓋となる部分の周囲をカットされる。切り取られたフィルムから成る蓋によってシールされたカップ状容器2は、そのまま容器搬送コンベヤ4によって搬送され、下流側で取り出されて次の工程に送られる。一方、フィルムシート32の蓋の部分が切り抜かれた残りの部分32aは、上下のローラ50、52等を介して巻き取りロール53に巻き取られる。
【0033】
また、大型のカップ状容器2(2B)に充填を各支持プレート行う場合には、エアシリンダ42の作動によって両側の昇降用レール40を上昇させる。昇降用レール40が上昇すると、上方の第2支持プレート26Bの端部に取り付けられているローラ38を介して第2支持プレート26Bが上昇する。このときには、大型のカップ状容器2Bが高い位置で搬送されるので、充填手段8等の各処理手段およびフィルムシート32も、昇降手段60によって取付部材62を上昇させることにより上昇させておく。
【0034】
この状態で運転を開始する。容器支持手段26が上流側のスプロケット20の周囲を回って上方の搬送経路側に出ると、第2支持プレート26Bが容器昇降用レール40の始端の上り傾斜部に係合して上昇された後、昇降レール40の水平部に支持されて水平な状態で移動する。カップ供給手段6の下方に到達すると、このカップ供給手段6から、容器搬送コンベヤ4の両側チェーン24間に取り付けられている容器支持手段26の第2支持プレート26Bの各容器支持孔26Ba内にカップ状容器2Bが供給される(図2(b)、図4(b)および図5参照)。大型のカップ状容器2Bは、フランジ2Bbの径が第2支持プレート26Bの容器支持孔26Baの内径よりも大きいので、この支持孔26Baの周縁部に係合して吊り下げられた状態で搬送される。その後、小型のカップ状容器2(2A)と同様の処理を受けた後、カップ状容器2Bは排出され、第2支持プレート26Bは昇降レール40の終端の下り傾斜部で下降される。この実施例では、上昇した第2支持プレート26Bとチェーン24に連結されている下方の第1支持プレート26Aとの距離が、カップ状容器2Bの高さよりも小さいが、カップ状容器2Bの底部は小径になっており、第1支持プレート26Aの支持孔26Aa内に挿入された状態で搬送される。なお、大型のカップ状容器2Bのサイズと両支持プレート26A、26Bの距離との関係は、図2(b)に示す状態に限らないことはいうまでもない。また、各支持プレート26A、26Bに形成されている容器支持孔26Aa、26Baは、円形に限るものではなく、挿入されたカップ状容器2(2A、2B)を支持できるものであればよい。この実施例に係る装置では、容器搬送コンベヤ4によって搬送されるカップ状容器2(2A、2B)が、変更された場合にも、エアシリンダ42によって昇降用レール40を昇降させるだけで、簡単に切り換えることができる。また、この実施例では、第2支持プレート26Bは、位置決めピン34を位置決め孔26Bbに貫通させて支持しているだけなので、支持孔のサイズや形状の異なる支持プレートと交換することも容易である。
【符号の説明】
【0035】
2 容器(カップ状容器)
2a 容器の本体部分
2b 容器のフランジ
24 移送手段(チェーン)
26 容器支持手段
26A 第1支持部材(第1支持プレート)
26B 第2支持部材(第2支持プレート)
26Aa 開口(第1支持部材の支持孔)
26Ba 開口(第2支持部材の支持孔)
26Bb 位置決め手段(位置決め孔)
34 位置決め手段(位置決めピン)
40 昇降手段(昇降レール)
【特許請求の範囲】
【請求項1】
容器の本体部分を挿入し支持可能な開口が形成された容器支持手段と、この容器支持手段を移送する移送手段とを備え、前記開口に容器を支持させて移送する容器搬送装置において、
前記容器支持手段が、第1支持部材と、この第1支持部材に形成された開口よりも大きい開口を有する第2支持部材とを備え、
前記第1支持部材の上に第2支持部材を重ねて、両支持部材の開口が上下に位置合わせした状態を維持する位置決め手段と、この位置決め手段によって位置合わせした状態を維持しながら、前記第1支持部材に対する第2支持部材の高さ位置を変更する高さ変更手段とを設け、
前記第1支持部材の開口に対応する容器を搬送する際には、前記第2支持部材を第1支持部材に重ねた状態として第1支持部材に容器を支持させ、前記第2支持部材の開口に対応する容器を搬送する際には、前記高さ変更手段により第2支持部材を第1支持部材に対して上昇させて、第2支持部材に容器を支持させることを特徴とする容器搬送装置。
【請求項1】
容器の本体部分を挿入し支持可能な開口が形成された容器支持手段と、この容器支持手段を移送する移送手段とを備え、前記開口に容器を支持させて移送する容器搬送装置において、
前記容器支持手段が、第1支持部材と、この第1支持部材に形成された開口よりも大きい開口を有する第2支持部材とを備え、
前記第1支持部材の上に第2支持部材を重ねて、両支持部材の開口が上下に位置合わせした状態を維持する位置決め手段と、この位置決め手段によって位置合わせした状態を維持しながら、前記第1支持部材に対する第2支持部材の高さ位置を変更する高さ変更手段とを設け、
前記第1支持部材の開口に対応する容器を搬送する際には、前記第2支持部材を第1支持部材に重ねた状態として第1支持部材に容器を支持させ、前記第2支持部材の開口に対応する容器を搬送する際には、前記高さ変更手段により第2支持部材を第1支持部材に対して上昇させて、第2支持部材に容器を支持させることを特徴とする容器搬送装置。
【図1】


【図2】
【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−101930(P2012−101930A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2010−253811(P2010−253811)
【出願日】平成22年11月12日(2010.11.12)
【出願人】(000253019)澁谷工業株式会社 (503)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成22年11月12日(2010.11.12)
【出願人】(000253019)澁谷工業株式会社 (503)
【Fターム(参考)】
[ Back to top ]